
浮动式测量外螺纹参数的装置及测量方法.pdf

新槐****公主


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
浮动式测量外螺纹参数的装置及测量方法.pdf
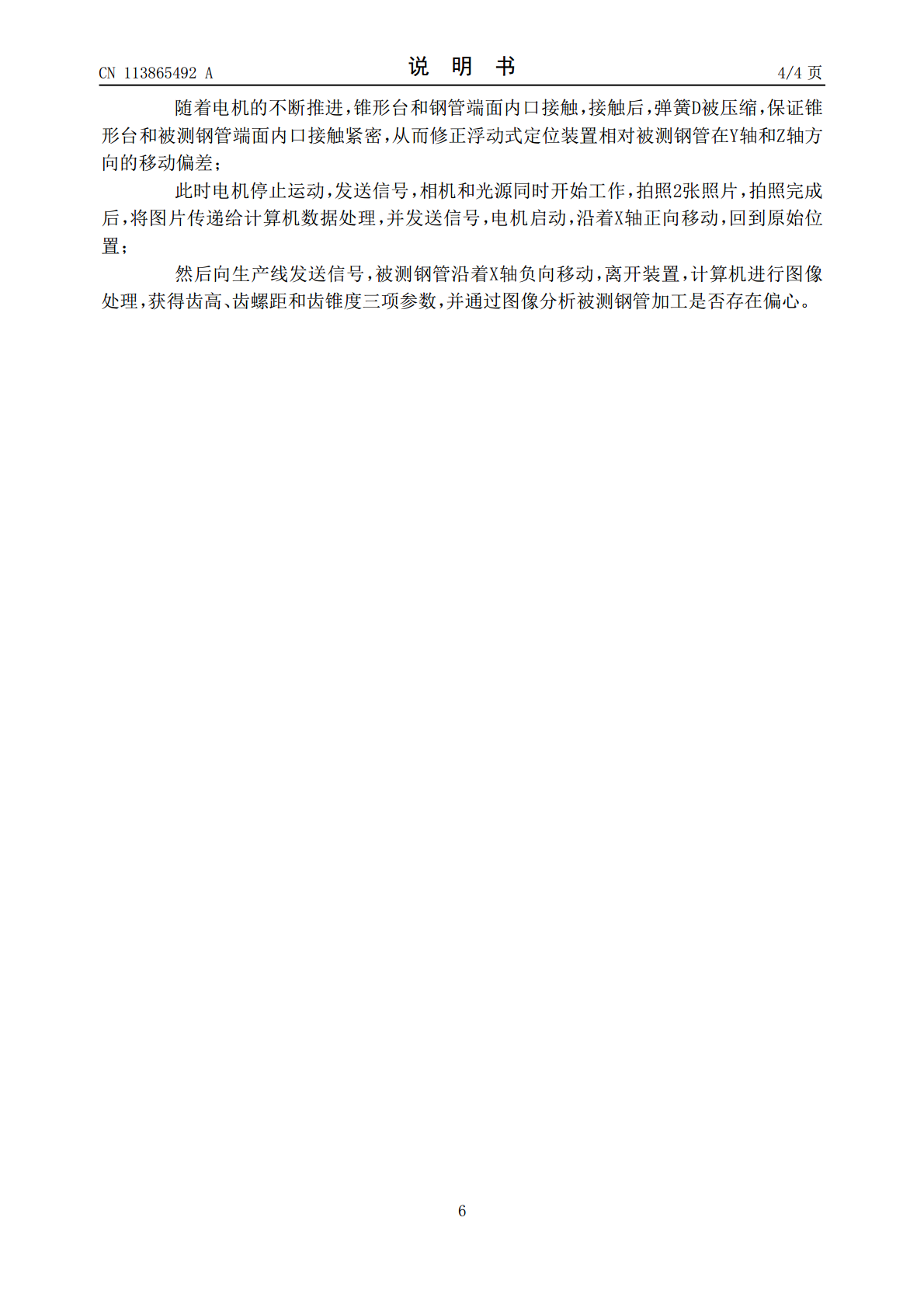
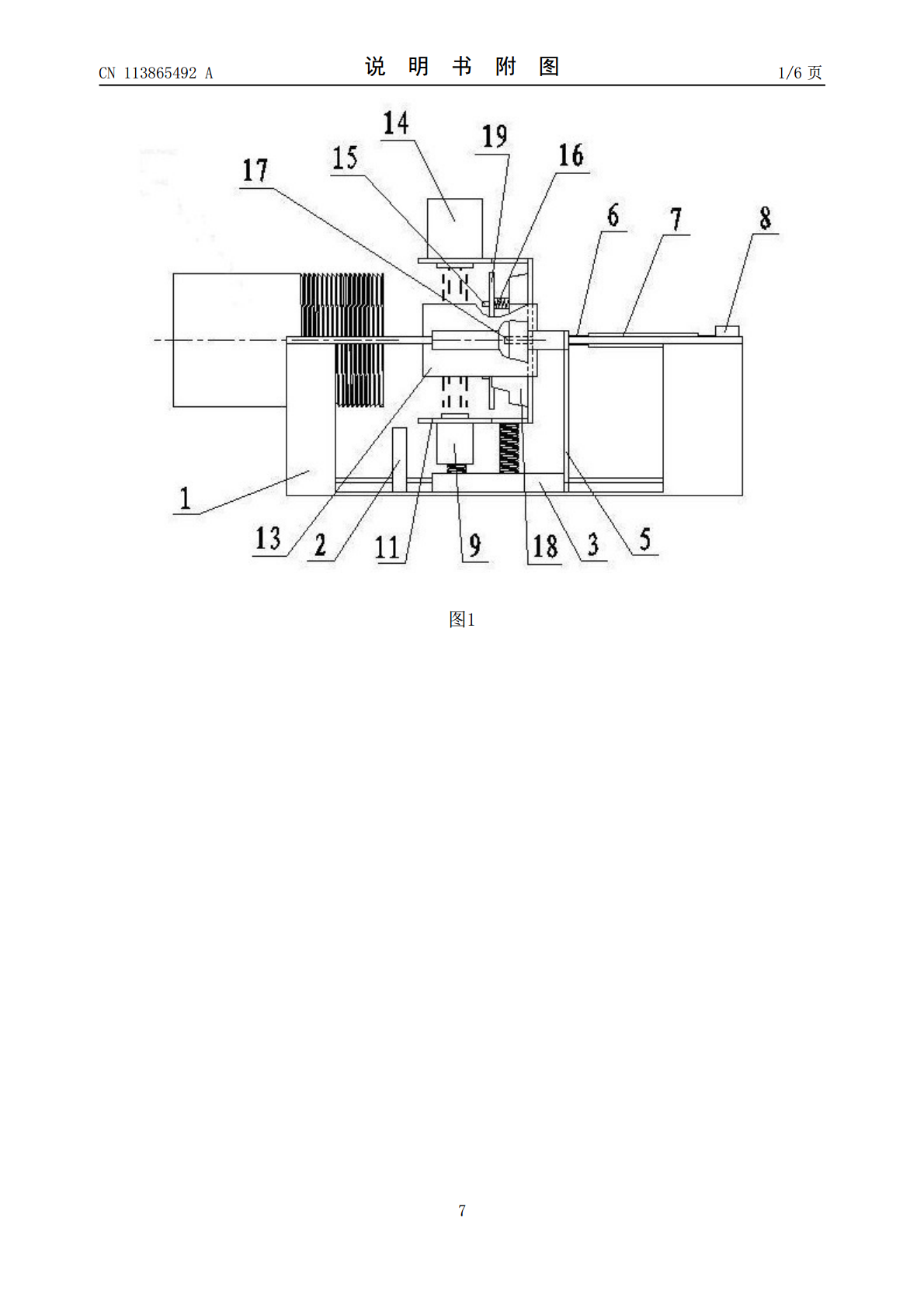
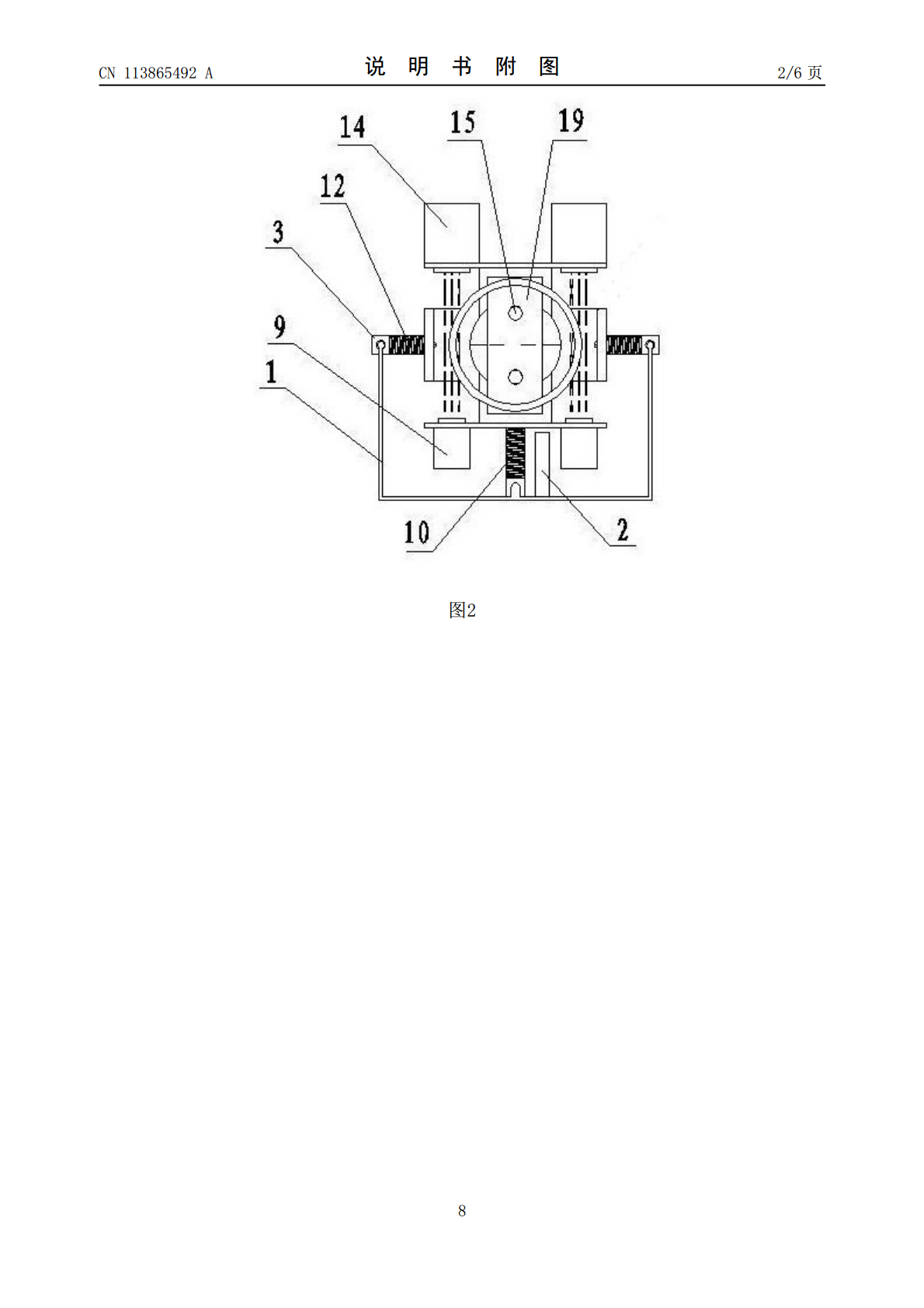
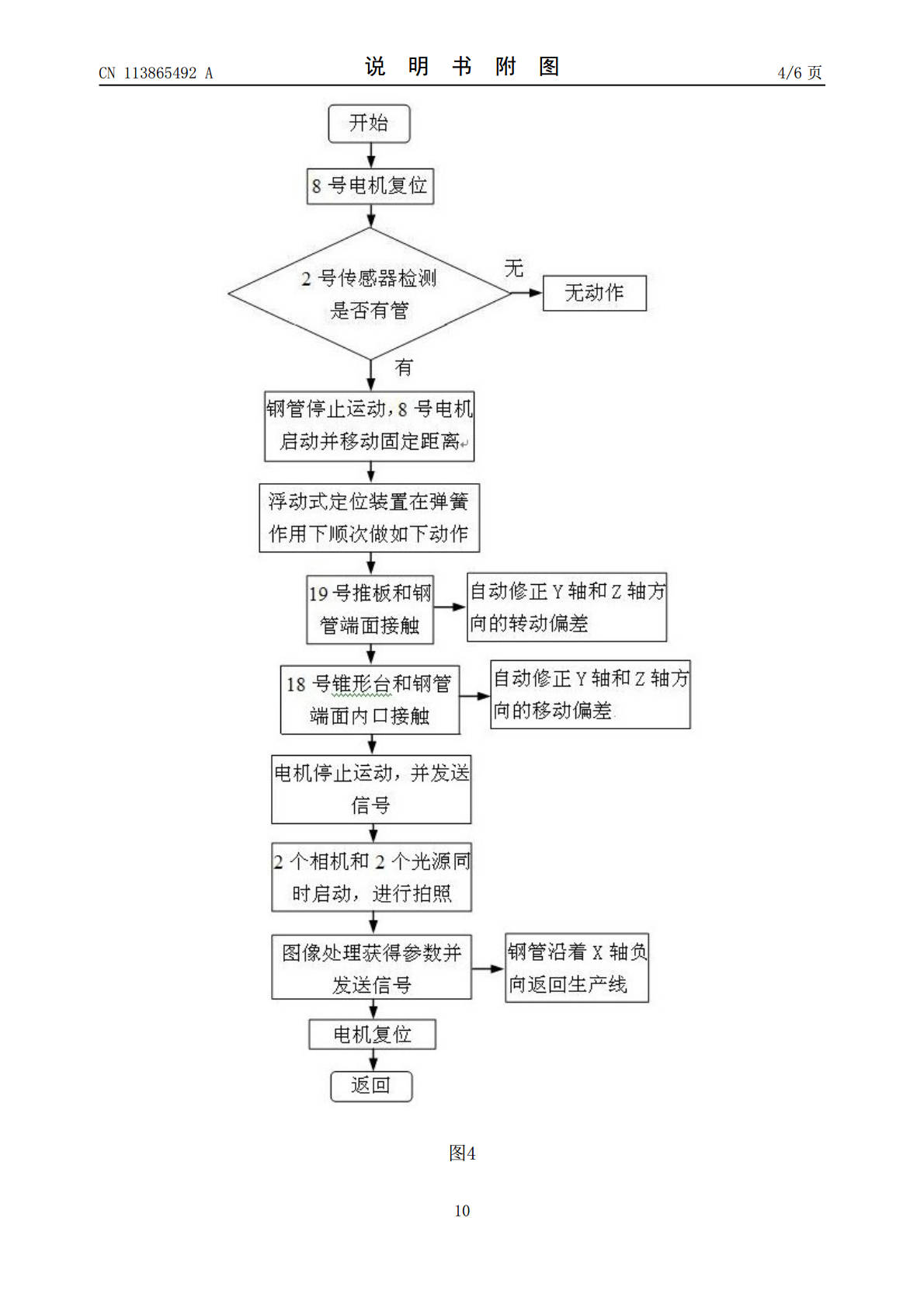
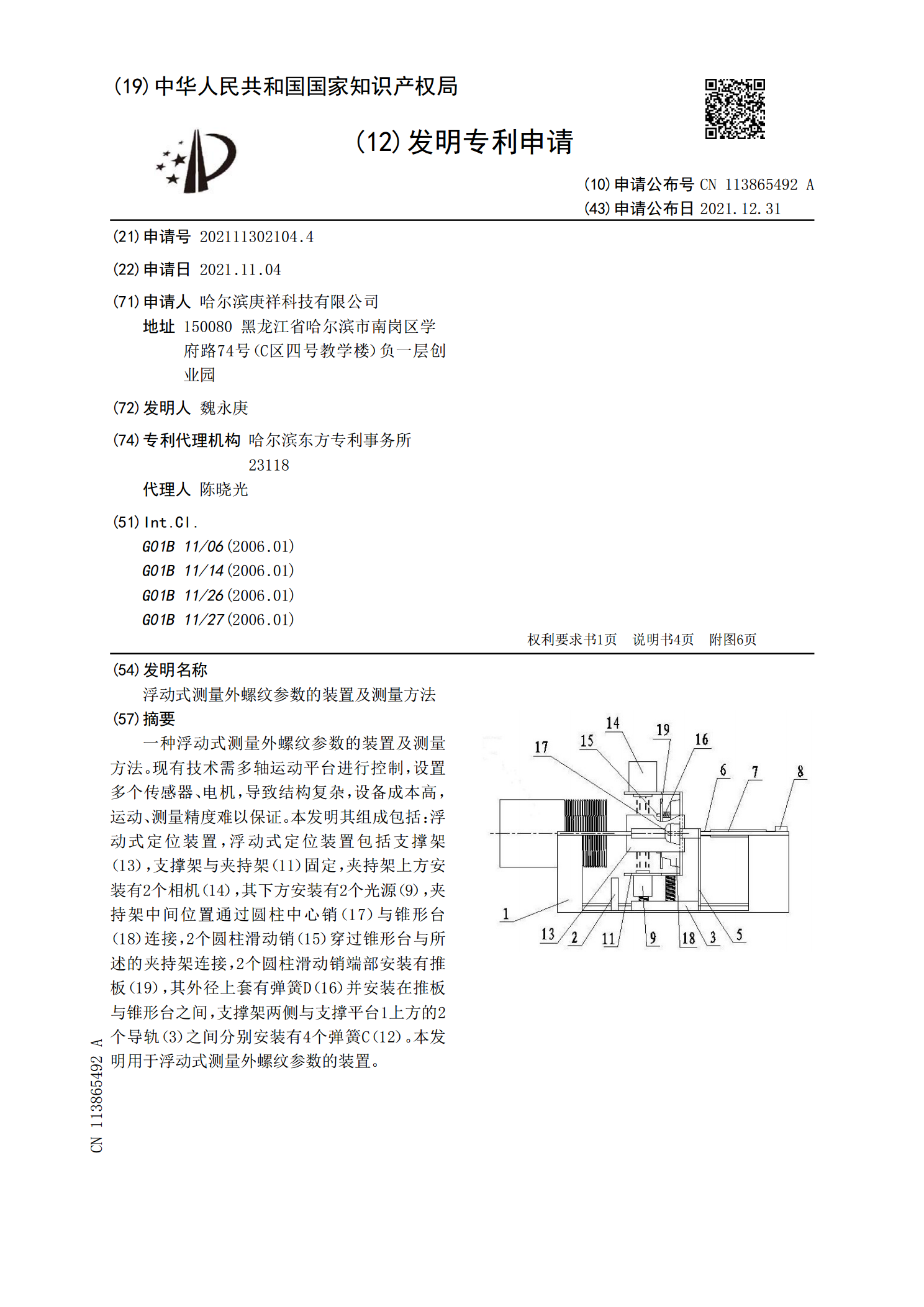
一种浮动式测量外螺纹参数的装置及测量方法。现有技术需多轴运动平台进行控制,设置多个传感器、电机,导致结构复杂,设备成本高,运动、测量精度难以保证。本发明其组成包括:浮动式定位装置,浮动式定位装置包括支撑架(13),支撑架与夹持架(11)固定,夹持架上方安装有2个相机(14),其下方安装有2个光源(9),夹持架中间位置通过圆柱中心销(17)与锥形台(18)连接,2个圆柱滑动销(15)穿过锥形台与所述的夹持架连接,2个圆柱滑动销端部安装有推板(19),其外径上套有弹簧D(16)并安装在推板与锥形台之间,支撑架
基于视觉的非接触外螺纹关键参数测量方法.pptx
汇报人:/目录0102图像采集图像处理特征提取参数测量03螺纹直径的测量螺距的测量螺纹中径的测量螺纹牙型的测量04精度分析可靠性分析误差来源分析提高精度的措施05在生产检测中的应用在质量检测中的应用与传统测量方法的比较在特殊场合的应用06技术升级和优化智能化和自动化发展跨领域应用探索面临的挑战和解决方案汇报人:

心脏参数的测量方法及装置.pdf
一种心脏参数的测量方法,包括如下步骤:同步检测心电信号和光电容积描记信号,并进行预处理;对预处理后的心电信号和光电容积描记信号进行波形轮廓分析得到脉搏波到达时间和脉搏波拐点面积比;根据脉搏波拐点面积比计算得脉搏波反射系数比;通过脉搏波到达时间和脉搏波反射系数比进行估算得到血压和心输出量。上述心脏参数的测量方法及装置,通过对从心电信号和光电容积描记信号中得到的脉搏波拐点面积进行计算,以得到脉搏波反射系数比,进而对脉搏波反射系数比和脉搏波到达时间进行估算以得到血压和心输出量,这一血压和心输出量是同步测量得到的

常用外螺纹小径测量方法.docx
常用外螺纹小径测量方法常用外螺纹小径测量方法引言外螺纹是一种常见的螺纹结构,广泛应用于机械工程、汽车制造、航空航天等领域。在螺纹加工过程中,对外螺纹的小径进行准确测量是十分重要的。本文将介绍几种常用的外螺纹小径测量方法,包括传统的测量方法以及近年来发展的一些新技术。1.传统的外螺纹小径测量方法1.1直径测量直径测量是最常见的外螺纹小径测量方法。它可以通过测量螺纹的两个相对直径来确定螺纹小径。通常使用外径千分尺、内径千分尺或者测微千分尺等测量工具进行测量。这种方法的优点是简单易行,但是不适用于螺纹内径测量以

汽车的外轮廓参数的测量装置、测量方法.pdf
本发明公开了一种汽车的外轮廓参数的测量装置,其中,该测量装置包括相互连接的标记部和车身固定部,该车身固定部能够与车身可拆卸地连接,从而将标记部相对于车身固定,该标记部用于储存并可控制地向下释放液体以在地面上形成标记。还公开了汽车的外轮廓参数的测量方法。通过上述技术方案,测量装置通过车身固定部固定在汽车的车身上,以使标记部能够相对于车身固定,并可控制地向下释放液体,以在地面上形成标记,通过对地面上的标记的测量即可获得汽车的外轮廓参数。上述测量装置的结构简单,成本较低,而且使用方便,能够更加精确地在地面上绘出