
一种带材在线实时纠偏装置.pdf

小宏****aa

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带材在线实时纠偏装置.pdf
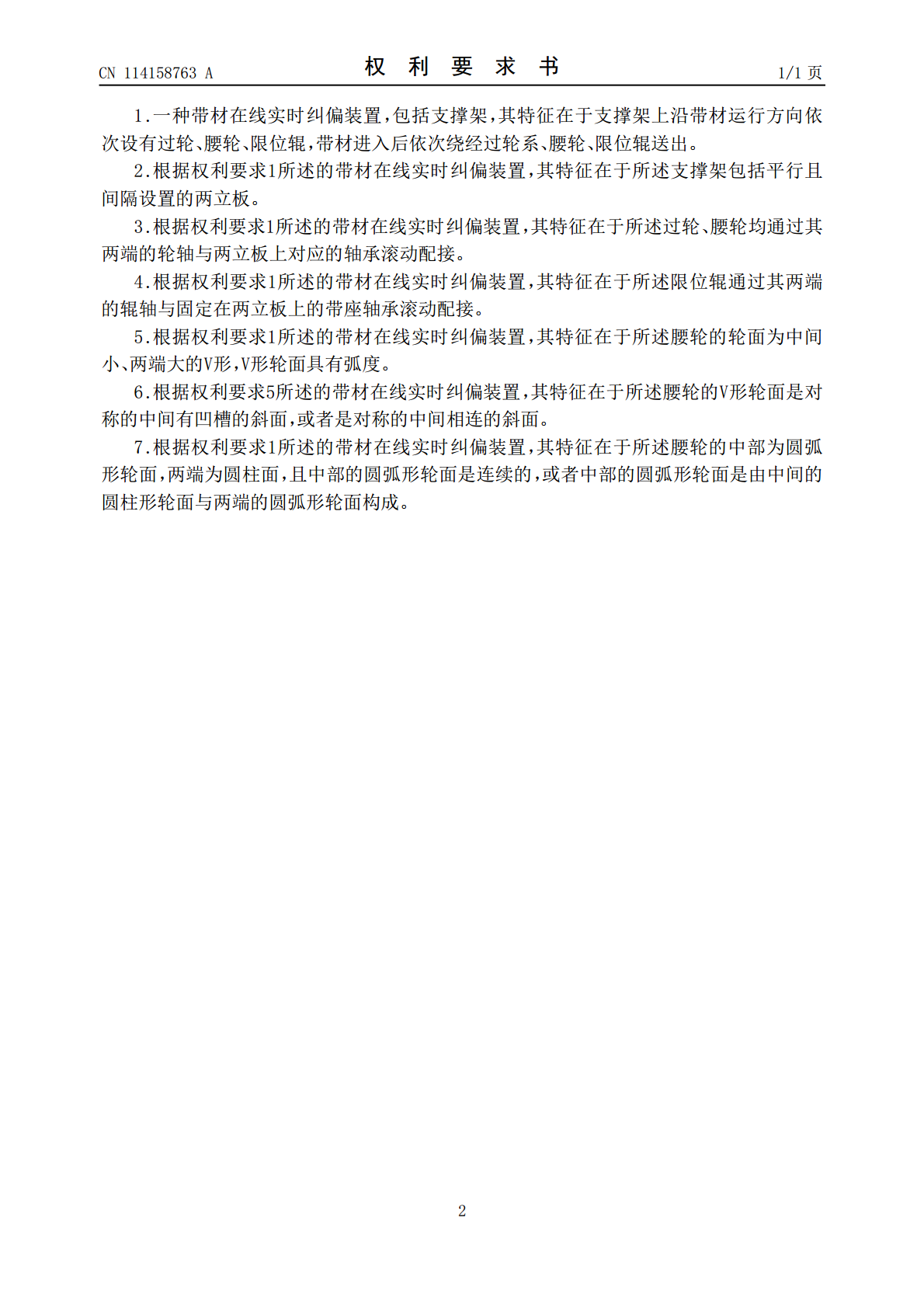
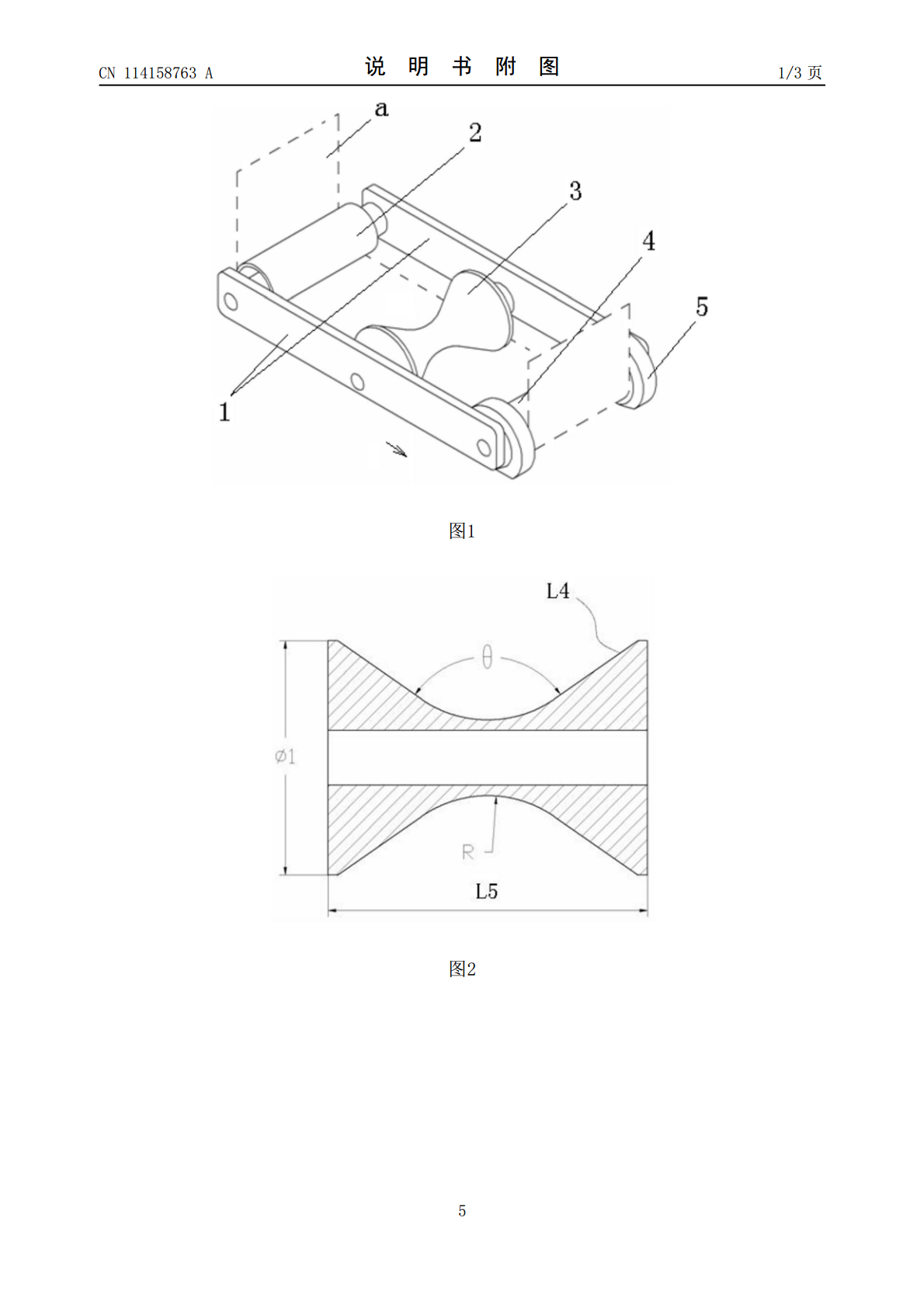
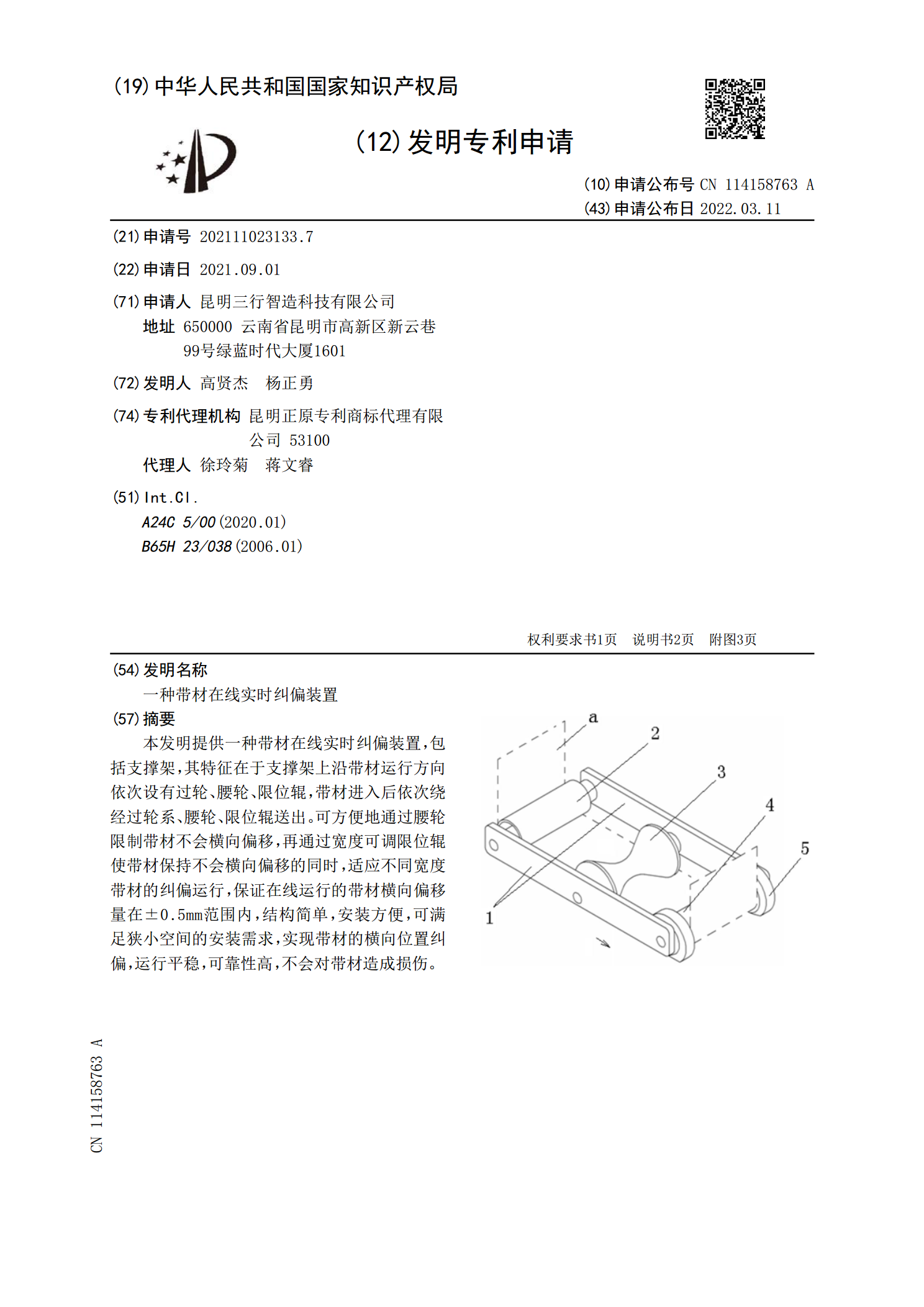
本发明提供一种带材在线实时纠偏装置,包括支撑架,其特征在于支撑架上沿带材运行方向依次设有过轮、腰轮、限位辊,带材进入后依次绕经过轮系、腰轮、限位辊送出。可方便地通过腰轮限制带材不会横向偏移,再通过宽度可调限位辊使带材保持不会横向偏移的同时,适应不同宽度带材的纠偏运行,保证在线运行的带材横向偏移量在±0.5mm范围内,结构简单,安装方便,可满足狭小空间的安装需求,实现带材的横向位置纠偏,运行平稳,可靠性高,不会对带材造成损伤。
一种实时钻孔测斜纠偏装置.pdf
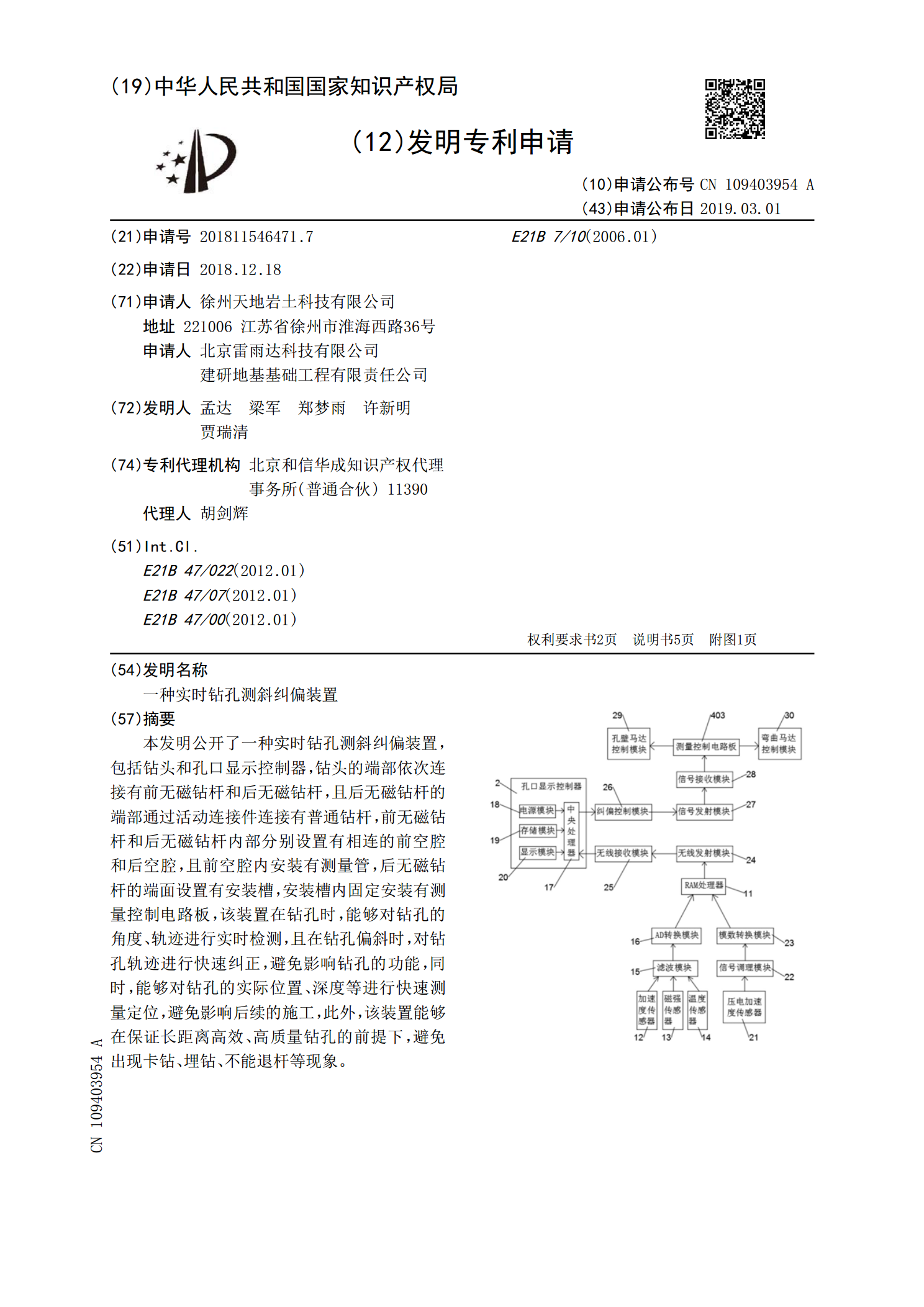
本实用新型公开了一种实时钻孔测斜纠偏装置,包括钻头,钻头的端部依次连接有前无磁钻杆和后无磁钻杆,且后无磁钻杆的端部通过活动连接件连接有普通钻杆,前无磁钻杆和后无磁钻杆内部分别设置有相连的前空腔和后空腔,且前空腔内安装有测量管,后无磁钻杆的端面设置有安装槽,安装槽内固定安装有测量控制电路板,该装置在钻孔时,能够对钻孔的角度、轨迹进行实时检测,且在钻孔偏斜时,对钻孔轨迹进行快速纠正,避免影响钻孔的功能,同时,能够对钻孔的实际位置、深度等进行快速测量定位,避免影响后续的施工,此外,该装置能够在保证长距离高效、高
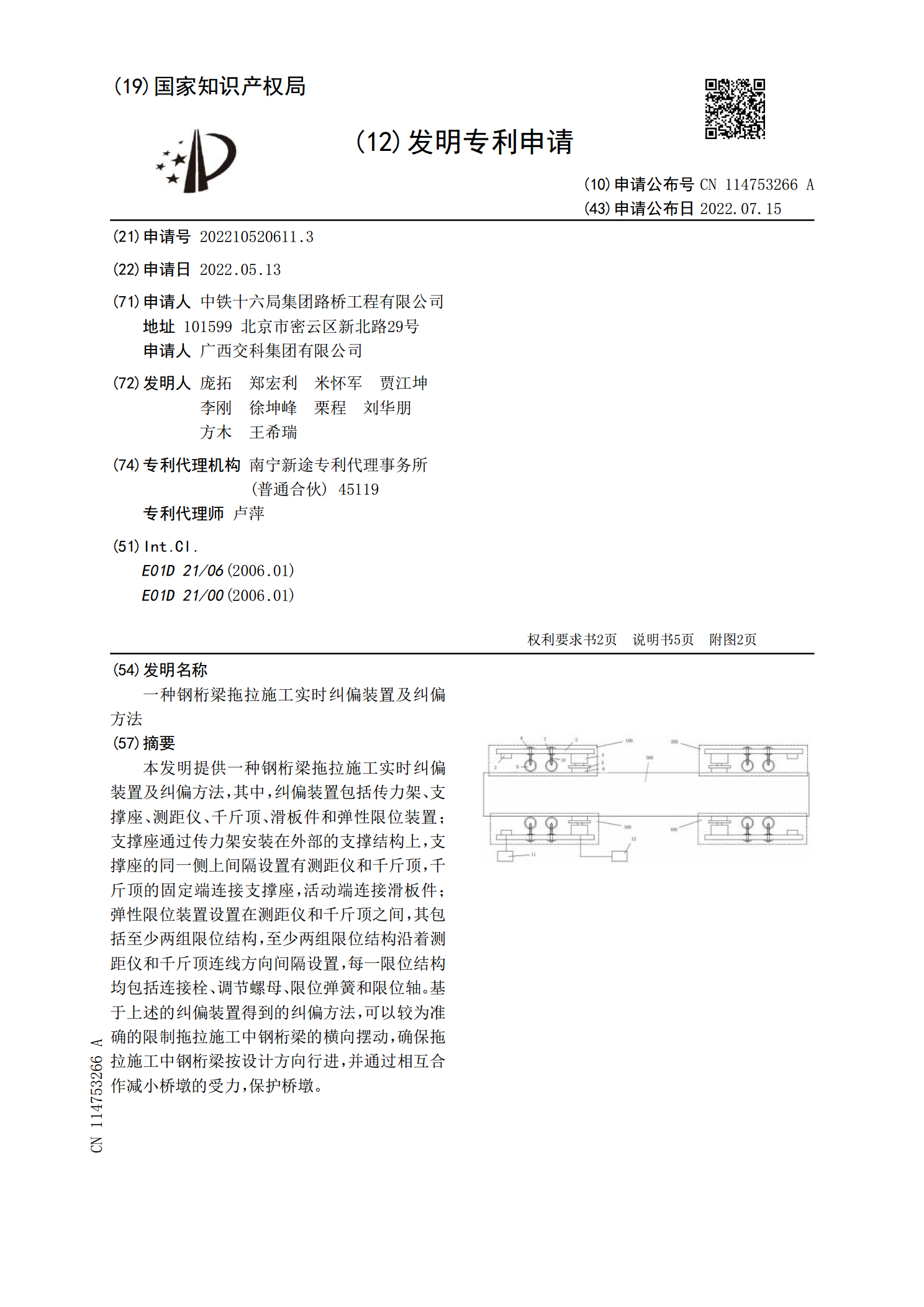
一种钢桁梁拖拉施工实时纠偏装置及纠偏方法.pdf
本发明提供一种钢桁梁拖拉施工实时纠偏装置及纠偏方法,其中,纠偏装置包括传力架、支撑座、测距仪、千斤顶、滑板件和弹性限位装置;支撑座通过传力架安装在外部的支撑结构上,支撑座的同一侧上间隔设置有测距仪和千斤顶,千斤顶的固定端连接支撑座,活动端连接滑板件;弹性限位装置设置在测距仪和千斤顶之间,其包括至少两组限位结构,至少两组限位结构沿着测距仪和千斤顶连线方向间隔设置,每一限位结构均包括连接栓、调节螺母、限位弹簧和限位轴。基于上述的纠偏装置得到的纠偏方法,可以较为准确的限制拖拉施工中钢桁梁的横向摆动,确保拖拉施工
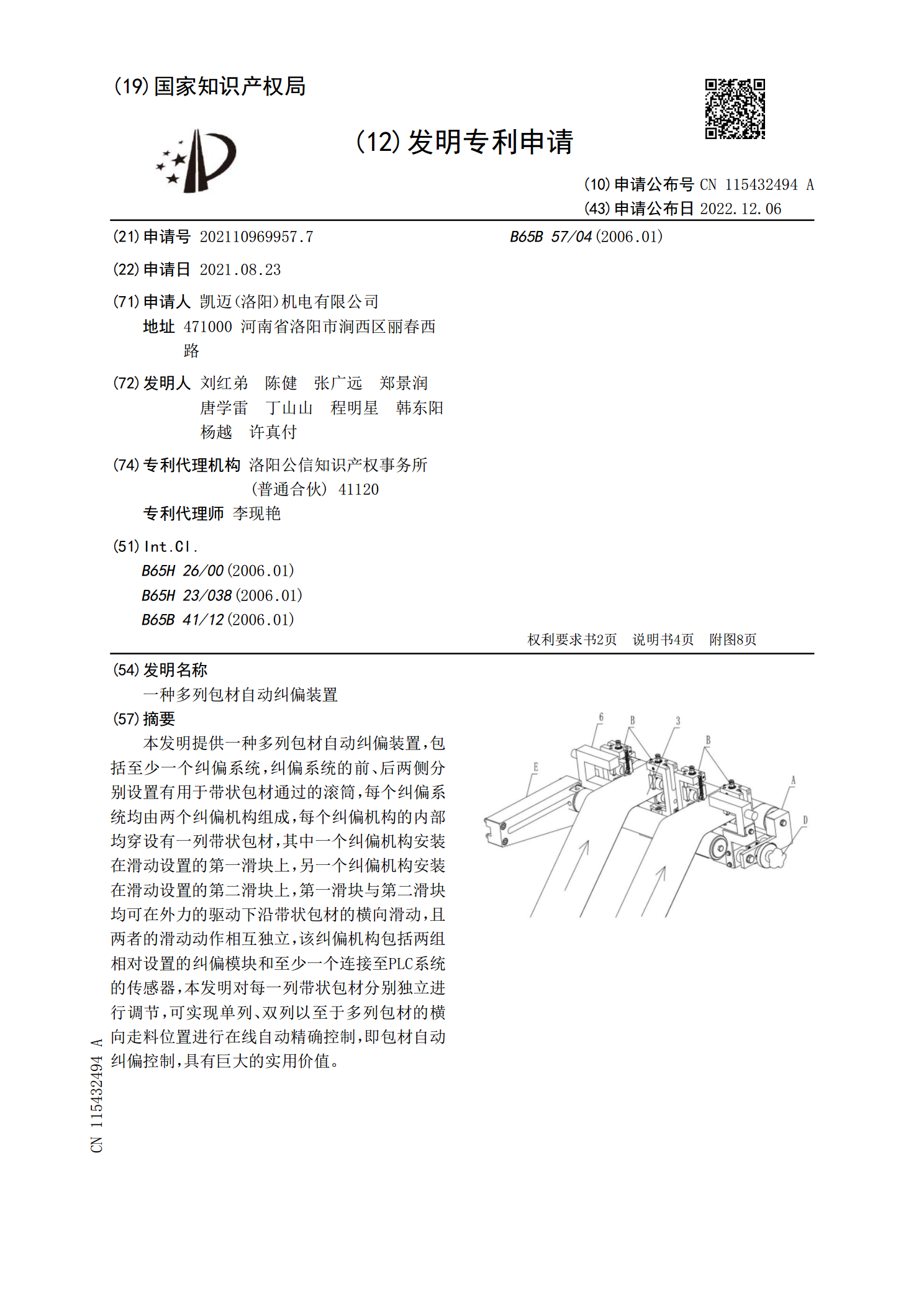
一种多列包材自动纠偏装置.pdf
本发明提供一种多列包材自动纠偏装置,包括至少一个纠偏系统,纠偏系统的前、后两侧分别设置有用于带状包材通过的滚筒,每个纠偏系统均由两个纠偏机构组成,每个纠偏机构的内部均穿设有一列带状包材,其中一个纠偏机构安装在滑动设置的第一滑块上,另一个纠偏机构安装在滑动设置的第二滑块上,第一滑块与第二滑块均可在外力的驱动下沿带状包材的横向滑动,且两者的滑动动作相互独立,该纠偏机构包括两组相对设置的纠偏模块和至少一个连接至PLC系统的传感器,本发明对每一列带状包材分别独立进行调节,可实现单列、双列以至于多列包材的横向走料位
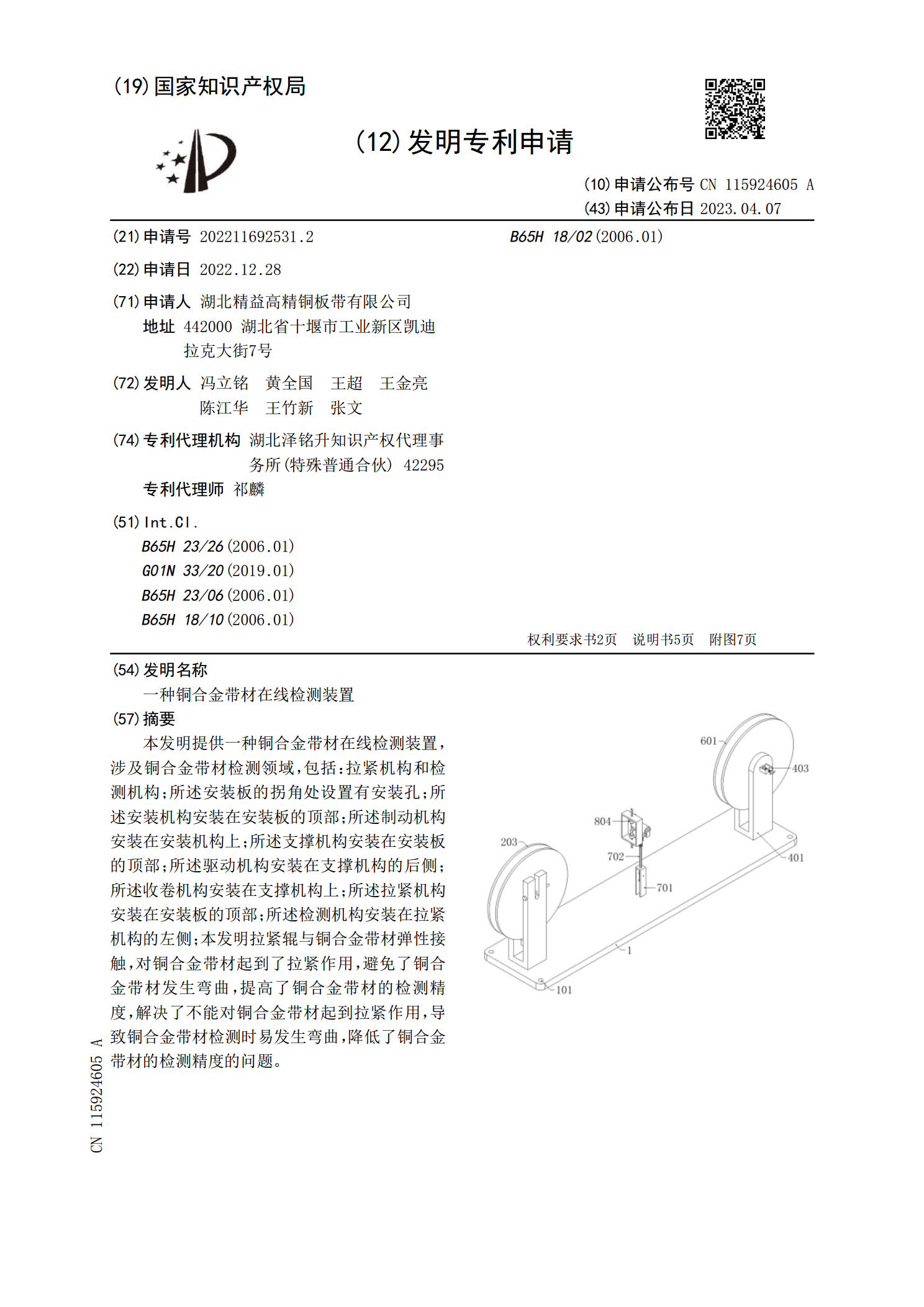
一种铜合金带材在线检测装置.pdf
本发明提供一种铜合金带材在线检测装置,涉及铜合金带材检测领域,包括:拉紧机构和检测机构;所述安装板的拐角处设置有安装孔;所述安装机构安装在安装板的顶部;所述制动机构安装在安装机构上;所述支撑机构安装在安装板的顶部;所述驱动机构安装在支撑机构的后侧;所述收卷机构安装在支撑机构上;所述拉紧机构安装在安装板的顶部;所述检测机构安装在拉紧机构的左侧;本发明拉紧辊与铜合金带材弹性接触,对铜合金带材起到了拉紧作用,避免了铜合金带材发生弯曲,提高了铜合金带材的检测精度,解决了不能对铜合金带材起到拉紧作用,导致铜合金带材