
一种增强型玻璃钢拉挤型材及其制备方法.pdf

一吃****永贺


1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种增强型玻璃钢拉挤型材及其制备方法.pdf
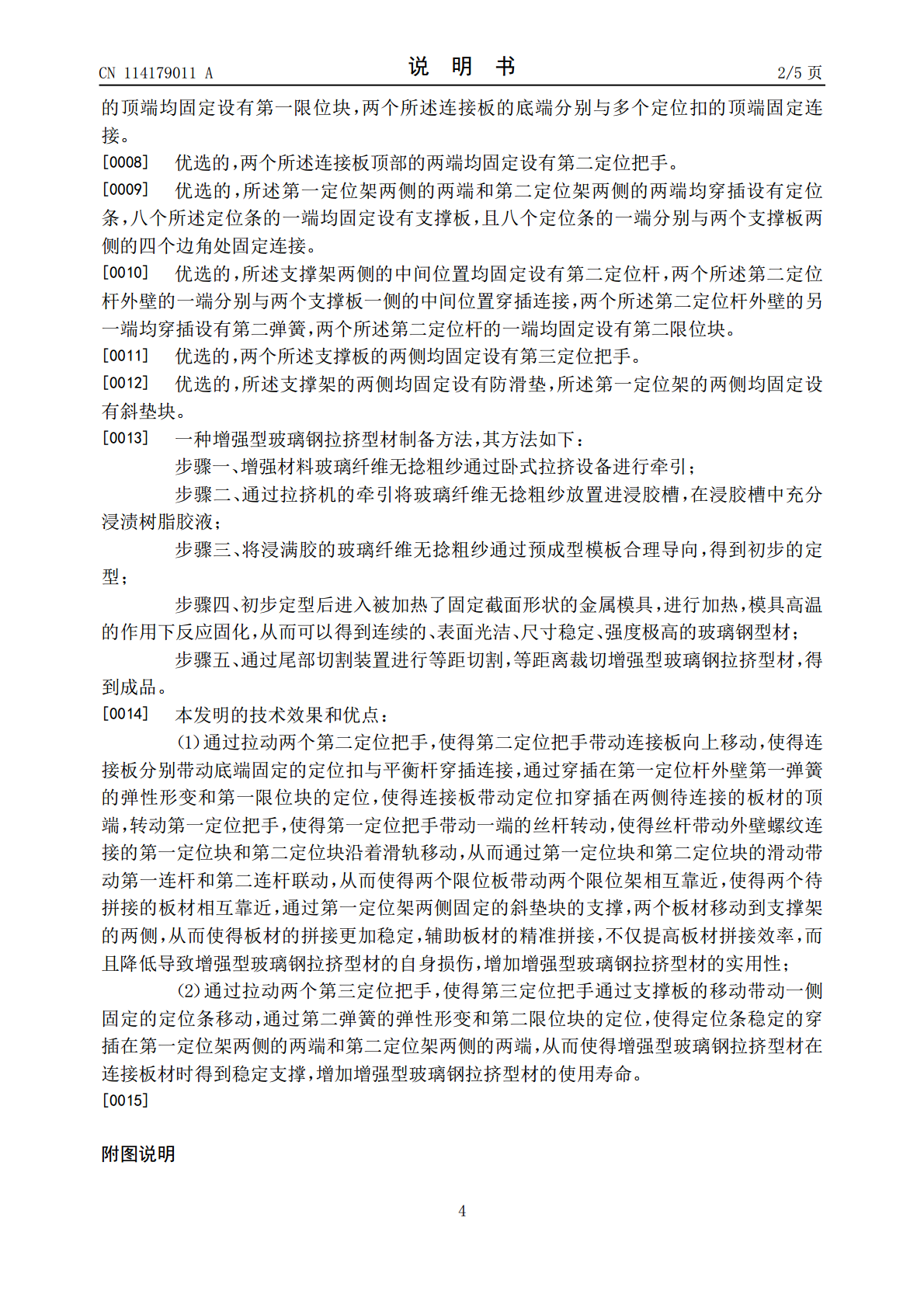
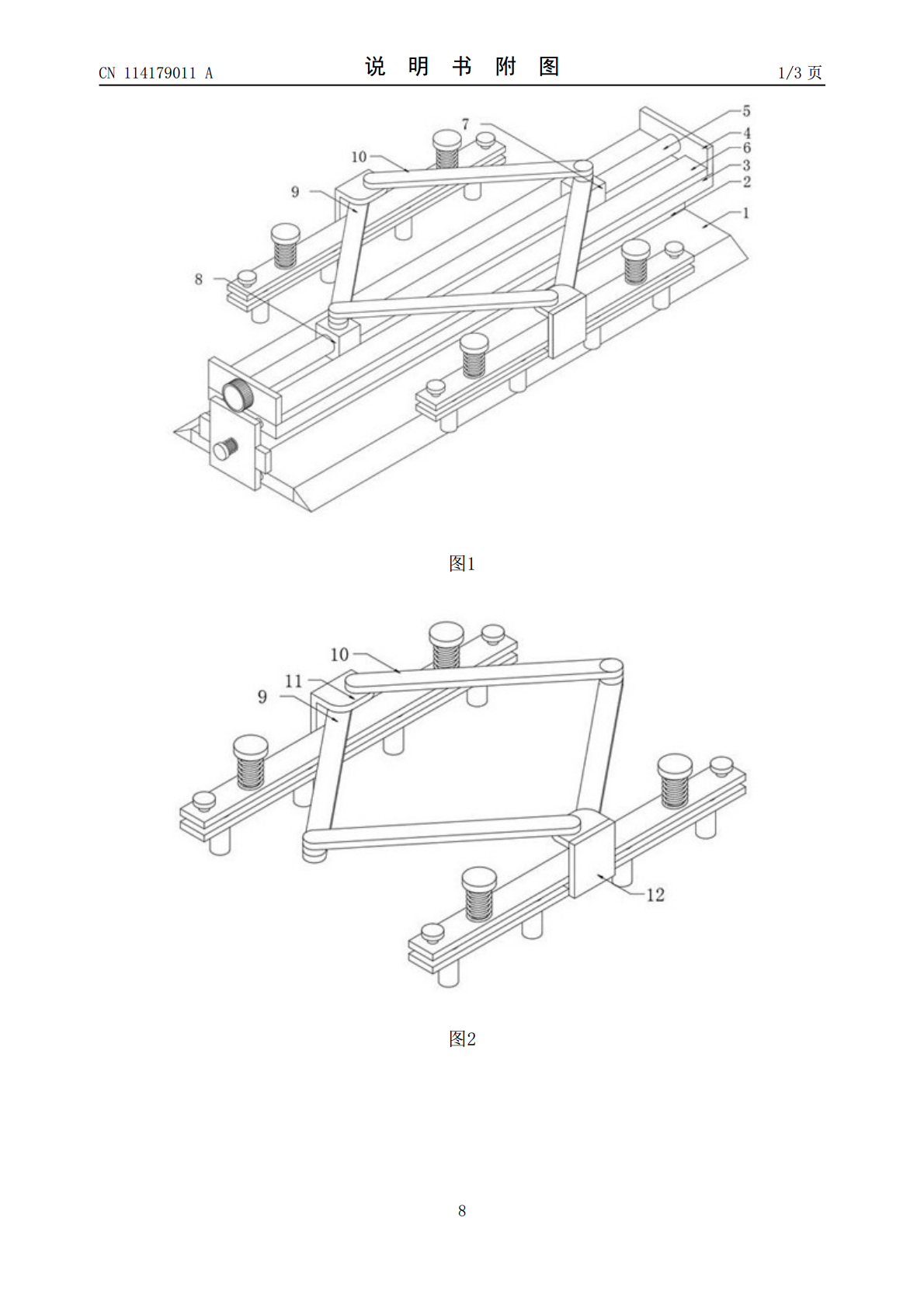
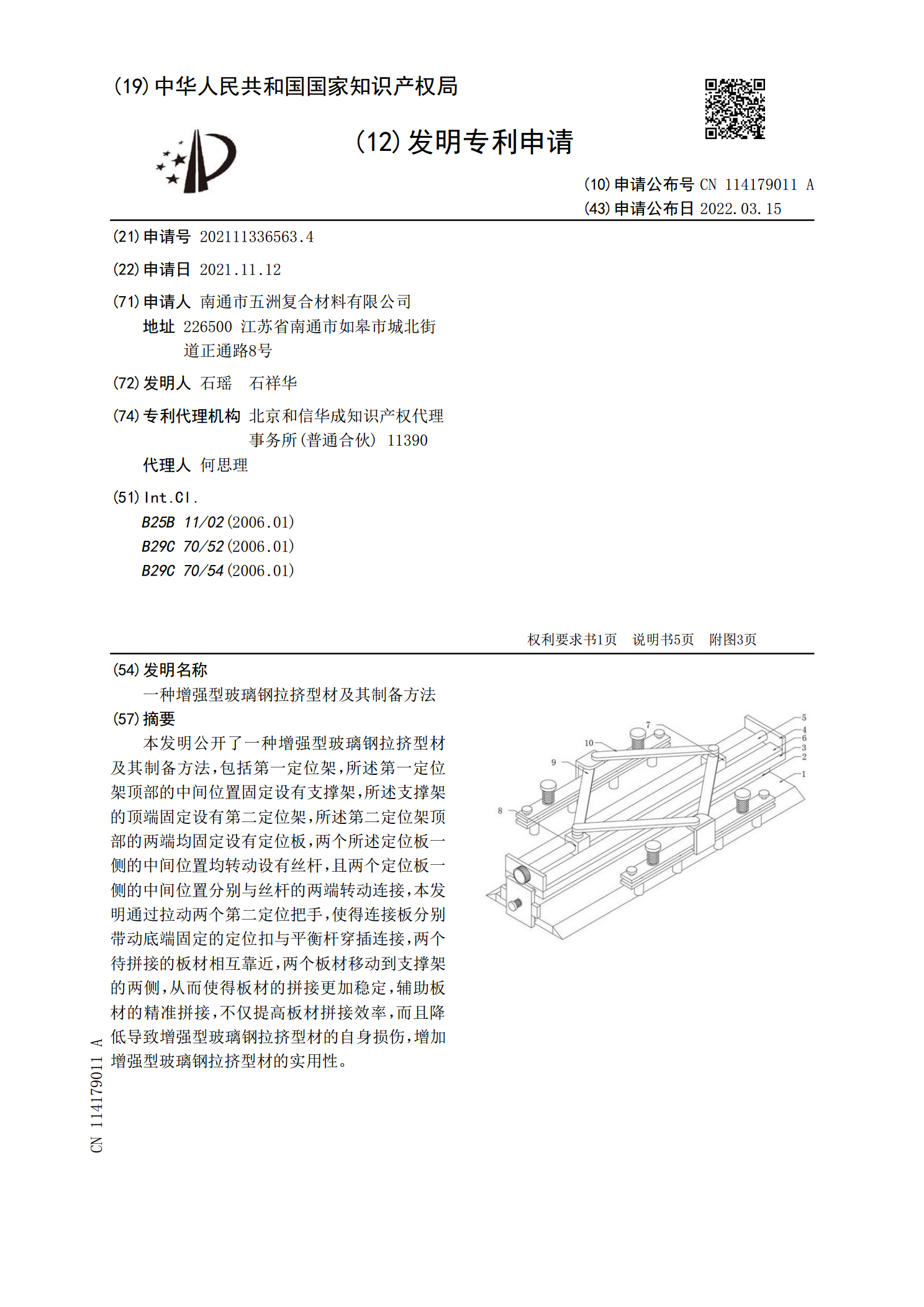
本发明公开了一种增强型玻璃钢拉挤型材及其制备方法,包括第一定位架,所述第一定位架顶部的中间位置固定设有支撑架,所述支撑架的顶端固定设有第二定位架,所述第二定位架顶部的两端均固定设有定位板,两个所述定位板一侧的中间位置均转动设有丝杆,且两个定位板一侧的中间位置分别与丝杆的两端转动连接,本发明通过拉动两个第二定位把手,使得连接板分别带动底端固定的定位扣与平衡杆穿插连接,两个待拼接的板材相互靠近,两个板材移动到支撑架的两侧,从而使得板材的拼接更加稳定,辅助板材的精准拼接,不仅提高板材拼接效率,而且降低导致增强型

一种玻璃钢拉挤型材及其制备方法.pdf
本发明提供一种玻璃钢拉挤型材及其制备方法,玻璃钢拉挤型材包括基体材料和增强材料:基体材料的制备原料包括以下质量份数的组分:不饱和聚酯树脂30?100份、不饱和聚酯树脂固化剂0.5?2份、环氧树脂15?55份、环氧固化剂13?50份、脱模剂0.5?3份、低收缩剂1?8份、阻燃剂20?60份;增强材料包括体积比为(2?4):1的玻璃纤维和复合玻璃纤维双轴向布。本发明的玻璃钢拉挤型材,横向机械性能和阻燃性能显著提高,机械性能满足冷却塔用玻璃钢CTISTD?137标准的要求,阻燃性能满足ASTME84标准中FSI

一种玻璃钢拉挤型材及其制备方法.pdf
本发明提供一种玻璃钢拉挤型材及其制备方法,玻璃钢拉挤型材包括基体材料和增强材料:基体材料的制备原料包括以下质量份数的组分:不饱和聚酯树脂30?100份、不饱和聚酯树脂固化剂0.5?2份、环氧树脂15?55份、环氧固化剂13?50份、脱模剂0.5?3份、低收缩剂1?8份、阻燃剂20?60份;增强材料包括体积比为(2?4):1的玻璃纤维和复合玻璃纤维双轴向布。本发明的玻璃钢拉挤型材,横向机械性能和阻燃性能显著提高,机械性能满足冷却塔用玻璃钢CTISTD?137标准的要求,阻燃性能满足ASTME84标准中FSI

一种复合材料型材及其制备方法、拉挤方法.pdf
本发明提出了一种复合材料型材及其制备方法、拉挤方法,属于复合材料生产技术领域。解决了当前复合材料型材制备麻烦以及只能进行直线型材生产的问题。它包括以下步骤:步骤1:将环氧树脂、固化剂以及脱模剂混合;步骤2:将混合后环氧树脂注入到浸胶槽内;步骤3:使玻璃纤维或碳纤维通过浸胶槽;步骤4:待玻璃纤维或碳纤维完成浸胶后,通过加热到一定温度的专用模具,将玻璃纤维或碳纤维与环氧树脂混合,完成复合材料型材的成型。它主要用于生产弯曲复合材料型材。

一种圆弧型玻璃钢拉挤型材的加工设备及加工方法.pdf
本发明公开了一种圆弧型玻璃钢拉挤型材的加工设备及其加工方法,包括型材主体和机架,所述机架的一端设有若干个玻纤纱团,该多个玻纤纱团内的玻璃纤维依次穿过集纱板和树脂槽内,位于所述树脂槽的输出端设有预成型装置,所述预成型装置的输出端设有玻纤布包覆器,所述玻纤布包覆器的输出端设有高温模具,所述高温模具模腔为圆弧型结构,该高温模具安装在机架上,且位于高温模具输出端的机架上固定设有靠轮固定座,所述靠轮固定座上设有若干个靠轮,所述靠轮固定座的中间位置上固定设有第一牵引机。本发明生产型材的生产过程连续进行、制品质量稳定、