
半球谐振子超精密球面加工装置及加工方法.pdf

是你****韵呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
半球谐振子超精密球面加工装置及加工方法.pdf
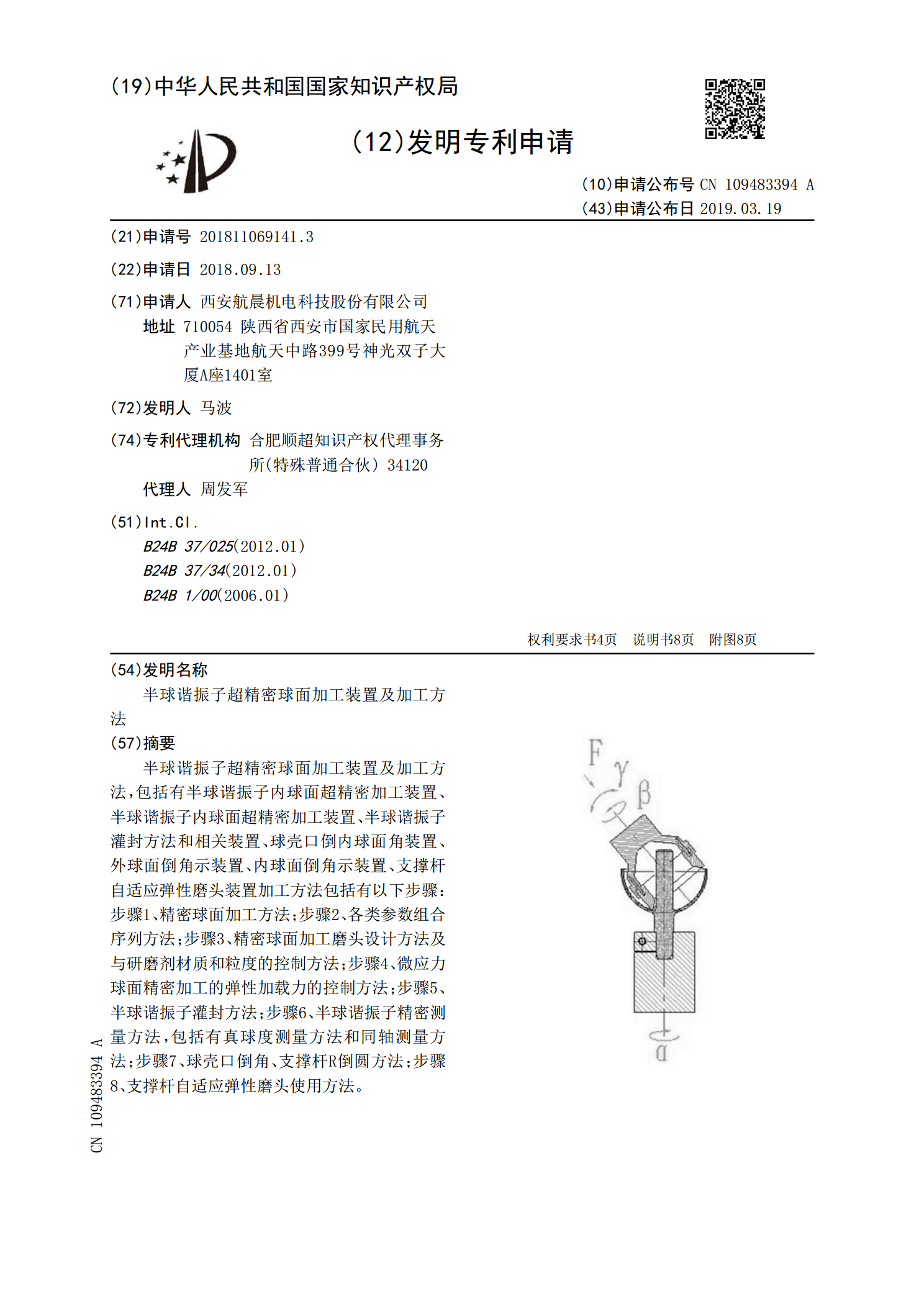
半球谐振子超精密球面加工装置及加工方法,包括有半球谐振子内球面超精密加工装置、半球谐振子内球面超精密加工装置、半球谐振子灌封方法和相关装置、球壳口倒内球面角装置、外球面倒角示装置、内球面倒角示装置、支撑杆自适应弹性磨头装置加工方法包括有以下步骤:步骤1、精密球面加工方法;步骤2、各类参数组合序列方法;步骤3、精密球面加工磨头设计方法及与研磨剂材质和粒度的控制方法;步骤4、微应力球面精密加工的弹性加载力的控制方法;步骤5、半球谐振子灌封方法;步骤6、半球谐振子精密测量方法,包括有真球度测量方法和同轴测量方法

超快激光精密加工装置及其加工方法.pdf
本发明涉及激光加工技术领域,具体公开了超快激光精密加工装置及其加工方法,包括底座;所述底座顶部固接有支撑杆;所述支撑杆顶部固接有顶板;所述顶板底部设置有激光发生器;所述底座顶部固接有一对支撑板;所述支撑板内侧壁上转动连接有圆柱块;所述圆柱块外侧壁上固接有第一直齿轮;所述支撑板侧壁上安装有电机;所述电机输出端固接有第一转轴;所述第一转轴外侧壁上固接有与第一直齿轮啮合的第二直齿轮;所述第一空腔内部滑动连接有第一滑块;所述第一滑块内部设置有第二空腔;所述第二空腔内部设置有夹紧机构;夹紧机构使得圆管件与圆柱块保持

非球面模具超精密补偿加工技术.docx
非球面模具超精密补偿加工技术非球面模具超精密补偿加工技术摘要:为了实现非球面模具的超精密数控加工,研究了加工轨迹算法原理及整个软件系统的结构与实现.提出了基于表面粗糙度均匀化的.工件进给速度控制法,分析了工具磨损误差和工件形状误差,重点提出了误差补偿方法,同时也讨论了采用砂轮平行磨削法时避免加工干涉的方法.软件能生成高精度的加工与补偿加工数控程序文件.最后,在一台镜面磨床上实验加工直径为6mm的碳化钨透镜模具,经过多次补偿加工后,获得了谷峰值为0.123μm,误差均方根为0.021μm的表面形状精度.作者

差速器壳体半球面加工工艺.pdf
本发明属于汽车转向系统制造加工技术领域,尤其涉及差速器壳体半球面加工工艺。其包括以下步骤:先对待加工的工件进行外观、公差范围的检测,保证此工件是合格产品,保证加工的有效性。然后将检测合格后的产品装夹在工装上,做好待加工的准备。再利用清洗剂对工件进行第一次清洗,清洗掉工件上残留的铁屑、润滑油、冷却剂等杂质,提升对刀精度,同时保证刀头在开始加工时不会因为杂质发生打滑现象,提升加工精度。本方案合理规划加工工艺,首先对待加工工件进行自检,排出已存在的不合格工件,保证加工的有效性。然后对工件进行清洗,清洗掉工件上残

特种加工 精密超精密磨料加工.ppt
第三章精密和超精密磨料加工精密和超精密加工分类第一节精密磨削二、磨削用量三、精密磨削砂轮四、磨料及其选择磨料粒度及其选择硬度及其选择五、精密磨削时砂轮的修整六、超精密磨削2)单磨粒磨削模型磨削加工过程七、超硬磨料砂轮磨削2、超硬磨料砂轮磨削工艺2)超硬磨料砂轮磨削工艺整形4、超硬磨料砂轮修整方法4、超硬磨料砂轮修整方法4超硬磨料砂轮修整喷射法电加工法电火花修整法超声波振动修整法一、研磨加工的机理2、平面研磨使用的研具3、精密平面的研磨机二、抛光加工的机理2、抛光盘3、精密研磨、抛光的主要工艺因素抛光盘1弹