
特种加工 精密超精密磨料加工.ppt

yy****24

1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共39页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

特种加工 精密超精密磨料加工.ppt
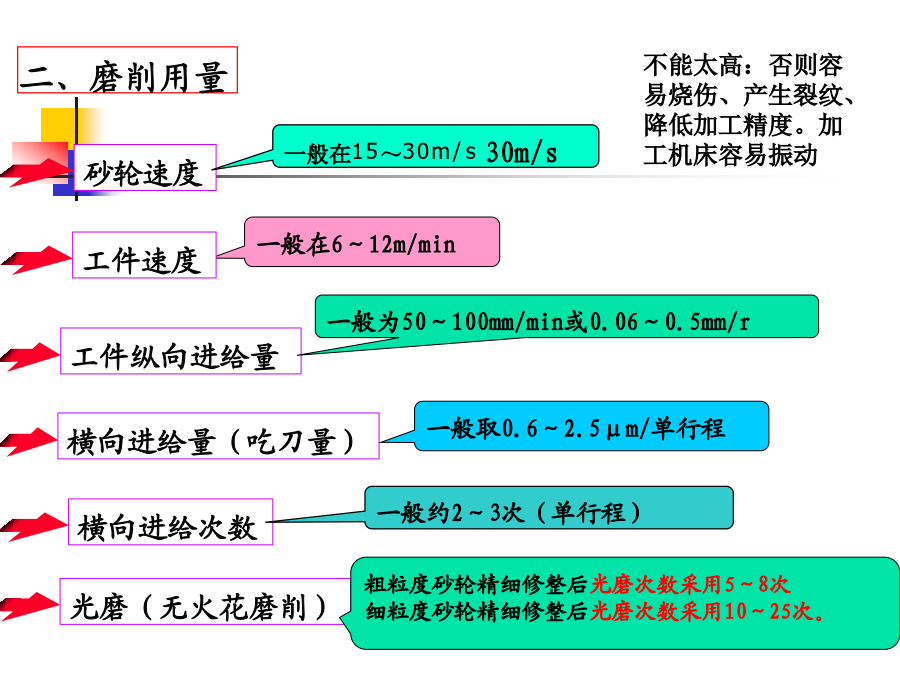
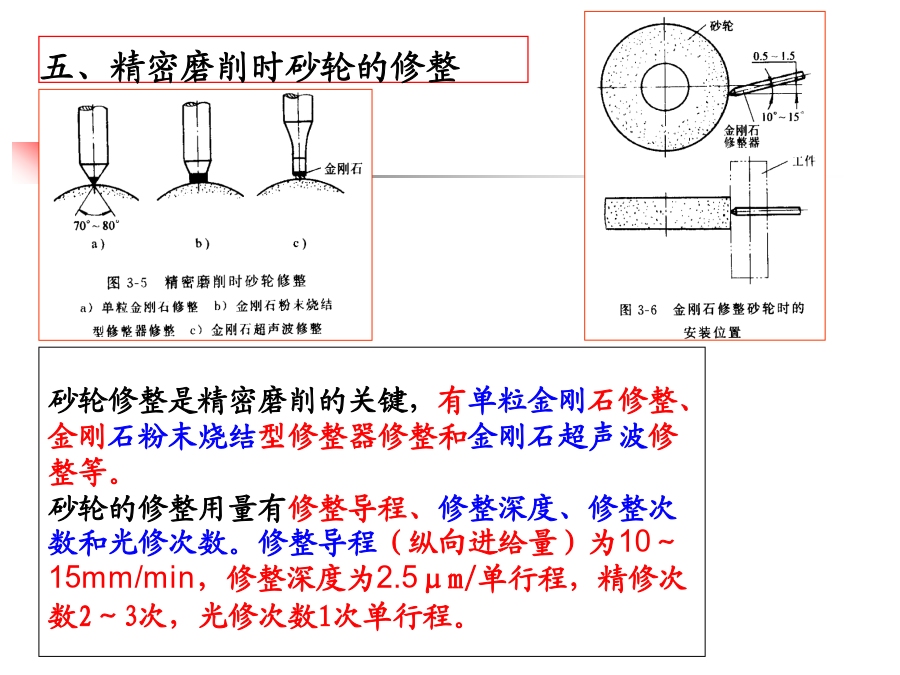
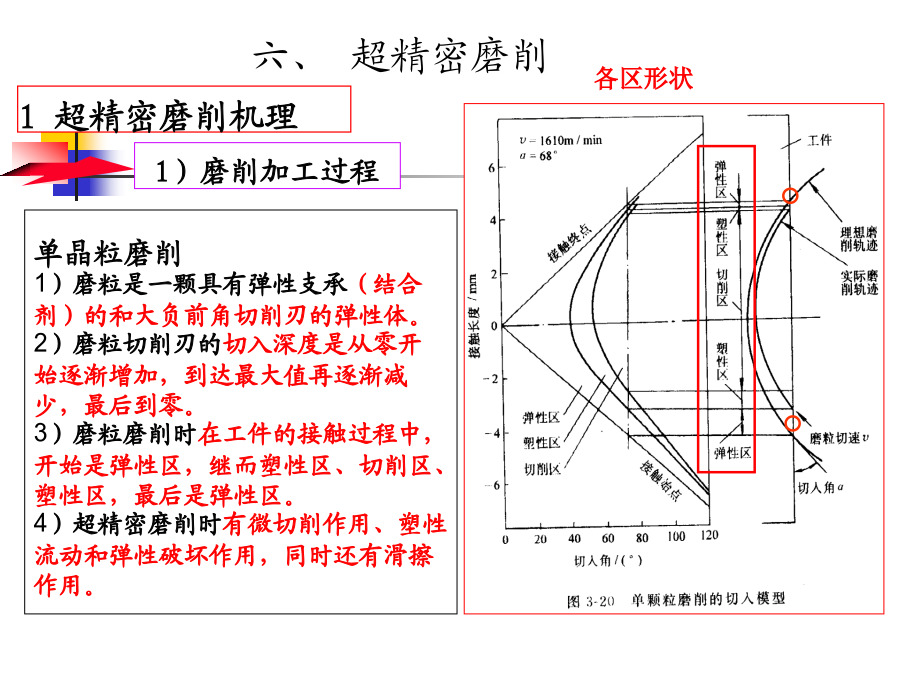
第三章精密和超精密磨料加工精密和超精密加工分类第一节精密磨削二、磨削用量三、精密磨削砂轮四、磨料及其选择磨料粒度及其选择硬度及其选择五、精密磨削时砂轮的修整六、超精密磨削2)单磨粒磨削模型磨削加工过程七、超硬磨料砂轮磨削2、超硬磨料砂轮磨削工艺2)超硬磨料砂轮磨削工艺整形4、超硬磨料砂轮修整方法4、超硬磨料砂轮修整方法4超硬磨料砂轮修整喷射法电加工法电火花修整法超声波振动修整法一、研磨加工的机理2、平面研磨使用的研具3、精密平面的研磨机二、抛光加工的机理2、抛光盘3、精密研磨、抛光的主要工艺因素抛光盘1弹

第三章 精密切与超精密磨料加工.doc
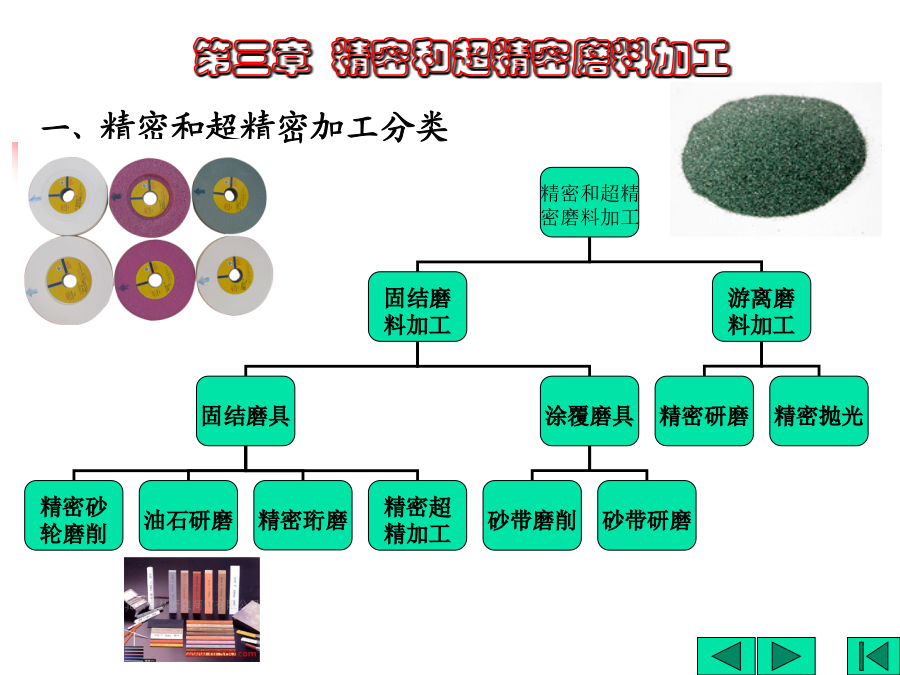
第三章精密与超精密磨料加工金刚石刀具主要是对铝、铜及其合金等材料进行超精密切削,而对于黑色金属、硬脆材料的精密与超精密加工,则主要是应用精密和超精密磨料加工。所谓精密和超精密磨料加工,就是利用细粒度的磨粒和微粉对黑色金属、硬脆材料等进行加工,以得到高加工精度和低表面粗糙度值。精密和超精密磨料加工可分为固结磨料和游离磨料两大类,如图所示。【固结磨料加工:将磨料或微粉与结合剂粘合在一起,形成一定的形状并具有一定强度,再采用烧结、粘接、涂敷等方法形成砂轮、砂条、油石、砂带等磨具。游离磨料加工:磨料或微粉不是固结

特种加工与精密加工.doc
特种加工1电火花加工的原理是基于工具和工件之间脉冲性火花放电时的电腐蚀现象来腐蚀多余的金属,以达到对零件的尺寸、形状及表面质量预订的加工要求。要达到这一目的,必需创造以下条件,解决下列问题:必需使工具电极和工件背加工表面保持一定的放电间隙,这一间隙随加工条件而定,通常约为0.02~0.1mm.火花放电必须是瞬时的脉冲性放电火花放电必需有一定的绝缘性能的绝缘液体介质中进行2电火花加工的局限性:主要用于加工金属等导电材料,但在一定条件下页可以加工半导体和非导体材料一般加工速度较慢存在电极损耗3电火花加工工艺方

精密加工与特种加工.docx
第一阶段测试卷考试科目:《精密加工与特种加工》第一章至第三章(总分100分)时间:90分钟__________学习中心(教学点)批次:层次:专业:学号:身份证号:姓名:得分:一、填空题(每空1分,共10分)1、超精密加工对机床的基本要求是:、高刚度、、高自动化。2、微量切削加工中,由于材料晶粒的机械性能不同产生的的影响,使得材料纯度越高加工质量越好。3、精密切削时被挤压的材料在刀具移过之后,工件加工表面形成隆起,称之为。4、精密加工对环境条件的要求主要有、、空气洁净。5、超硬磨料砂轮的修整包括和两个过程。
精密和超精密加工.ppt
一、金刚石刀具超精密切削机理及特点金刚石刀具超精密切削机理及特点金刚石刀具超精密切削机理及特点金刚石刀具超精密切削机理及特点金刚石刀具超精密切削机理及特点金刚石刀具超精密切削机理及特点