
金属材料成形与加工-锻压工艺之板料成形.ppt

可爱****乐多

1/10

2/10

3/10

4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共169页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属材料成形与加工-锻压工艺之板料成形.ppt
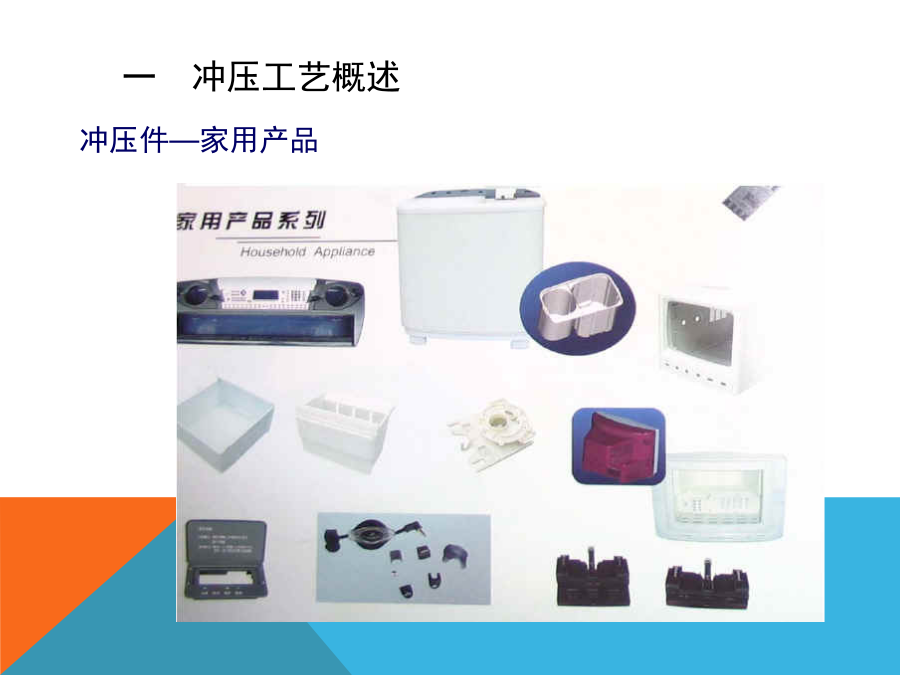
第四讲锻压工艺之板料成形SHEETFORMING锻压之概念与分类锻造工艺的优点吊钩采用弯曲工序成形时,就能使流线方向与吊钩受力方向一致(下图a),从而可提高吊钩承受拉伸载荷的能力。图b所示锻压成形的曲轴中,其流线的分布是合理的。图c是切削成形的曲轴,由于流线不连续,所以流线分布不合理。一冲压工艺概述2.应用冲压件—汽车产品冲压件—家用产品冲压件—军工用品冲压件—其它工业产品3.特点冲压工序分类一冲压工艺概述一冲压工艺概述5冲压设备双动压力机:由内、外两个滑块,外滑块用于压边,内滑块用于拉深,又称拉深压力机

金属材料成形与加工-锻压工艺之板料成形.ppt
第四讲锻压工艺之板料成形Sheetforming锻压之概念与分类锻造工艺的优点吊钩采用弯曲工序成形时,就能使流线方向与吊钩受力方向一致(下图a),从而可提高吊钩承受拉伸载荷的能力。图b所示锻压成形的曲轴中,其流线的分布是合理的。图c是切削成形的曲轴,由于流线不连续,所以流线分布不合理。一冲压工艺概述2.应用冲压件—汽车产品冲压件—家用产品冲压件—军工用品冲压件—其它工业产品3.特点冲压工序分类一冲压工艺概述一冲压工艺概述5冲压设备双动压力机:由内、外两个滑块,外滑块用于压边,内滑块用于拉深,又称拉深压力机

金属材料成形与加工锻压工艺之板料成形.pptx
金属材料成形与加工锻压工艺之板料成形锻压之概念与分类锻造工艺的优点吊钩采用弯曲工序成形时,就能使流线方向与吊钩受力方向一致(下图a),从而可提高吊钩承受拉伸载荷的能力。图b所示锻压成形的曲轴中,其流线的分布是合理的。图c是切削成形的曲轴,由于流线不连续,所以流线分布不合理。一冲压工艺概述2.应用冲压件—汽车产品冲压件—家用产品冲压件—军工用品冲压件—其它工业产品3.特点冲压工序分类一冲压工艺概述一冲压工艺概述5冲压设备双动压力机:由内、外两个滑块,外滑块用于压边,内滑块用于拉深,又称拉深压力机;按驱动滑块

金属材料成形与加工-锻压工艺之板料成形ppt课件.ppt
第四讲锻压工艺之板料成形Sheetforming锻压之概念与分类锻造工艺的优点吊钩采用弯曲工序成形时,就能使流线方向与吊钩受力方向一致(下图a),从而可提高吊钩承受拉伸载荷的能力。图b所示锻压成形的曲轴中,其流线的分布是合理的。图c是切削成形的曲轴,由于流线不连续,所以流线分布不合理。一冲压工艺概述2.应用冲压件—汽车产品冲压件—家用产品冲压件—军工用品冲压件—其它工业产品3.特点冲压工序分类一冲压工艺概述一冲压工艺概述5冲压设备双动压力机:由内、外两个滑块,外滑块用于压边,内滑块用于拉深,又称拉深压力机
板料冲压成形工艺.ppt
第八章板料冲压成形工艺板料的冲压成形:利用冲模使板料产生分离或变形的加工方法。常温下又叫冷冲压或薄板冲压。只有当板料厚度>8~10mm时采用热冲压。板料冲压的特点:(4)操作简单工艺过程便于机械化自动化生产率很高成本低。故应用广泛特别在汽车、拖拉机、航空、电器、仪表及国防等工业占有极其重要的地位。开式冲床1—脚踏板2—工作台3—滑块4—连杆5—偏心套6—制动器7—偏心轴8—离合器9—皮带轮10—电动机11—床身12—操作机构13—垫板§8-1分离