
一种封头结构件焊接错位控制工装及装配方法.pdf

Ro****44

1/8
2/8
3/8
4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种封头结构件焊接错位控制工装及装配方法.pdf
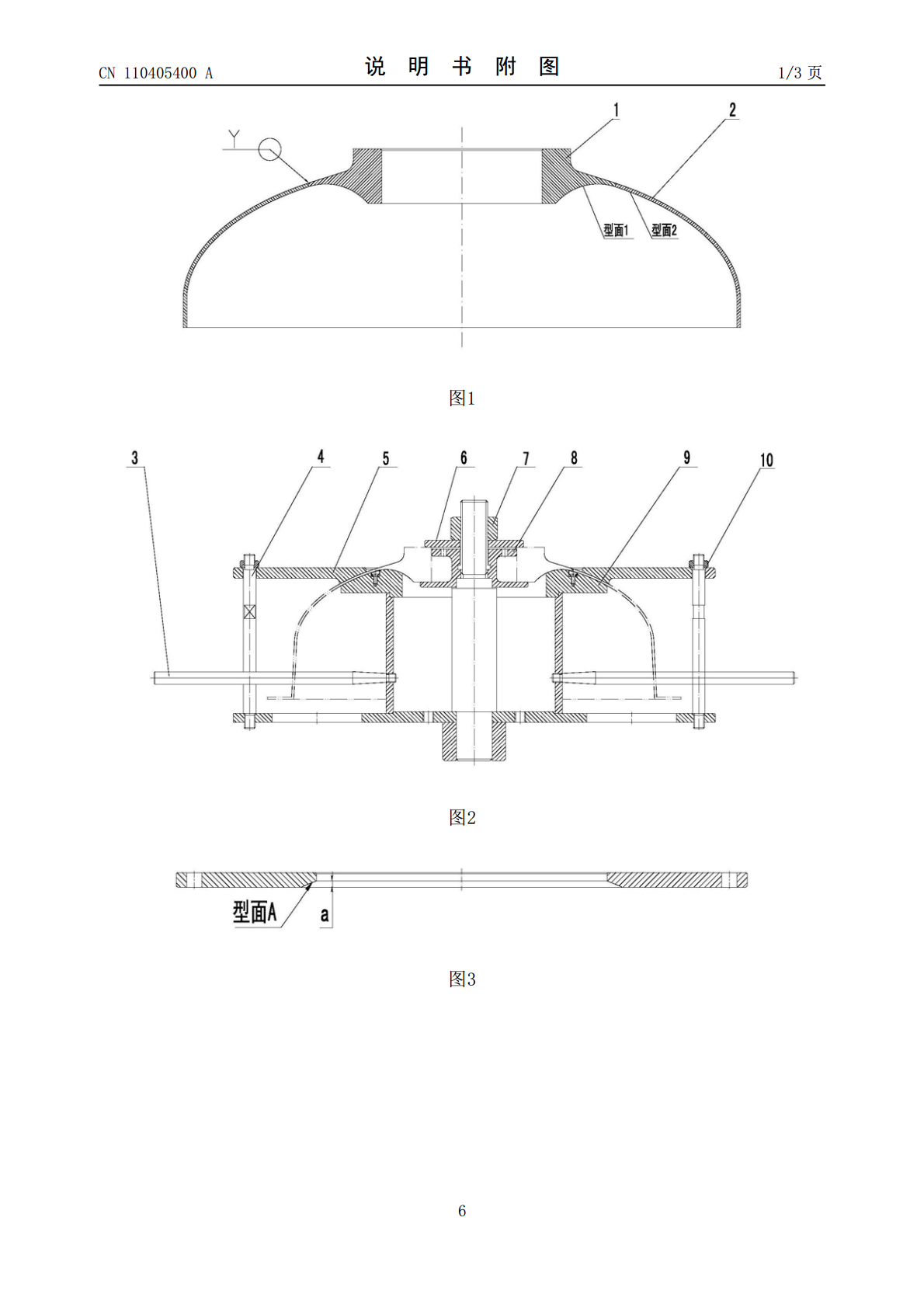
本发明提供了一种封头结构件焊接错位控制工装及装配方法,包括压紧盘、定位体组件、衬套和支撑杆,定位体组件包括心轴、定位体和底盘;底盘上表面开孔,垂直于底盘安装心轴;定位体为圆环结构,与心轴同轴安装在地盘上,定位体上表面与待焊接的半球体内壁形面紧密贴合;所述的压紧盘为环形结构,内孔形面与待焊接的半球体外壁形面紧密贴合,压紧盘通过若干支撑杆安装在底盘上,与定位体配合,固定半球体位置;衬套为中空台阶柱,内孔与心轴螺纹配合,上端穿过前接头内孔,与垫圈和紧固螺母配合,将前接头固定在心轴上。本发明优化焊接工艺,采用合理
一种封头上支承结构的装配工装、焊接方法及封头.pdf
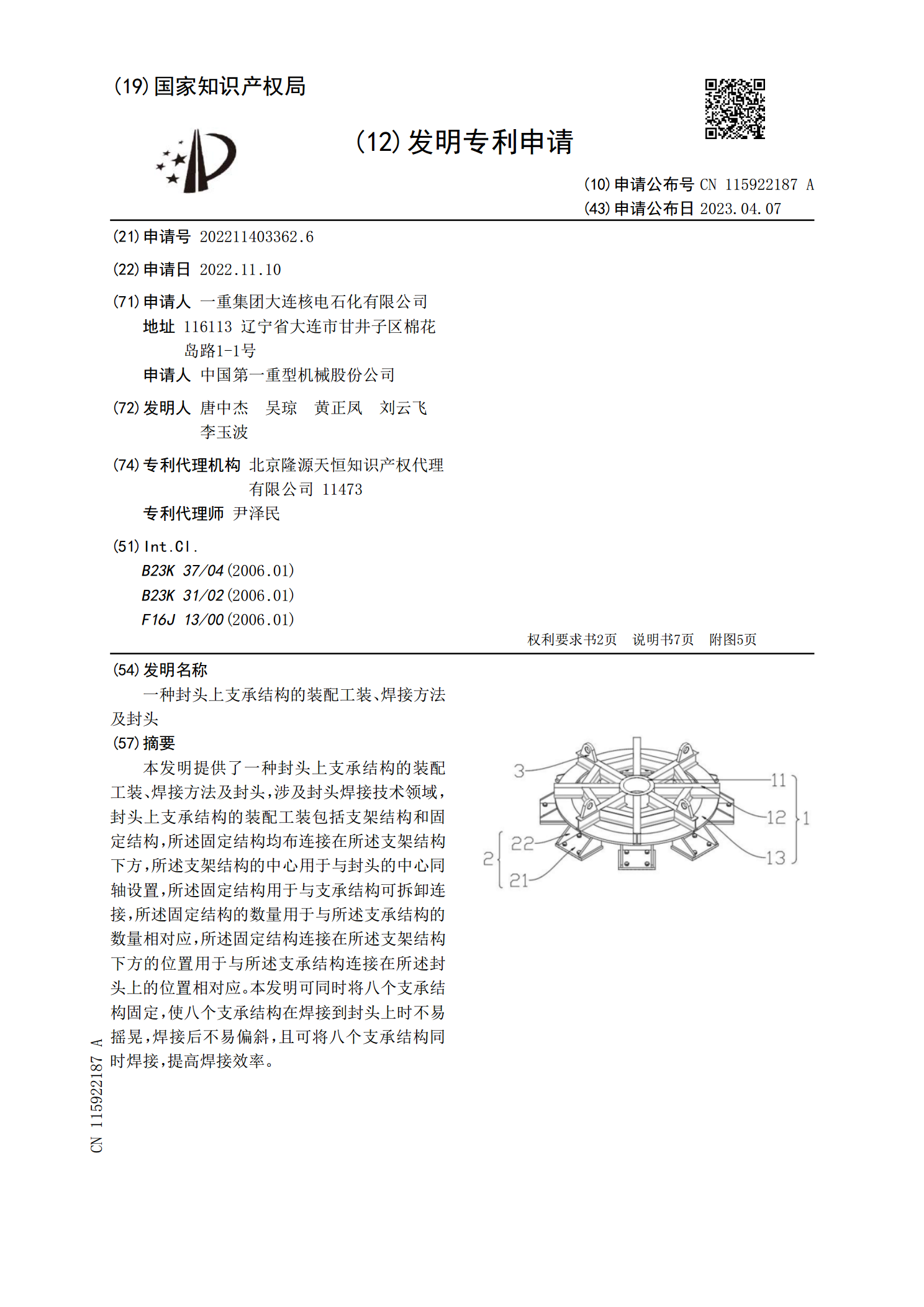
本发明提供了一种封头上支承结构的装配工装、焊接方法及封头,涉及封头焊接技术领域,封头上支承结构的装配工装包括支架结构和固定结构,所述固定结构均布连接在所述支架结构下方,所述支架结构的中心用于与封头的中心同轴设置,所述固定结构用于与支承结构可拆卸连接,所述固定结构的数量用于与所述支承结构的数量相对应,所述固定结构连接在所述支架结构下方的位置用于与所述支承结构连接在所述封头上的位置相对应。本发明可同时将八个支承结构固定,使八个支承结构在焊接到封头上时不易摇晃,焊接后不易偏斜,且可将八个支承结构同时焊接,提高焊
一种缓冲罐封头焊接工装.pdf
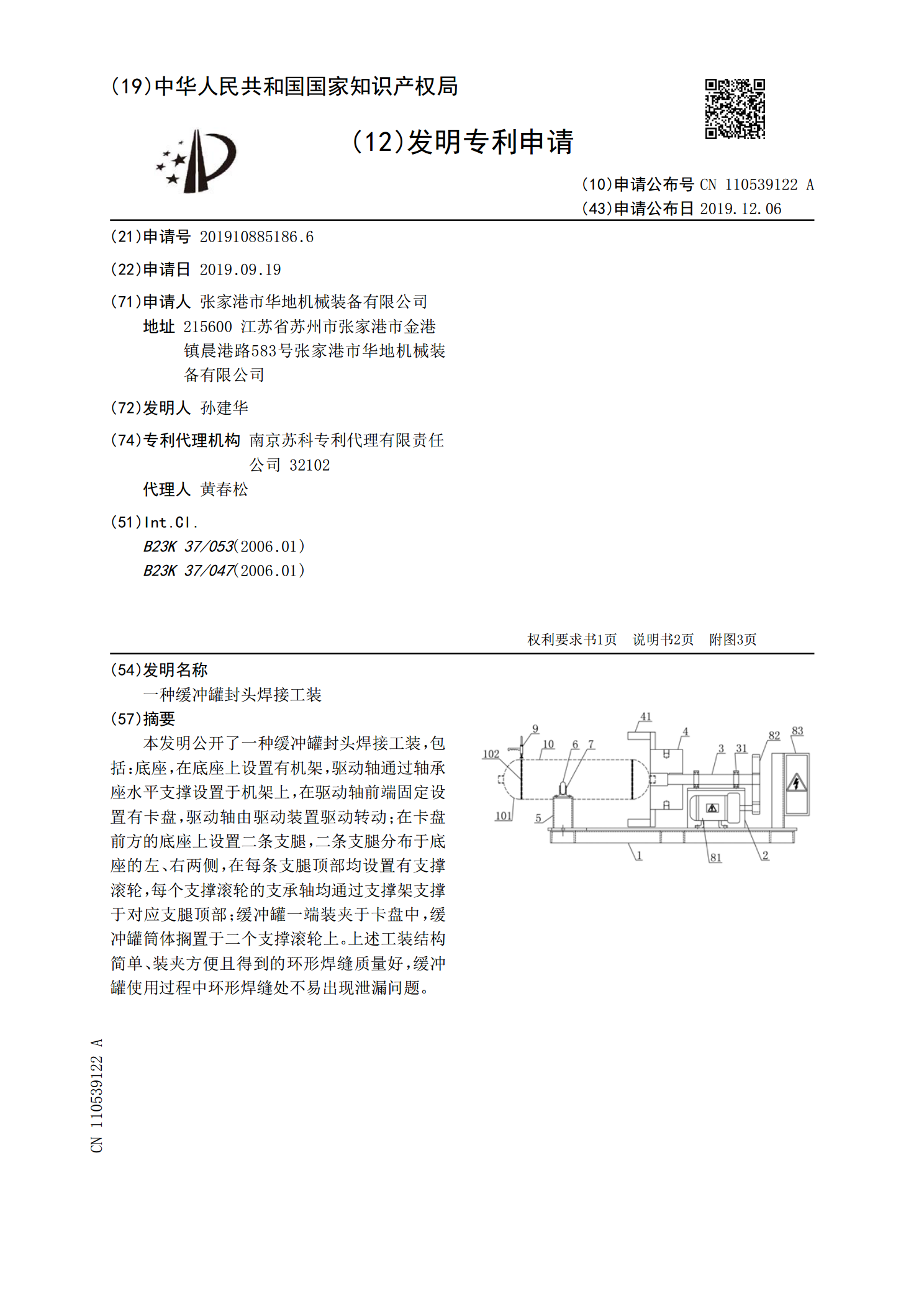
本发明公开了一种缓冲罐封头焊接工装,包括:底座,在底座上设置有机架,驱动轴通过轴承座水平支撑设置于机架上,在驱动轴前端固定设置有卡盘,驱动轴由驱动装置驱动转动;在卡盘前方的底座上设置二条支腿,二条支腿分布于底座的左、右两侧,在每条支腿顶部均设置有支撑滚轮,每个支撑滚轮的支承轴均通过支撑架支撑于对应支腿顶部;缓冲罐一端装夹于卡盘中,缓冲罐筒体搁置于二个支撑滚轮上。上述工装结构简单、装夹方便且得到的环形焊缝质量好,缓冲罐使用过程中环形焊缝处不易出现泄漏问题。
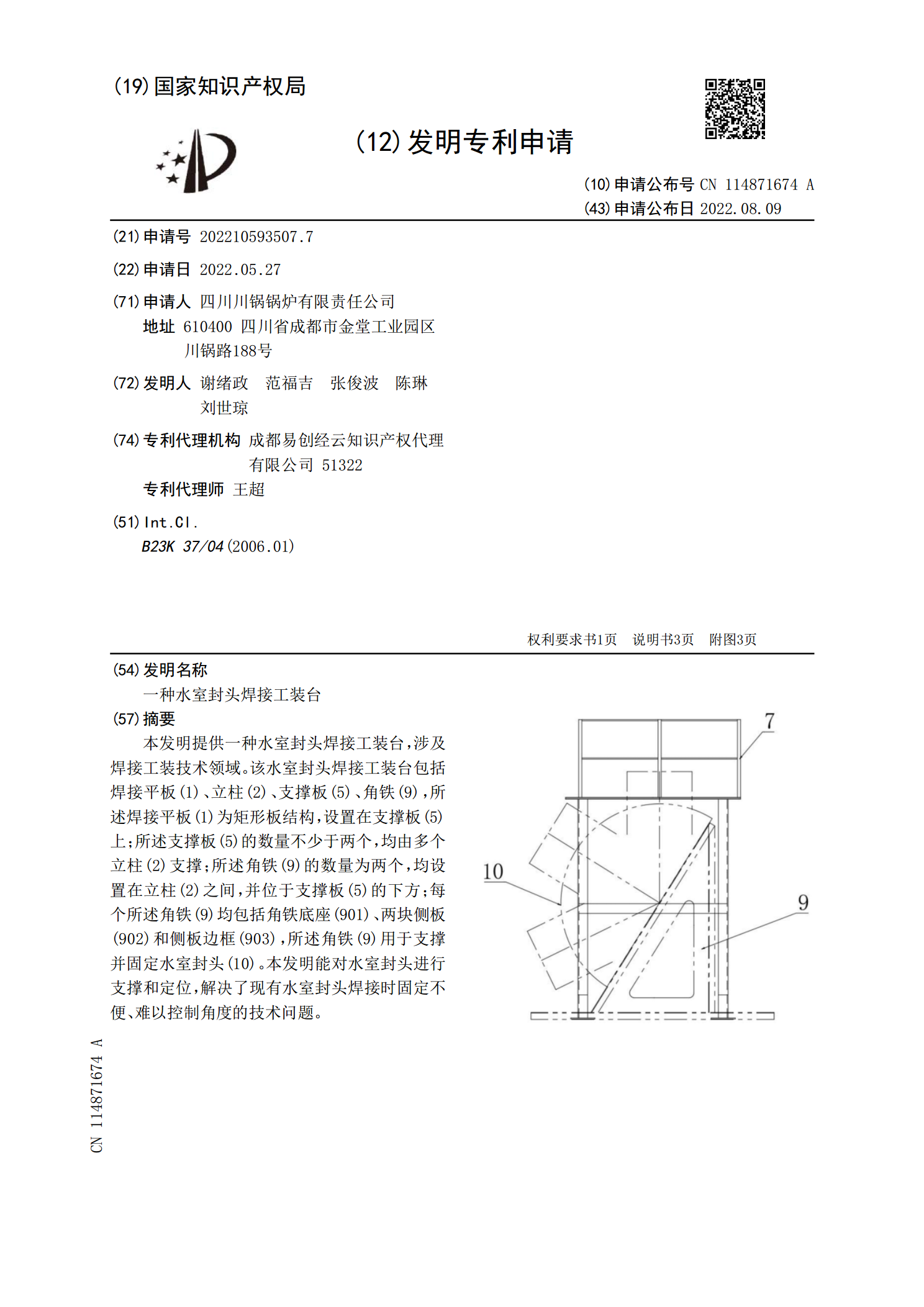
一种水室封头焊接工装台.pdf
本发明提供一种水室封头焊接工装台,涉及焊接工装技术领域。该水室封头焊接工装台包括焊接平板(1)、立柱(2)、支撑板(5)、角铁(9),所述焊接平板(1)为矩形板结构,设置在支撑板(5)上;所述支撑板(5)的数量不少于两个,均由多个立柱(2)支撑;所述角铁(9)的数量为两个,均设置在立柱(2)之间,并位于支撑板(5)的下方;每个所述角铁(9)均包括角铁底座(901)、两块侧板(902)和侧板边框(903),所述角铁(9)用于支撑并固定水室封头(10)。本发明能对水室封头进行支撑和定位,解决了现有水室封头焊接
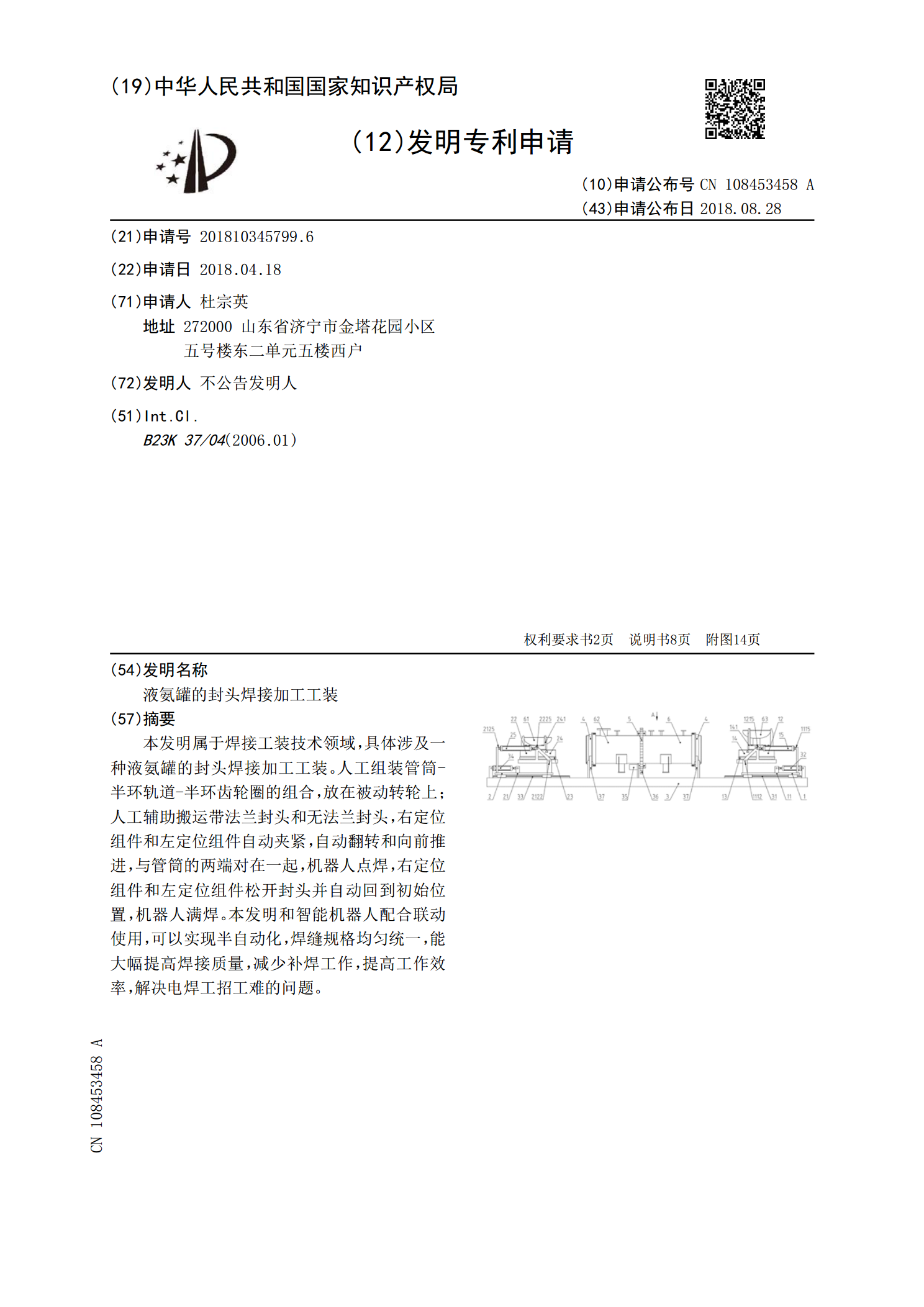
液氨罐的封头焊接加工工装.pdf
本发明属于焊接工装技术领域,具体涉及一种液氨罐的封头焊接加工工装。人工组装管筒‑半环轨道‑半环齿轮圈的组合,放在被动转轮上;人工辅助搬运带法兰封头和无法兰封头,右定位组件和左定位组件自动夹紧,自动翻转和向前推进,与管筒的两端对在一起,机器人点焊,右定位组件和左定位组件松开封头并自动回到初始位置,机器人满焊。本发明和智能机器人配合联动使用,可以实现半自动化,焊缝规格均匀统一,能大幅提高焊接质量,减少补焊工作,提高工作效率,解决电焊工招工难的问题。