
一种冲压端子可固形固位的冲压设备及其加工工艺.pdf

Jo****31

1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冲压端子可固形固位的冲压设备及其加工工艺.pdf
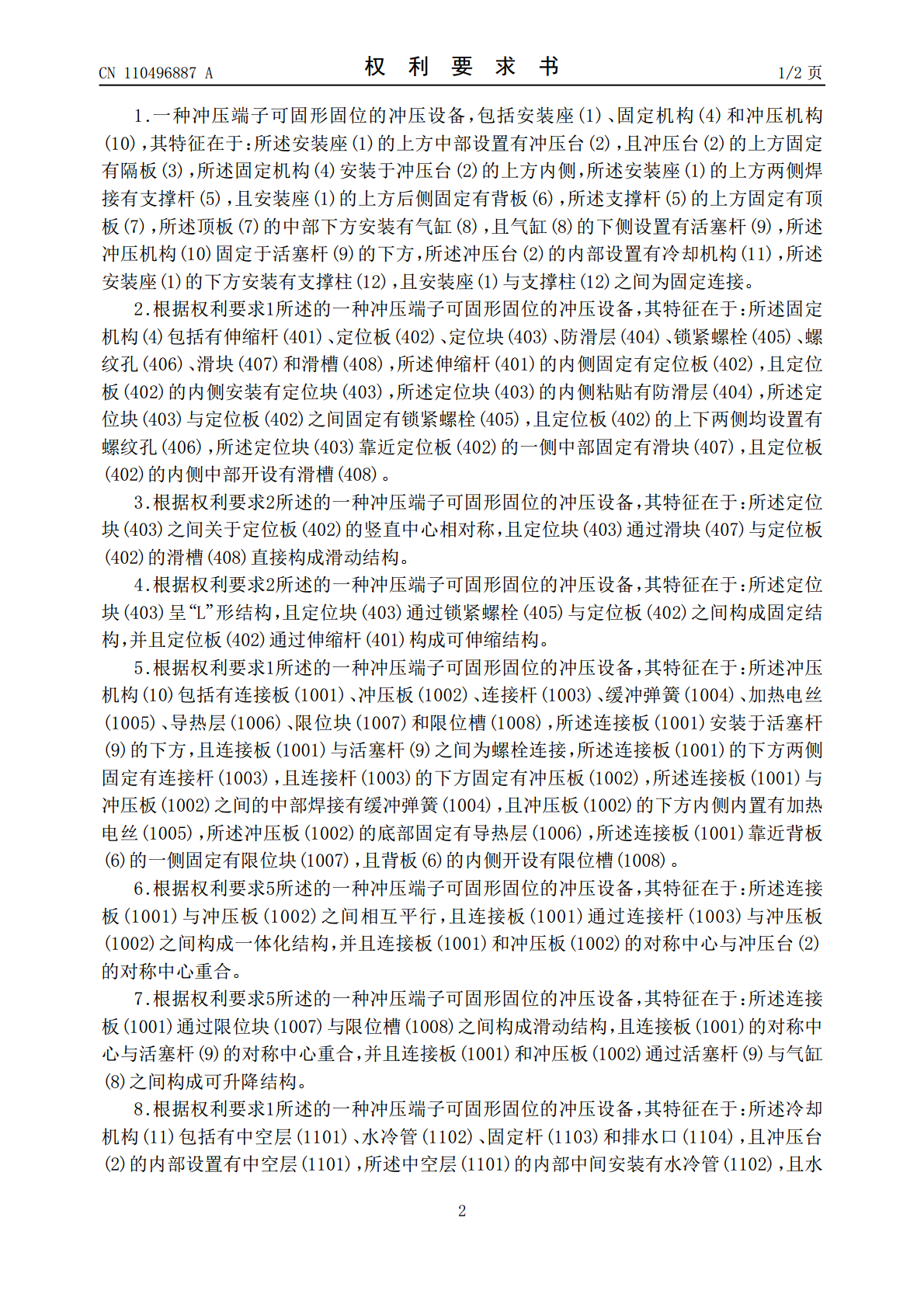
本发明公开了一种冲压端子可固形固位的冲压设备及其加工工艺,涉及冲压端子的冲压设备技术领域,包括安装座、固定机构和冲压机构,所述安装座的上方中部设置有冲压台,且冲压台的上方固定有隔板,所述固定机构安装于冲压台的上方内侧,所述安装座的上方两侧焊接有支撑杆,且安装座的上方后侧固定有背板,所述支撑杆的上方固定有顶板,所述顶板的中部下方安装有气缸。本发明的有益效果是:该装置通过伸缩杆便于伸缩调整定位板的位置,以便于适应不同宽度的冲压端子模具,通过滑块与滑槽之间的相互配合便于滑动调整定位块的位置,以便于适应不同长度的
一种冲压模具及其冲压工艺.pdf
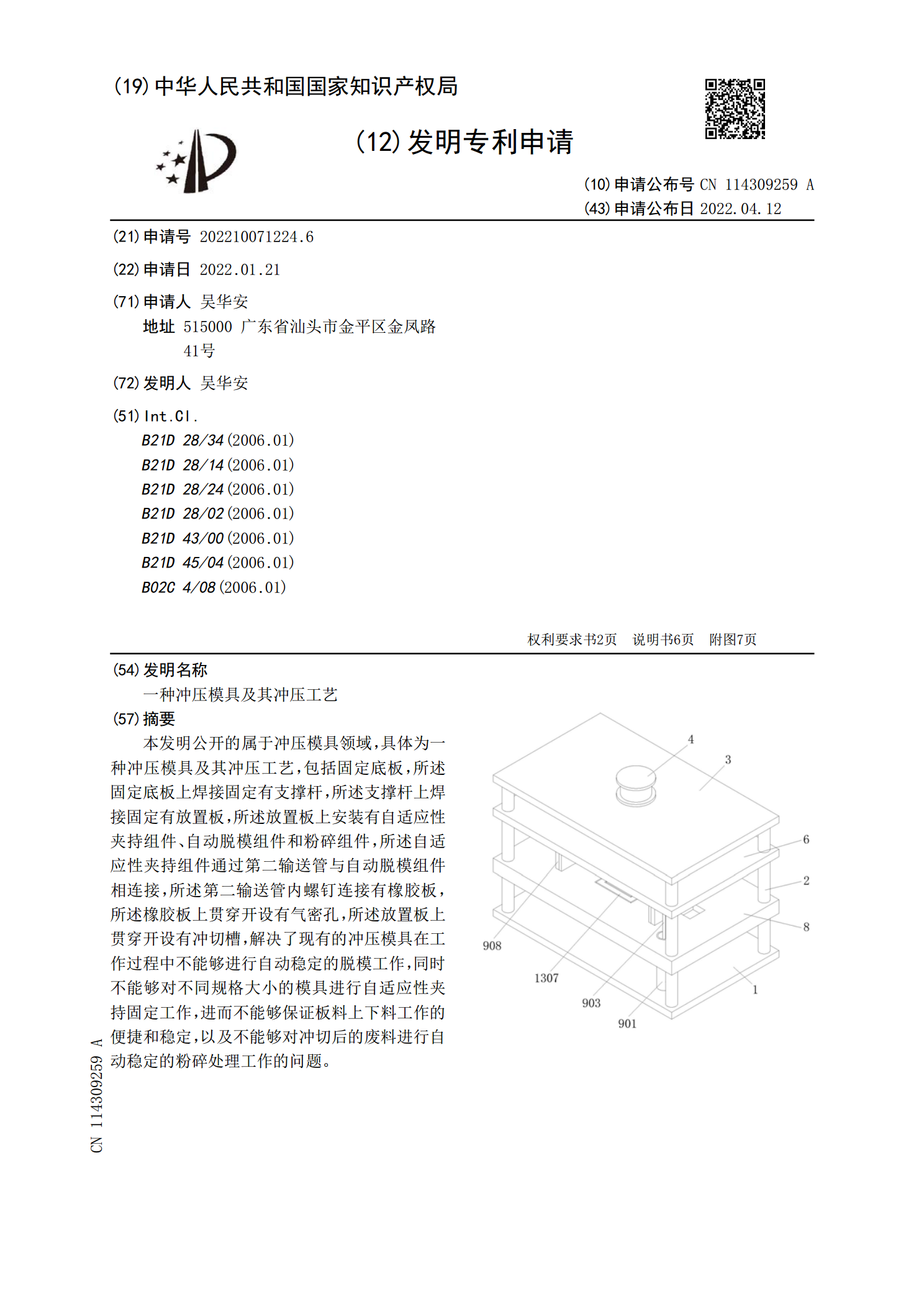
本发明公开的属于冲压模具领域,具体为一种冲压模具及其冲压工艺,包括固定底板,所述固定底板上焊接固定有支撑杆,所述支撑杆上焊接固定有放置板,所述放置板上安装有自适应性夹持组件、自动脱模组件和粉碎组件,所述自适应性夹持组件通过第二输送管与自动脱模组件相连接,所述第二输送管内螺钉连接有橡胶板,所述橡胶板上贯穿开设有气密孔,所述放置板上贯穿开设有冲切槽,解决了现有的冲压模具在工作过程中不能够进行自动稳定的脱模工作,同时不能够对不同规格大小的模具进行自适应性夹持固定工作,进而不能够保证板料上下料工作的便捷和稳定,以
一种用于车牌冲压的转动结构及其冲压设备和冲压工艺.pdf
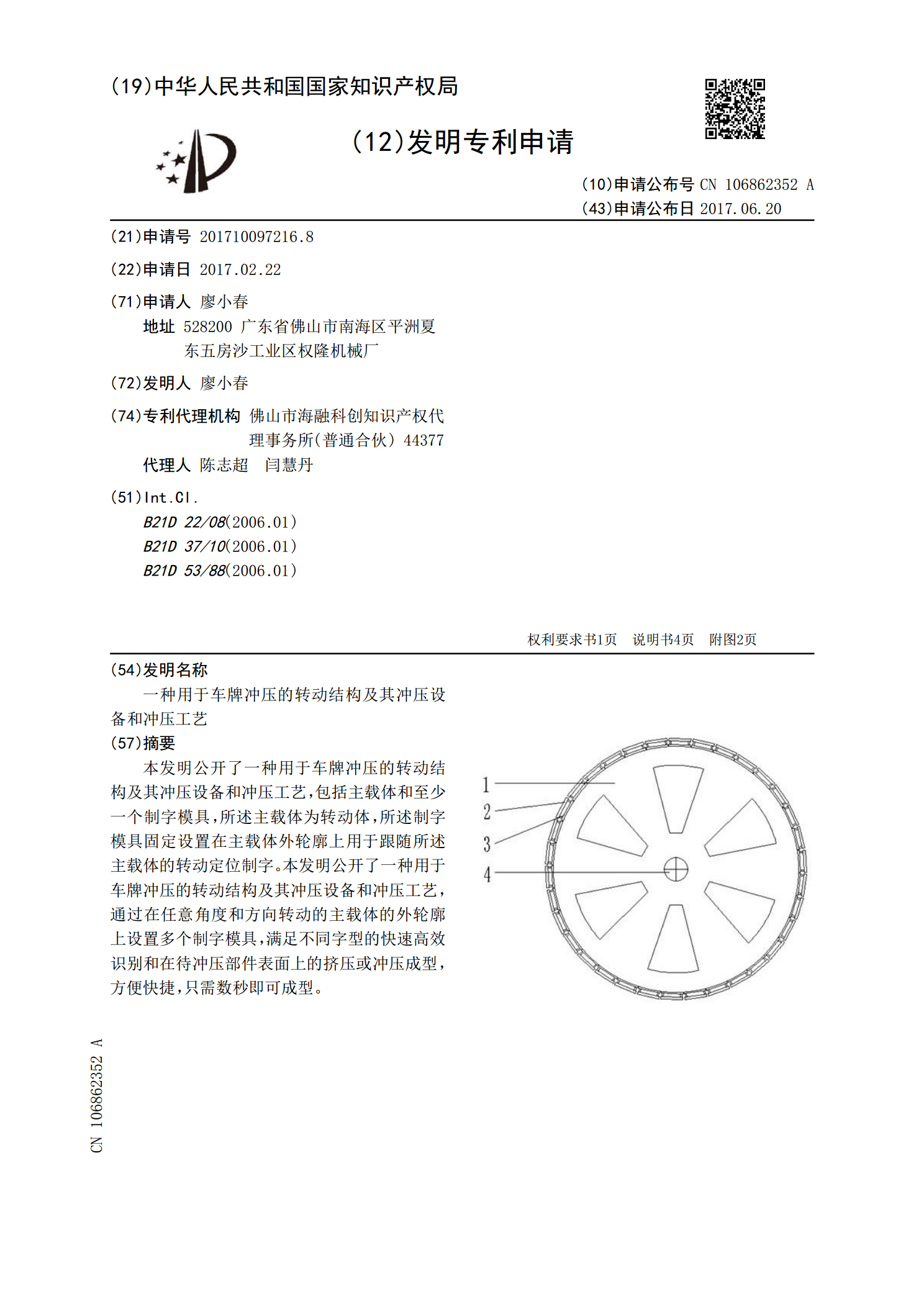
本发明公开了一种用于车牌冲压的转动结构及其冲压设备和冲压工艺,包括主载体和至少一个制字模具,所述主载体为转动体,所述制字模具固定设置在主载体外轮廓上用于跟随所述主载体的转动定位制字。本发明公开了一种用于车牌冲压的转动结构及其冲压设备和冲压工艺,通过在任意角度和方向转动的主载体的外轮廓上设置多个制字模具,满足不同字型的快速高效识别和在待冲压部件表面上的挤压或冲压成型,方便快捷,只需数秒即可成型。

一种电机定转子冲片的冲压加工工艺及其冲压装置.pdf
本发明公开了一种电机定转子冲片的冲压加工工艺及其冲压装置,涉及电机制造技术领域;为了解决冲片的表面留有毛刺问题;该冲压装置包括机体,所述机体的顶部内壁设置有方形槽,方形槽的底部面呈倾斜状,方形槽的一侧内壁设置有电动推杆,电动推杆的开关控制端与控制模块电性连接,电动推杆的延伸端设置有刮板,方形槽的底部外壁设置有凹槽;该冲压装置的冲压加工工艺,包括如下步骤:安装上模座和下模座;利用两个输送辊输送板料。本发明打磨垫对冲片的底部进行打磨,防滑辊对冲片进行挤压使之平整,修整过程中冲片经出料槽出料,出料过程中对冲片进

一种铝材加工用冲压装置及冲压工艺.pdf
本发明公开了一种铝材加工用冲压装置及冲压工艺,属于铝材加工技术领域。所述冲压工艺包括如下步骤:S1、在进行冲压成型前,将铝合金型材放入150℃的淬火炉中,并以5℃/min~10℃/min的升温速度将温度升至250℃~300℃,保温5‑10min;S2、将铝合金型材转移至20℃的水中,冷却;S3、在冲压块和铝合金型材表面均匀涂覆冲压油;S4、冲压,冲压时,控制冲压的变形温度为250℃~300℃,冲压速度控制为0.2mm/s~2mm/s,压边力为2N/mm2~3.5N/mm2,控制冷却块12的温度为‑20‑2