
一种钢管内壁涂层缺陷检测装置及其检测方法.pdf

书生****aa


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种钢管内壁涂层缺陷检测装置及其检测方法.pdf
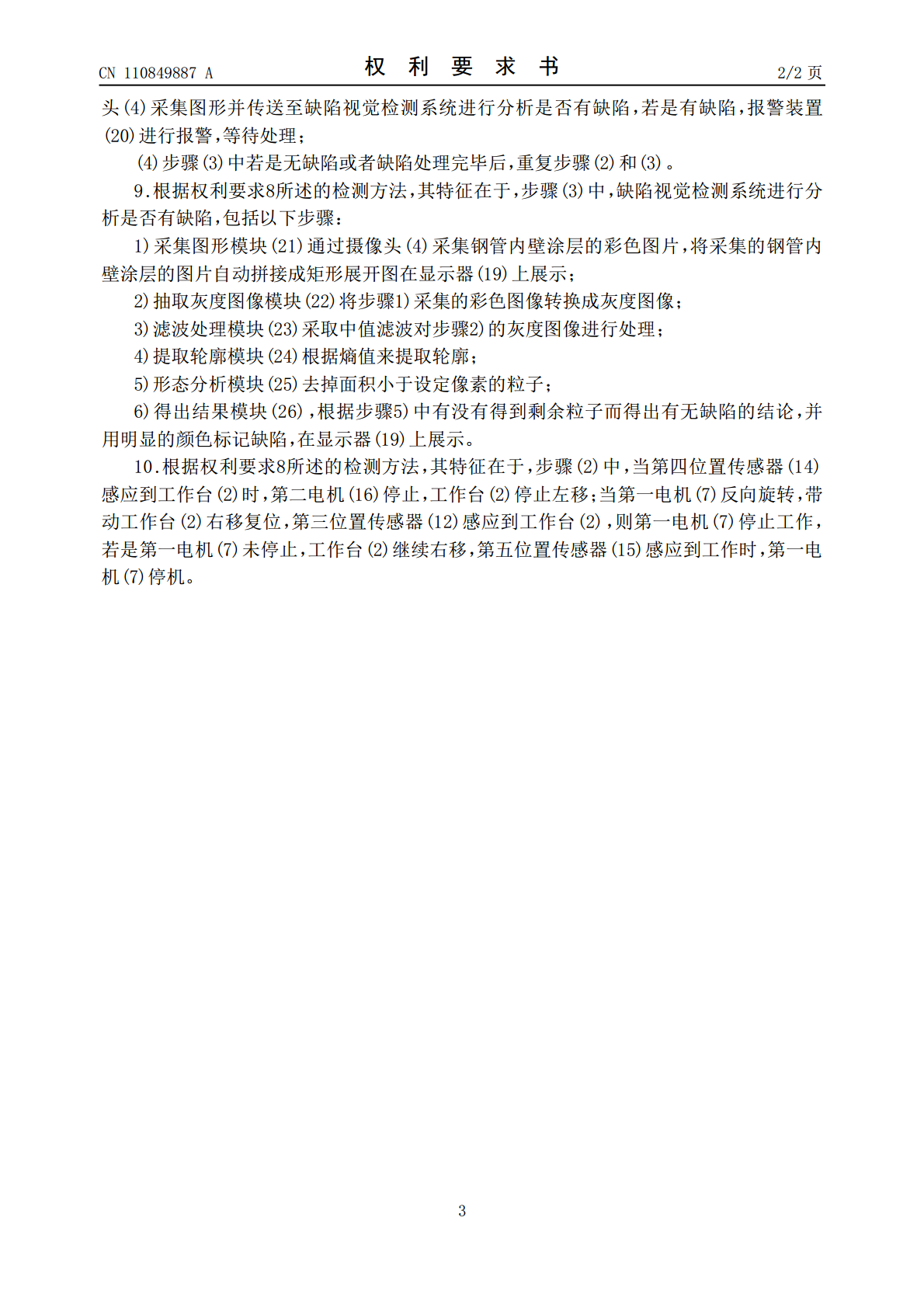
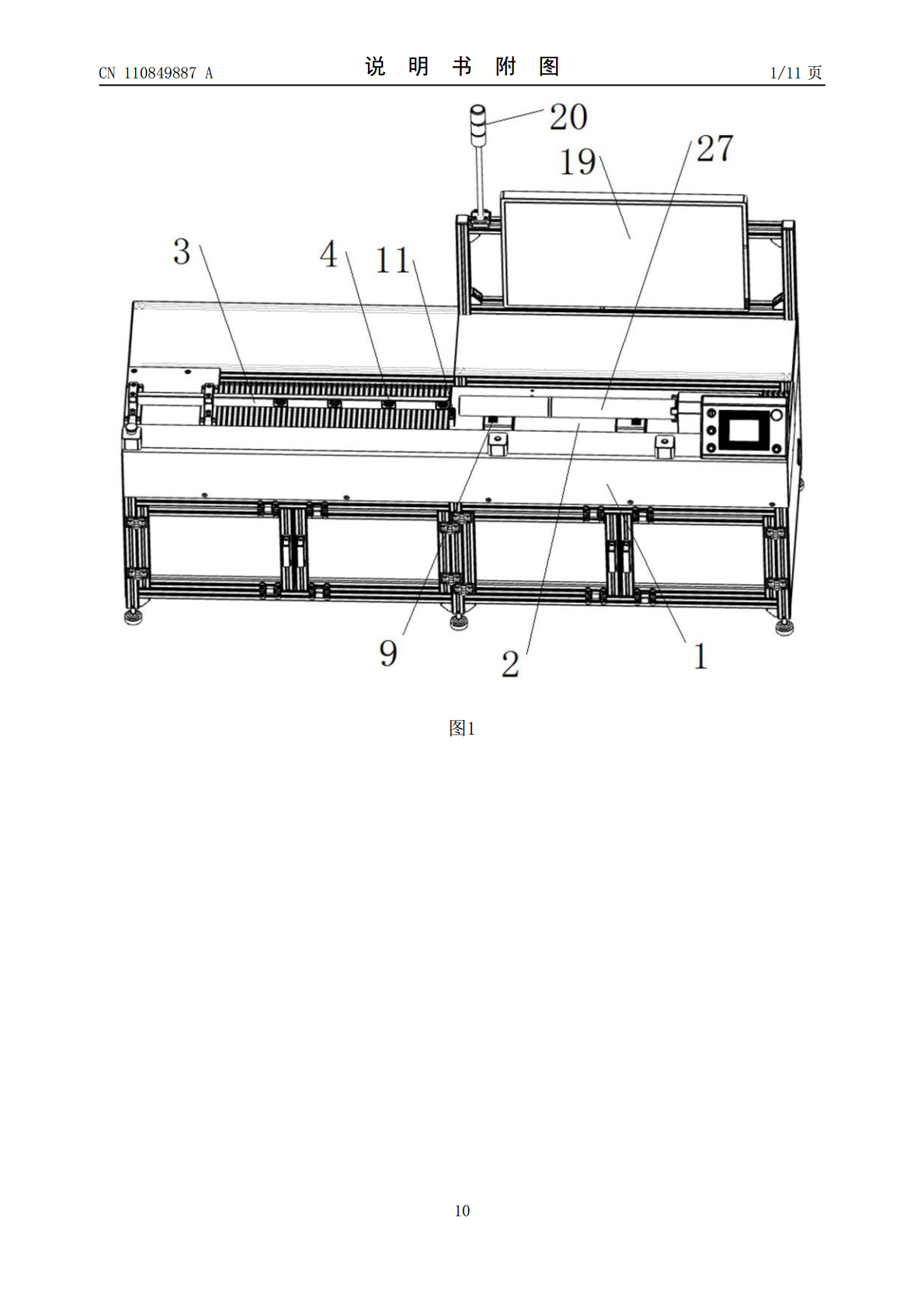
本发明提出了一种钢管内壁涂层缺陷检测装置,包括支撑平台和设置有支撑平台上方的工作台,支撑平台的上侧设置有驱动工作台沿轴向移动的的轴向移动机构,工作台的上端设置有钢管旋转机构,工作台左侧的支撑平台上设置有光学成型装置,光学成型装置包括可置于钢管内的支撑杆,支撑杆的一侧沿轴向间隔设置有多个摄像头,每个摄像头均对应设置有双光源灯组,工作台一侧的支撑平台上设置有显示器和报警装置。本发明实现工件钢管的自动平移和自动旋转,实现钢管内壁涂层缺陷的连续检测,避免漏判;利用光学原理和计算机形态学分析对工件内壁缺陷进行自动识
一种手机屏缺陷检测装置及其检测方法.pdf
本发明公开了一种手机屏缺陷检测装置及其检测方法,属于手机检测领域。包括支撑组件、移动组件、固定组件、四轴机器人、压合组件和检测组件六部分。其中,移动组件包括步进电机,与步进电机连接的滚珠丝杆,固定导轨,以及套装在所述滚珠丝杆上的移动平台;固定组件安装所述移动平台上;压合组件包括气缸,与所述气缸连接的下压块;检测组件包括第二固定支撑架,设置在固定支撑架的横梁上的水平移动机构,设置在所述水平移动机构的输出轴上的两组光检测器。本发明通过将待检测手机固定在移动组件上,通过移动组件内的丝杆带动光检测器,对整个待测手

钢管耐压检测装置及其检测方法.pdf
一种钢管耐压检测装置,包括支撑架,支撑架的前后侧分别连接有上料架和下料架,支撑架上安装有定位夹具,定位夹具与上料架之间安装有送料平移架,支撑架底部安装有水槽,支撑架的左端安装有固定水压头,固定水压头连接有进水压力蓄能器和封头,支撑架的右端安装有活动水压头,活动水压头安装有排泄系统和封头;该结构主要包括自动化上料和下料,在上料和下料之间安装对多根钢管同时检测的水压头,通过高强度的水压测试钢管质量,由于对多根钢管同时检测,提高工作效率,因此配置对多根钢管同时定位、同时上料送料的自动化结构,成倍的提高工作效率,

一种桥墩内壁缺陷检测设备及方法.pdf
本发明公开了一种桥墩内壁缺陷检测设备及方法,该设备包括运动控制组件,所述运动控制组件外部设置有可伸缩支撑杆和成像组件,所述可伸缩支撑杆端部设置有滚轮;所述成像组件可绕运动控制组件进行360度旋转,所述成像组件和所述运动控制组件与控制中心通讯连接。本发明通过机械结构与电气设备结合,可使设备与桥墩内壁始终贴合,又有相应的摩擦力,能够在桥墩内壁稳定地上下滑动的同时,还能够保证成像模块与桥墩内壁始终保持预设的间距,进而保证设备更加准确地获取内壁缺陷检测所需的清晰的图像数据。

基于相控阵技术的锅炉用钢管内壁缺陷检测方法.pdf
本发明公开了一种基于相控阵技术的锅炉用钢管内壁缺陷检测方法,包括以下步骤,S1:对目标钢管进行检测,利用相控阵检测设备获得目标钢管内壁的缺陷图谱;S2:将该缺陷图谱与预设的标准图谱库进行匹配,确定目标钢管的缺陷参数,所述标准图谱库包含不同缺陷参数与对应缺陷图谱之间的对应关系。本发明具有检测速度快、检测精确、可准确判断锅炉用管内壁的缺陷参数的优点。