
板材多点渐进成形数控支撑装置及数控多点渐进成形方法.pdf

夏萍****文章


1/8
2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
板材多点渐进成形数控支撑装置及数控多点渐进成形方法.pdf
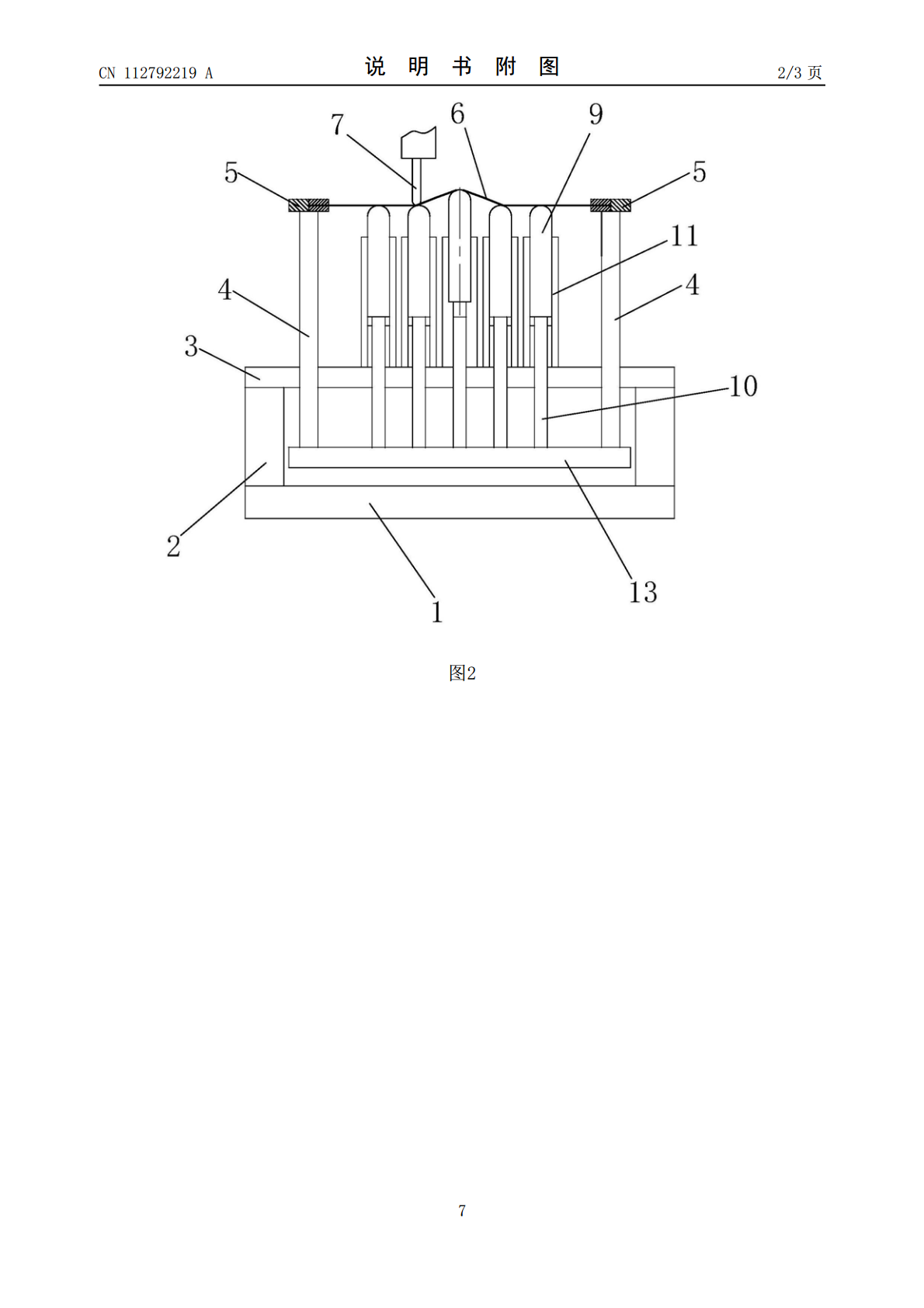
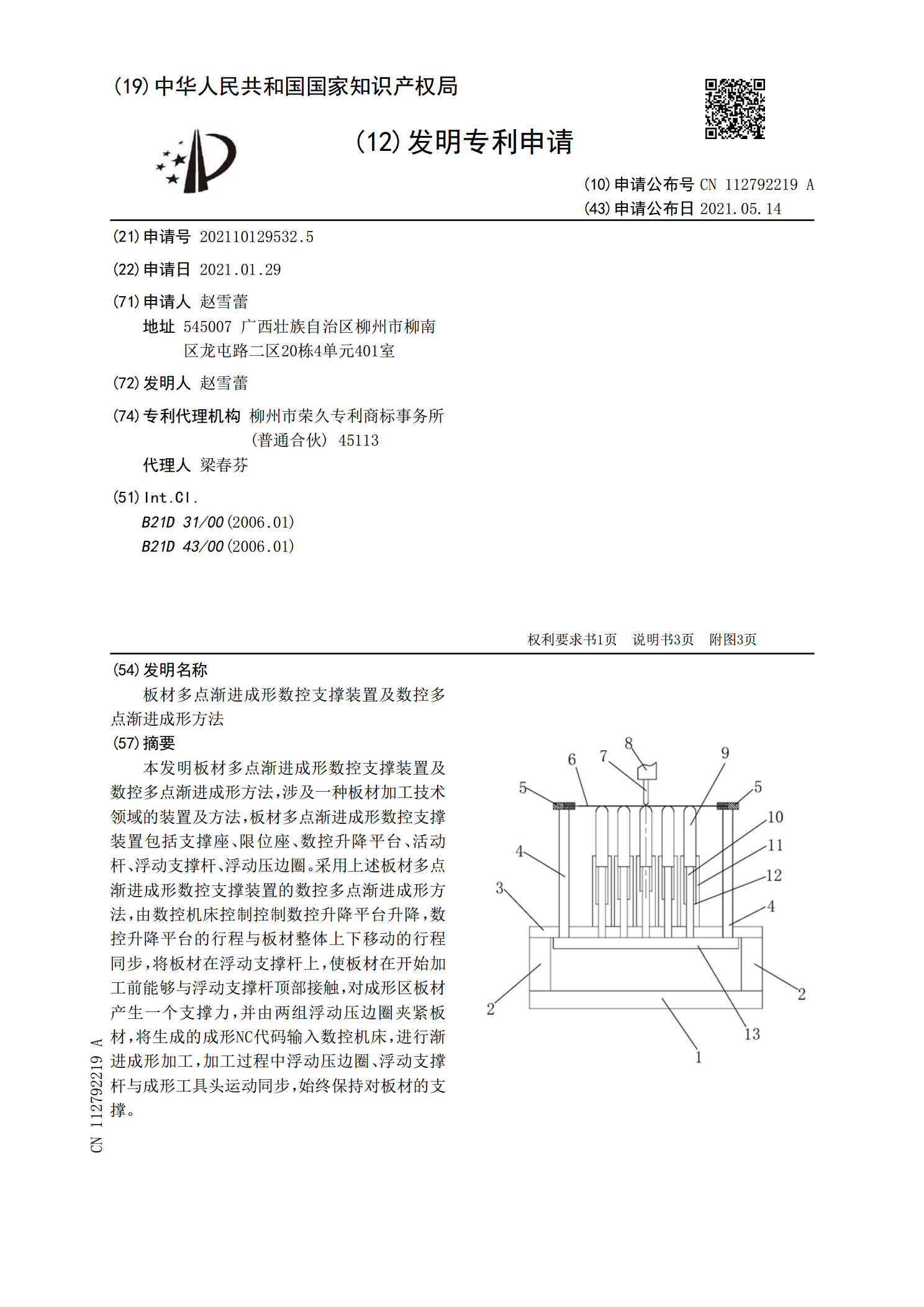
本发明板材多点渐进成形数控支撑装置及数控多点渐进成形方法,涉及一种板材加工技术领域的装置及方法,板材多点渐进成形数控支撑装置包括支撑座、限位座、数控升降平台、活动杆、浮动支撑杆、浮动压边圈。采用上述板材多点渐进成形数控支撑装置的数控多点渐进成形方法,由数控机床控制控制数控升降平台升降,数控升降平台的行程与板材整体上下移动的行程同步,将板材在浮动支撑杆上,使板材在开始加工前能够与浮动支撑杆顶部接触,对成形区板材产生一个支撑力,并由两组浮动压边圈夹紧板材,将生成的成形NC代码输入数控机床,进行渐进成形加工,加

板材多点复合渐进成形质量的工艺优化.docx
板材多点复合渐进成形质量的工艺优化标题:板材多点复合渐进成形质量的工艺优化摘要:板材多点复合渐进成形是一种重要的材料加工工艺,被广泛应用于航空航天、汽车制造等行业。本论文针对板材多点复合渐进成形的质量问题进行研究,通过对工艺的优化,提高成形质量,并减少不良缺陷的产生。本文首先对板材多点复合渐进成形的基本原理进行介绍,然后针对影响成形质量的关键因素进行分析,并提出相应的优化措施。最后,通过实验验证了优化后的工艺对成形质量的提升效果。1.引言板材多点复合渐进成形是一种在板材表面施加多个点力逐渐拉伸材料的加工方
板材多点分区成形方法及分区压制式多点成形装置.pdf
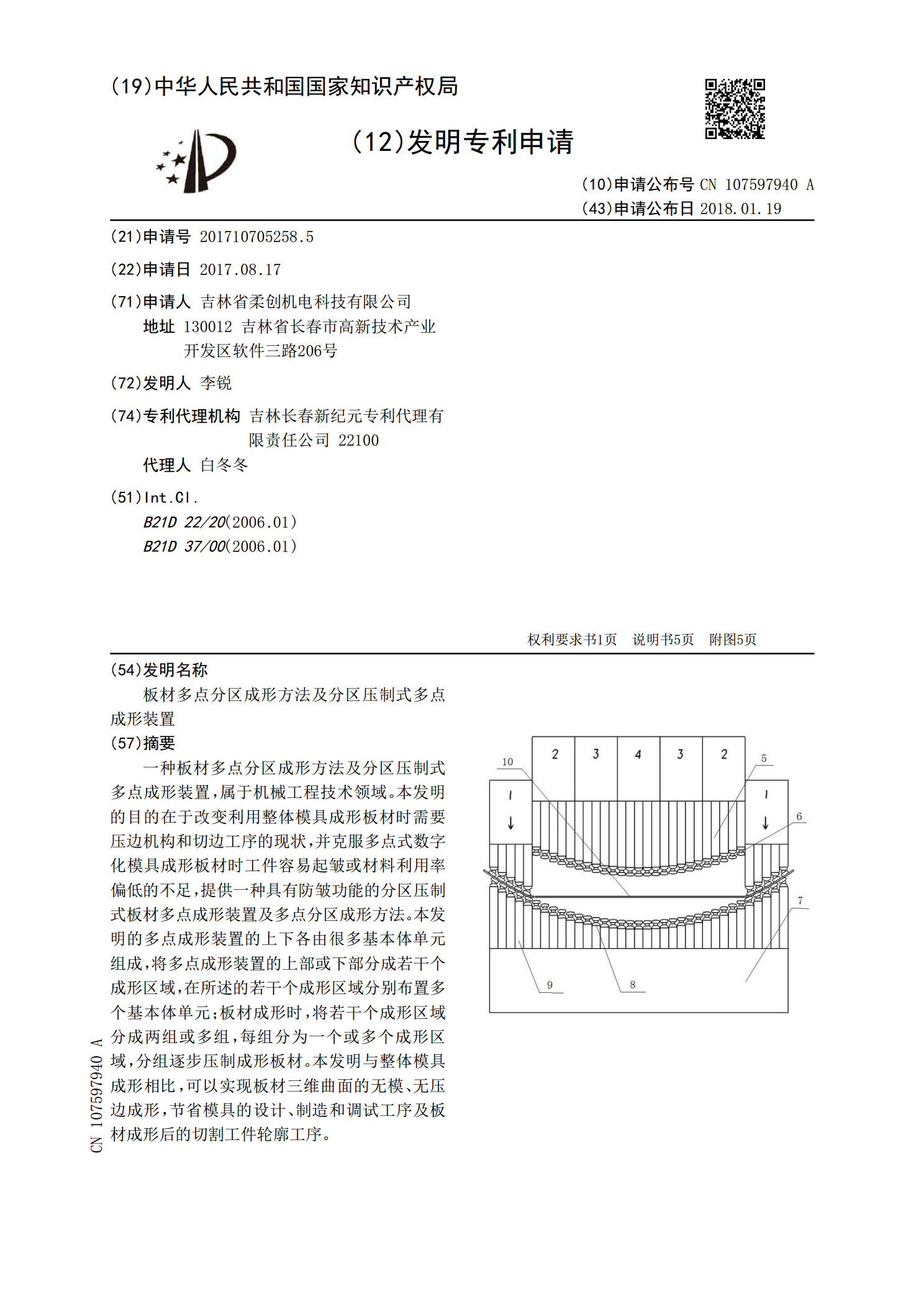
一种板材多点分区成形方法及分区压制式多点成形装置,属于机械工程技术领域。本发明的目的在于改变利用整体模具成形板材时需要压边机构和切边工序的现状,并克服多点式数字化模具成形板材时工件容易起皱或材料利用率偏低的不足,提供一种具有防皱功能的分区压制式板材多点成形装置及多点分区成形方法。本发明的多点成形装置的上下各由很多基本体单元组成,将多点成形装置的上部或下部分成若干个成形区域,在所述的若干个成形区域分别布置多个基本体单元;板材成形时,将若干个成形区域分成两组或多组,每组分为一个或多个成形区域,分组逐步压制成形

基于数控渐进成形的凹凸板材件制作研究.docx
基于数控渐进成形的凹凸板材件制作研究引言凹凸板是一种广泛使用的建筑装饰材料,其具有立体感强、造型多样、结构复杂、加工难度大等特点。因此,凹凸板的制作一直是制造业中的一个热点和难点。目前,国内外对凹凸板的加工技术研究已经越来越成熟,但是传统的加工方式面临着效率低、精度差、浪费材料等问题。因此,本文基于数控渐进成形,探讨了一种新型的凹凸板制作方式,旨在提高生产效率、降低成本、提高制品精度和质量。一、数控渐进成形技术的特点数控渐进成形是一种基于激光或喷射加工头的前沿数控加工技术,其具有以下特点:1.高精度加工能

多点渐进成形工艺数值模拟及实验对比.docx
多点渐进成形工艺数值模拟及实验对比标题:多点渐进成形工艺数值模拟及实验对比摘要:多点渐进成形(Multi-PointIncrementalForming,简称MPIF)是一种利用独特的机械结构和操作方式实现金属板材加工的新型工艺。为了提高加工效率和成形质量,数值模拟在MPIF工艺中得到了广泛的应用。本文通过对MPIF工艺的数值模拟和实验进行对比,旨在探讨数值模拟在MPIF工艺中的可行性以及其与实验结果的准确性和一致性。关键词:多点渐进成形、数值模拟、实验对比、成形质量、加工效率1.引言多点渐进成形作为一种