
一种造型铸件精加工用可精确校准的多工位夹具.pdf

猫巷****奕声

1/8

2/8

3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种造型铸件精加工用可精确校准的多工位夹具.pdf
本发明公开了一种造型铸件精加工用可精确校准的多工位夹具,涉及铸件加工技术领域,包括基座,基座底端安置有电机,电机输出轴端连接有丝杆,丝杆螺纹连接有套筒,套筒上端固定连接有支撑板,支撑板上端面均匀分布有多个立柱,立柱上端固定连接有挤压球头,所述的基座上部安置有工位板,工位板内部通过凹槽移动连接有滑块,滑块底端设置有导滑板,导滑板移动连接在开设于凹槽内壁的滑轨上。通过电机、丝杆、套筒、支撑板传动,实现立柱带动挤压球头挤压楔面,致使滑块推动支撑杆外推内固定夹具,实现多工位同步夹持多个铸件,大大提高安装拆卸效率,
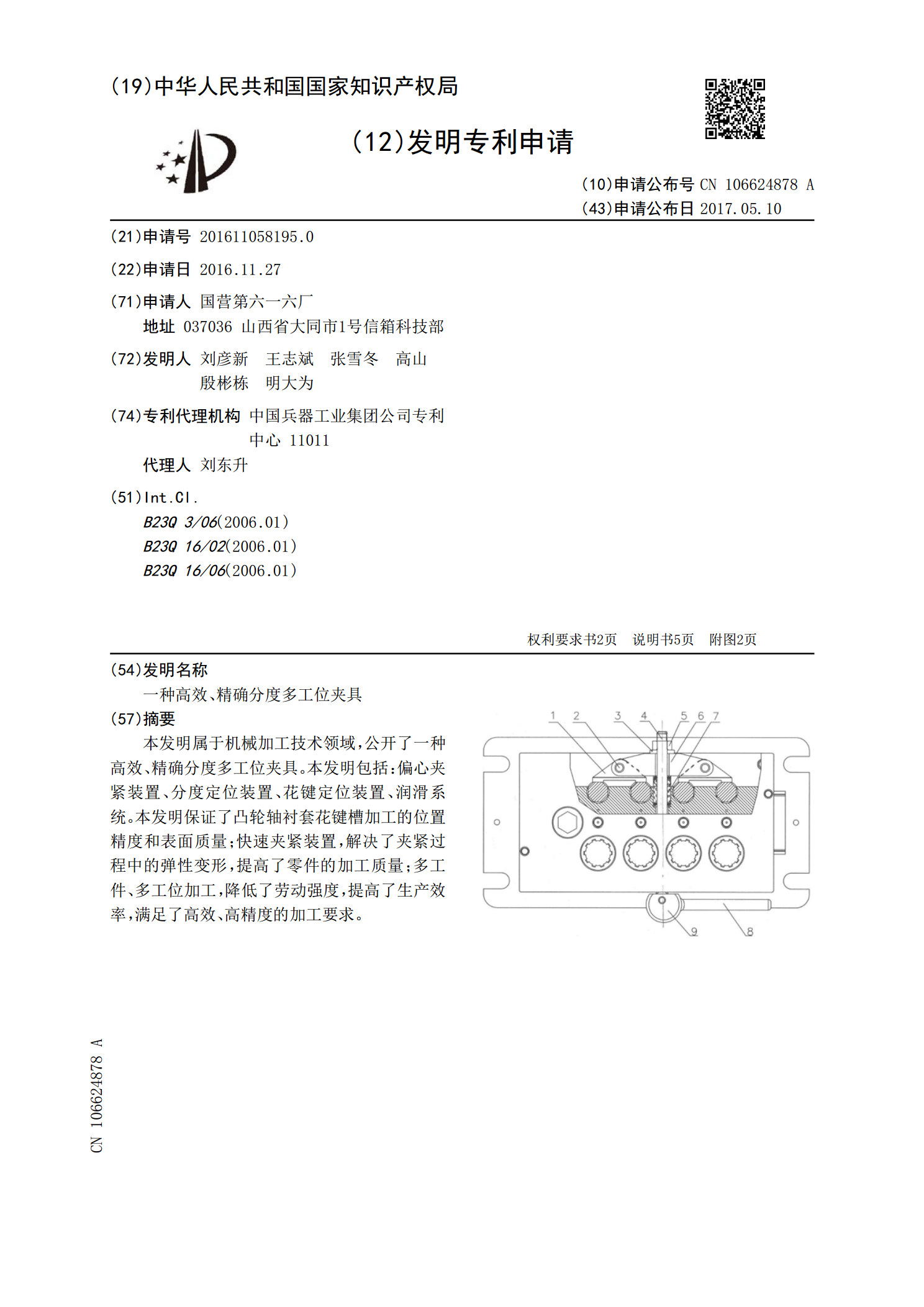
一种高效、精确分度多工位夹具.pdf
本发明属于机械加工技术领域,公开了一种高效、精确分度多工位夹具。本发明包括:偏心夹紧装置、分度定位装置、花键定位装置、润滑系统。本发明保证了凸轮轴衬套花键槽加工的位置精度和表面质量;快速夹紧装置,解决了夹紧过程中的弹性变形,提高了零件的加工质量;多工件、多工位加工,降低了劳动强度,提高了生产效率,满足了高效、高精度的加工要求。

一种铸件精加工用夹具.pdf
本申请涉及一种铸件精加工用夹具,涉及工装夹具领域,包括底座,所述底座上固定设置有固定台,所述固定台上设置有用于夹紧工件的夹紧组件,所述底座上竖直设置有用于支撑工件的支撑柱,所述支撑柱包括固定柱和活动柱,所述固定柱固定设置于底座上,所述活动柱滑动套设在固定柱上;所述支撑柱上设置有用于驱使活动柱沿固定柱滑动的驱动组件。工作时,将工件放置在支撑柱上,然后根据工件的高度,通过驱动组件驱动活动柱沿固定柱滑动,以实现调节支撑杆高度的目的,然后再通过夹紧组件夹紧工件即可,适用不同高度的工件,增加适用范围。

一种多工位锻造用的夹具.pdf
本发明涉及一种多工位锻造用的夹具,包括承载架、工位槽,工位槽内均分别设有装夹定位销、滑槽,滑槽内均滑动安装有夹持板,夹持板均铰接连有传动连杆,传动连杆均铰接有铰接座,铰接座均焊接连有转接齿条,转接齿条分别啮合有行星齿轮,行星齿轮下方具有副齿轮,副齿轮均啮合有中心齿轮,承载架中心旋转安装有中心轴,中心轴连接有传动齿轮,传动齿轮啮合有驱动齿条,驱动齿条连接有夹紧气缸。本发明在将毛坯件进行定位功能的基础上,能够一次性同步对多工位槽内的毛坯件进行自动夹持固定安装,不仅操作便捷而且间接提高了锻造质量。
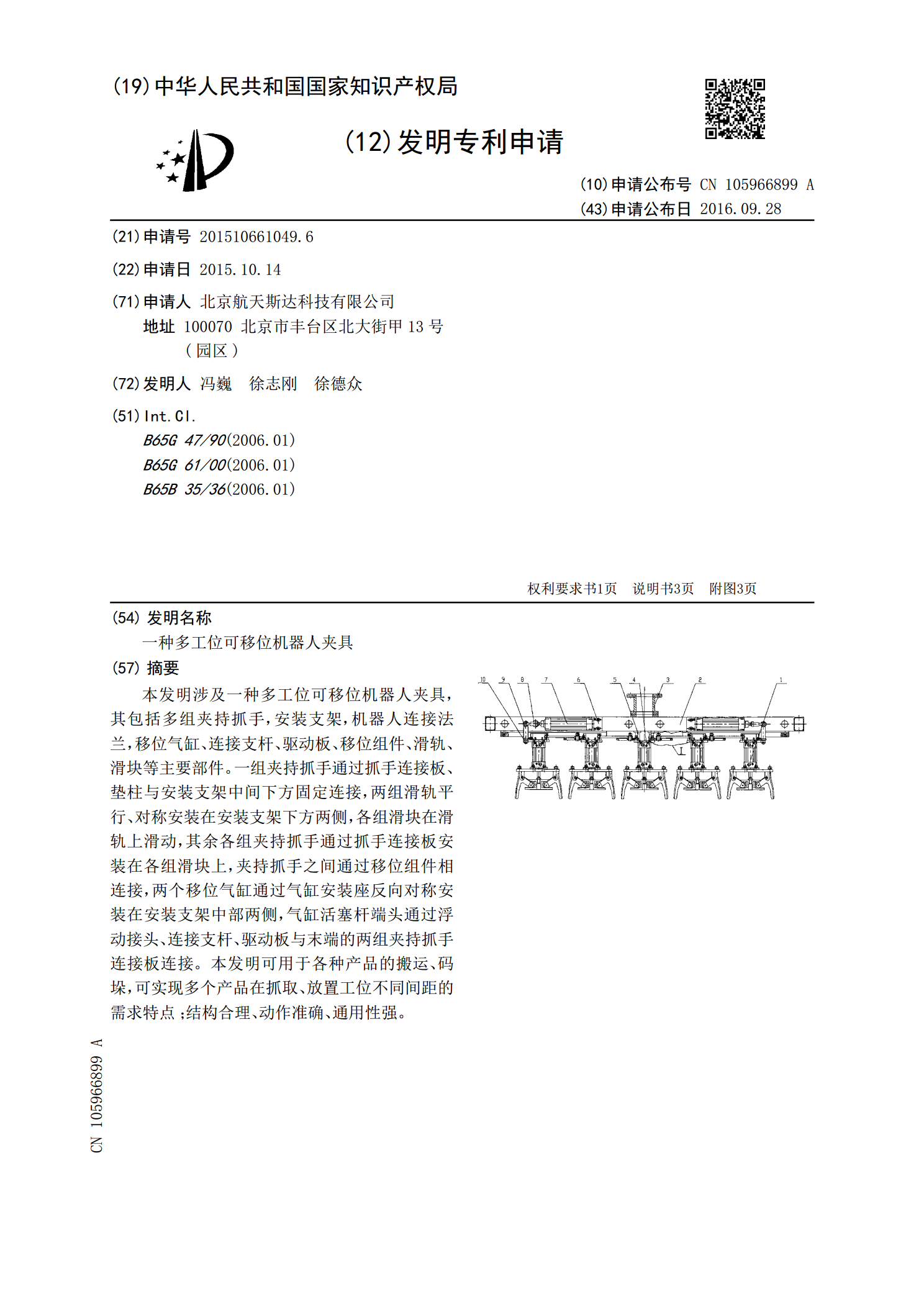
一种多工位可移位机器人夹具.pdf
本发明涉及一种多工位可移位机器人夹具,其包括多组夹持抓手,安装支架,机器人连接法兰,移位气缸、连接支杆、驱动板、移位组件、滑轨、滑块等主要部件。一组夹持抓手通过抓手连接板、垫柱与安装支架中间下方固定连接,两组滑轨平行、对称安装在安装支架下方两侧,各组滑块在滑轨上滑动,其余各组夹持抓手通过抓手连接板安装在各组滑块上,夹持抓手之间通过移位组件相连接,两个移位气缸通过气缸安装座反向对称安装在安装支架中部两侧,气缸活塞杆端头通过浮动接头、连接支杆、驱动板与末端的两组夹持抓手连接板连接。本发明可用于各种产品的搬运、