
一种钢材生产焊接用定位装置.pdf

景山****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢材生产焊接用定位装置.pdf
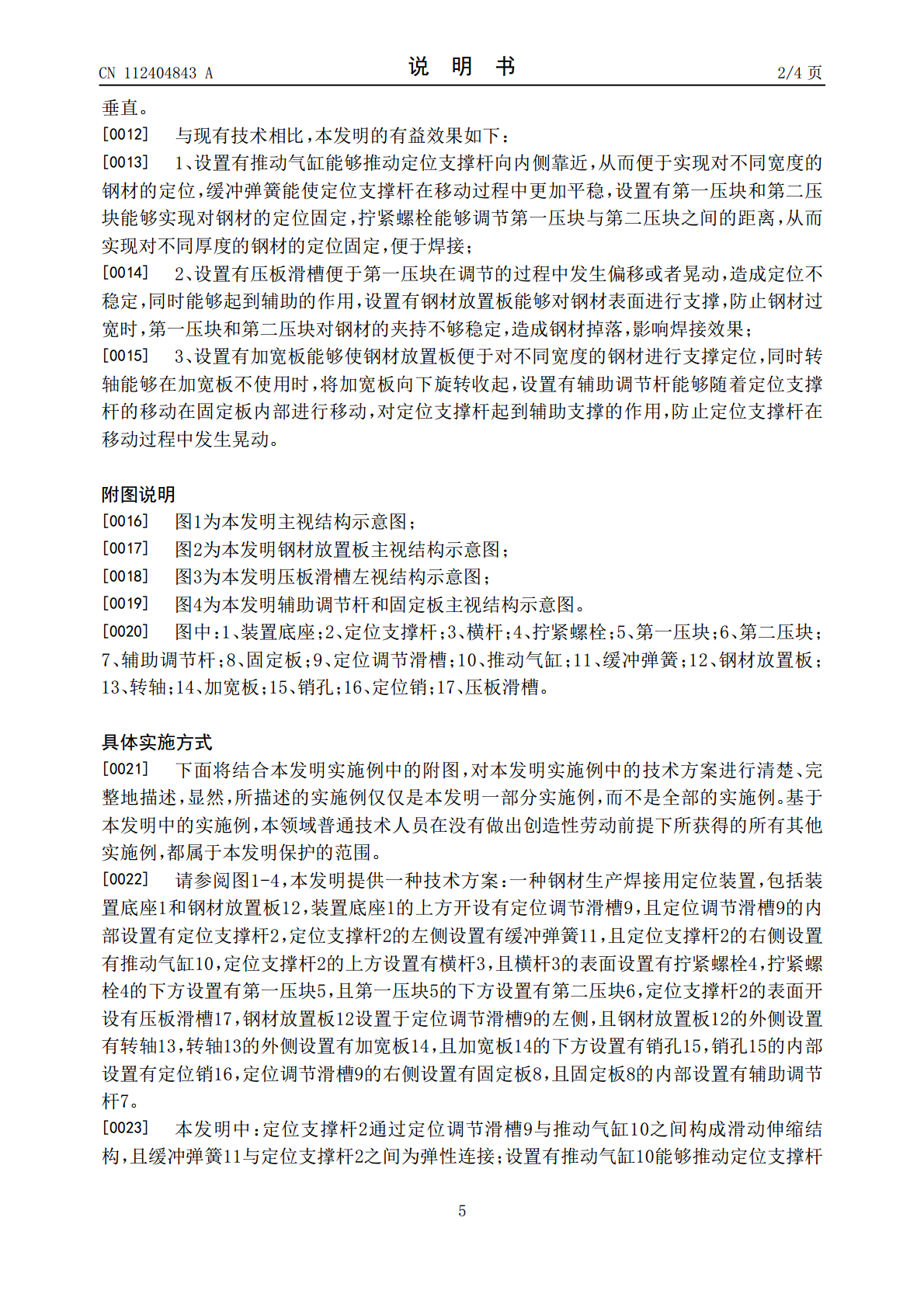
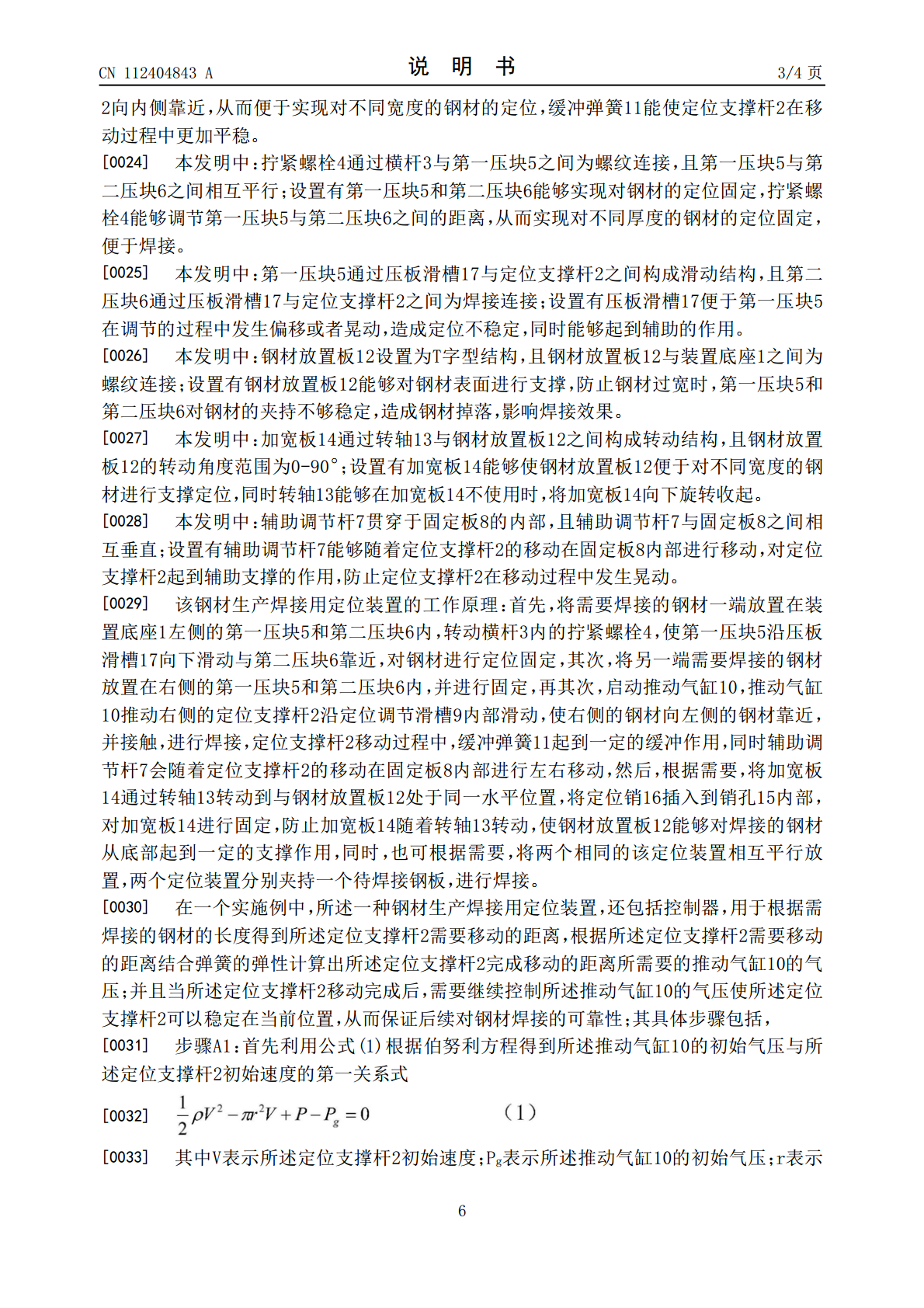
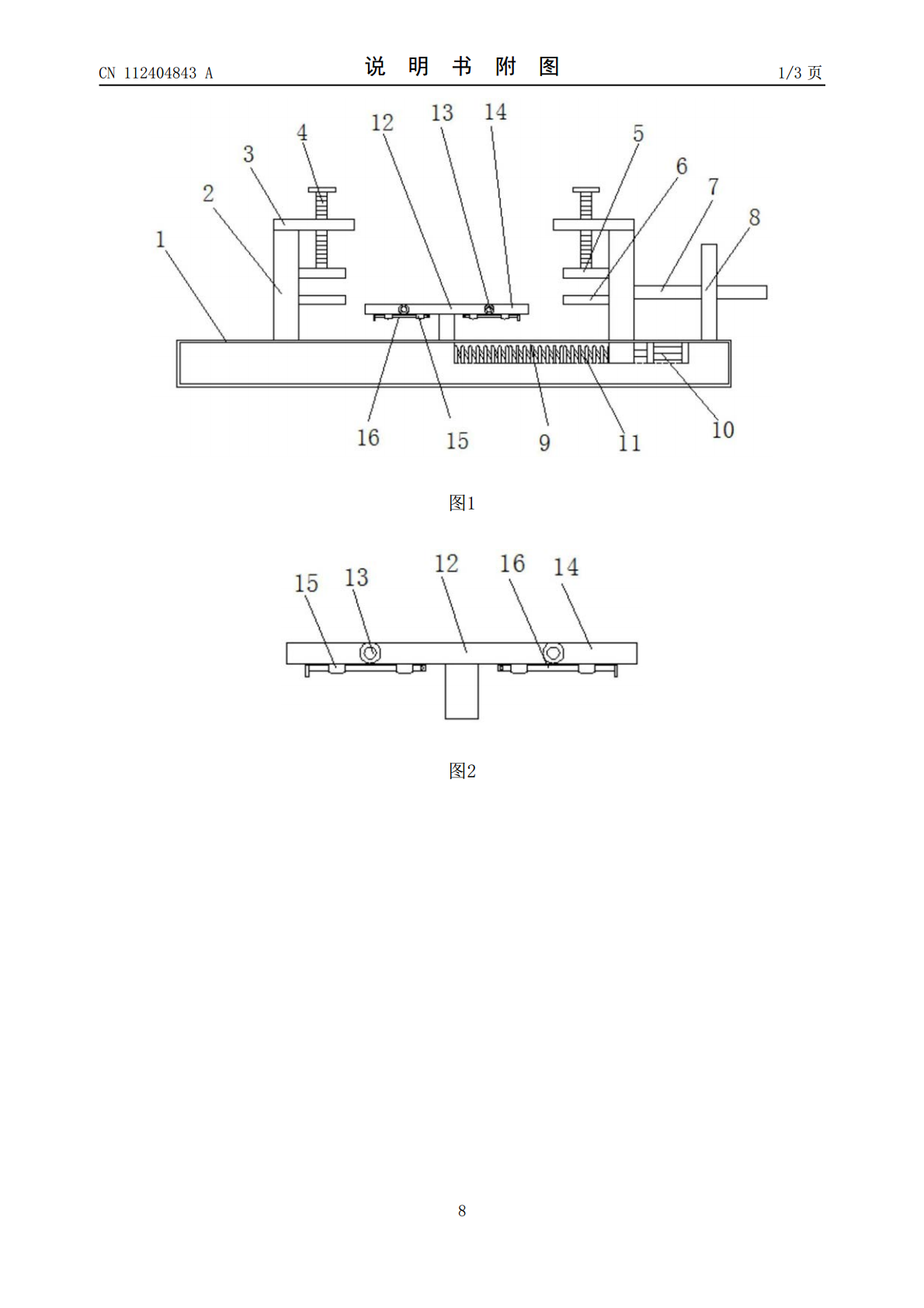
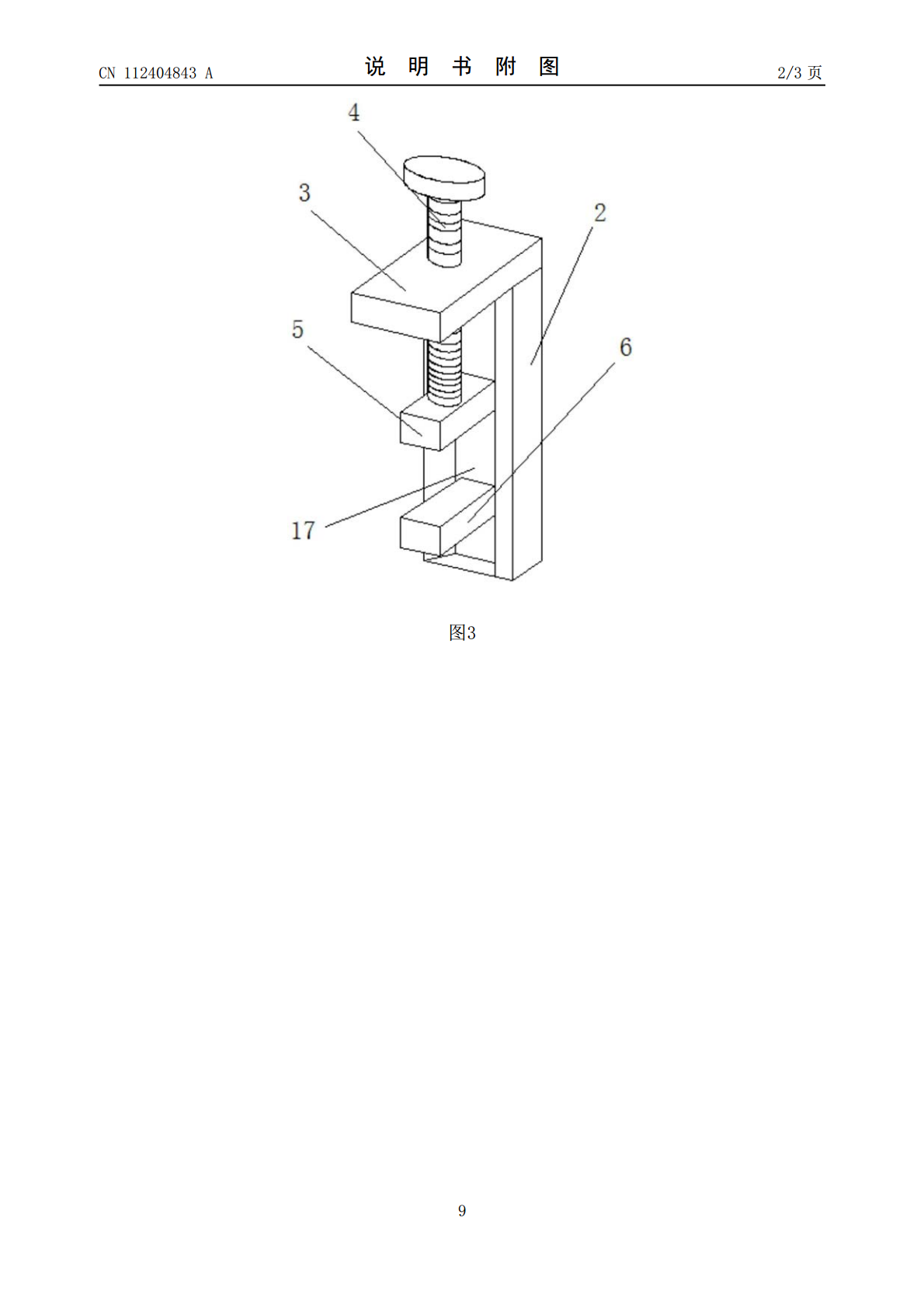
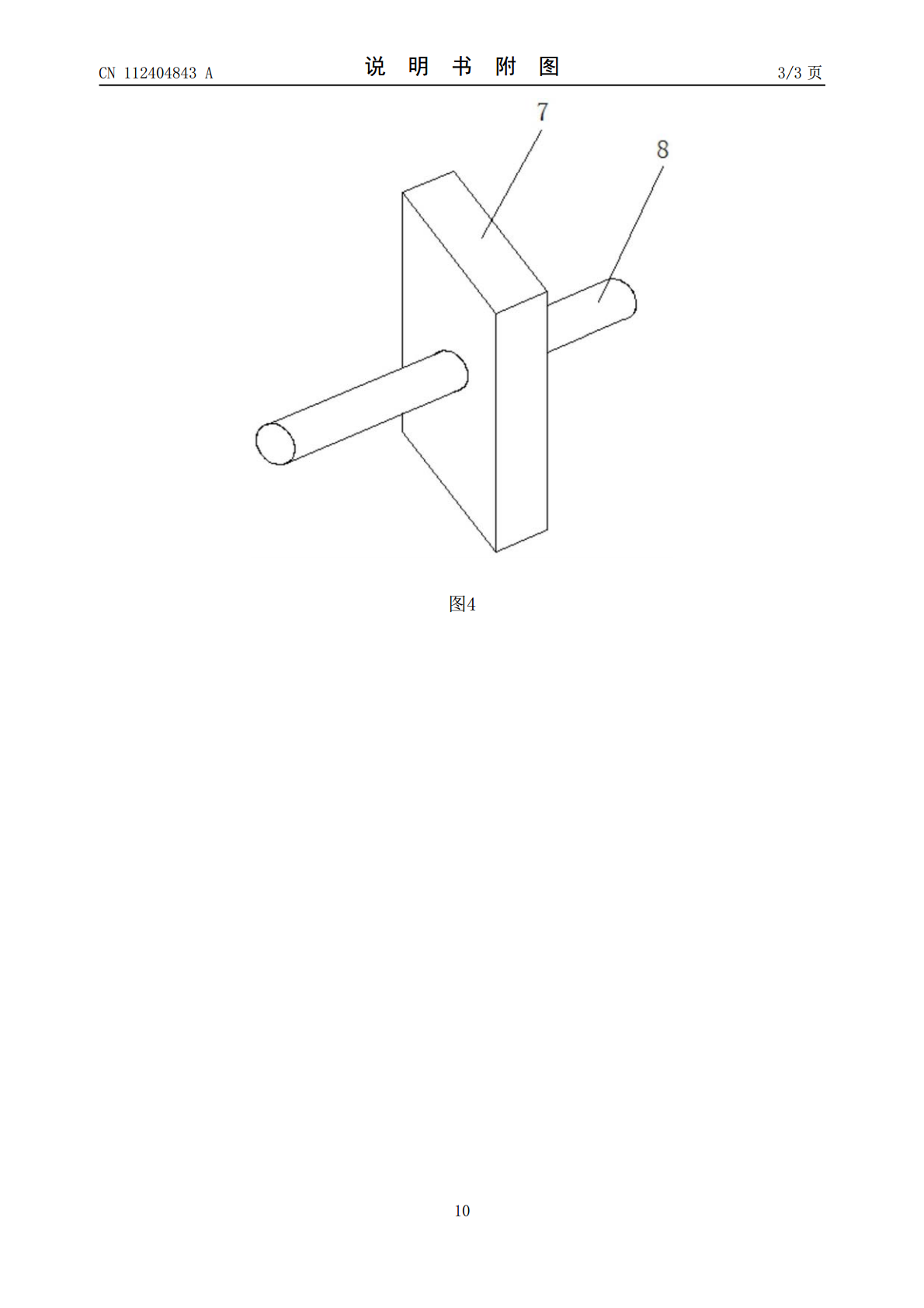
本发明公开了一种钢材生产焊接用定位装置,包括装置底座和钢材放置板,所述装置底座的上方开设有定位调节滑槽,且定位调节滑槽的内部设置有定位支撑杆,所述定位支撑杆的左侧设置有缓冲弹簧,且定位支撑杆的右侧设置有推动气缸,所述定位支撑杆的上方设置有横杆,且横杆的表面设置有拧紧螺栓,所述拧紧螺栓的下方设置有第一压块,且第一压块的下方设置有第二压块,所述定位支撑杆的表面开设有压板滑槽,所述钢材放置板设置于定位调节滑槽的左侧。该钢材生产焊接用定位装置设置有第一压块和第二压块能够实现对钢材的定位固定,拧紧螺栓能够调节第一压

一种铁附件生产用焊接定位装置.pdf
本发明公开了一种铁附件生产用焊接定位装置,包括固定组件和夹持组件,所述固定组件包括底板、支撑杆、第一固定杆、卡板和活动板,所述底板上设置有支撑板,支撑板一侧固定连接支撑杆一端,支撑杆另一端固定连接第一固定杆,所述卡板横截面为直角,卡板底部固定连接活动板一端,活动板另一端穿过支撑板;通过夹持组件可以同时夹持多个绝缘子安装座,对多个绝缘子安装座的位置进行固定,而通过固定组件可以对角钢横担的位置进行固定,此时角钢横担和绝缘子安装座之间相互垂直,因此,本发明可同时对角钢横担和绝缘子安装座的位置进行固定,无需工作人

一种焊接定位装置用端面定位装置.pdf
本发明公开了一种焊接定位装置用端面定位装置,包括固定框,所述固定框的下端固定有端板,所述端板的上端面均匀设有限位块,端板的下端面安装有定位工装,所述定位工装的四周均设有限位板,所限位板的上端通过螺栓固定的方式固定有L型板,所述L型板的上端均固定有垂直于端板上端面的圆柱直齿条,所述端板上端的左、右两侧通过轴承定位的方式安装有传动轴,所述传动轴的两端均通过键连接的方式固定有提升齿轮,所述传动轴上均通过键连接的方式固定有从动锥齿轮,所述端板上安装有驱动机构。本发明具有使用方便、生产制造成本低等优点,能实现对提升
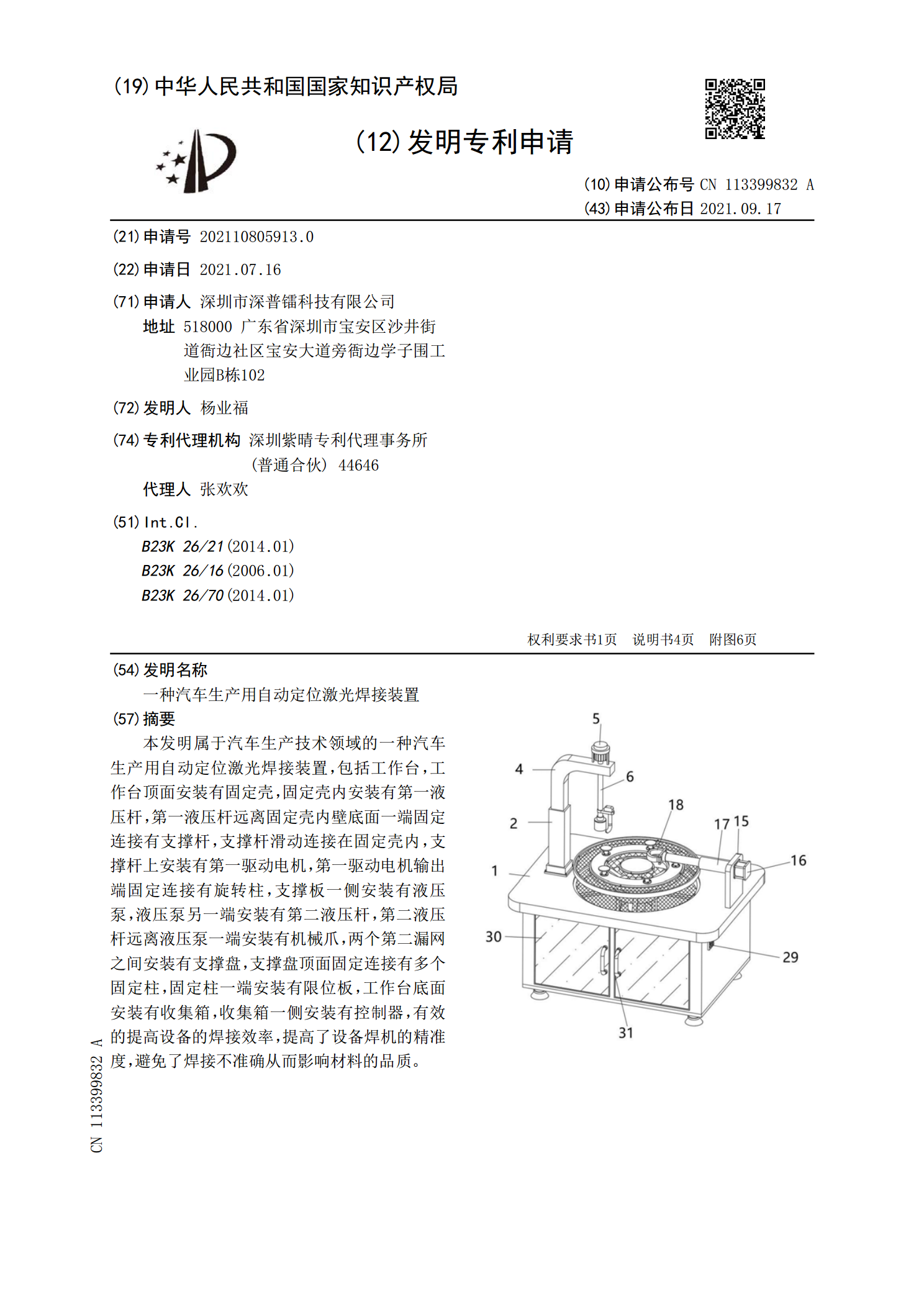
一种汽车生产用自动定位激光焊接装置.pdf
本发明属于汽车生产技术领域的一种汽车生产用自动定位激光焊接装置,包括工作台,工作台顶面安装有固定壳,固定壳内安装有第一液压杆,第一液压杆远离固定壳内壁底面一端固定连接有支撑杆,支撑杆滑动连接在固定壳内,支撑杆上安装有第一驱动电机,第一驱动电机输出端固定连接有旋转柱,支撑板一侧安装有液压泵,液压泵另一端安装有第二液压杆,第二液压杆远离液压泵一端安装有机械爪,两个第二漏网之间安装有支撑盘,支撑盘顶面固定连接有多个固定柱,固定柱一端安装有限位板,工作台底面安装有收集箱,收集箱一侧安装有控制器,有效的提高设备的焊
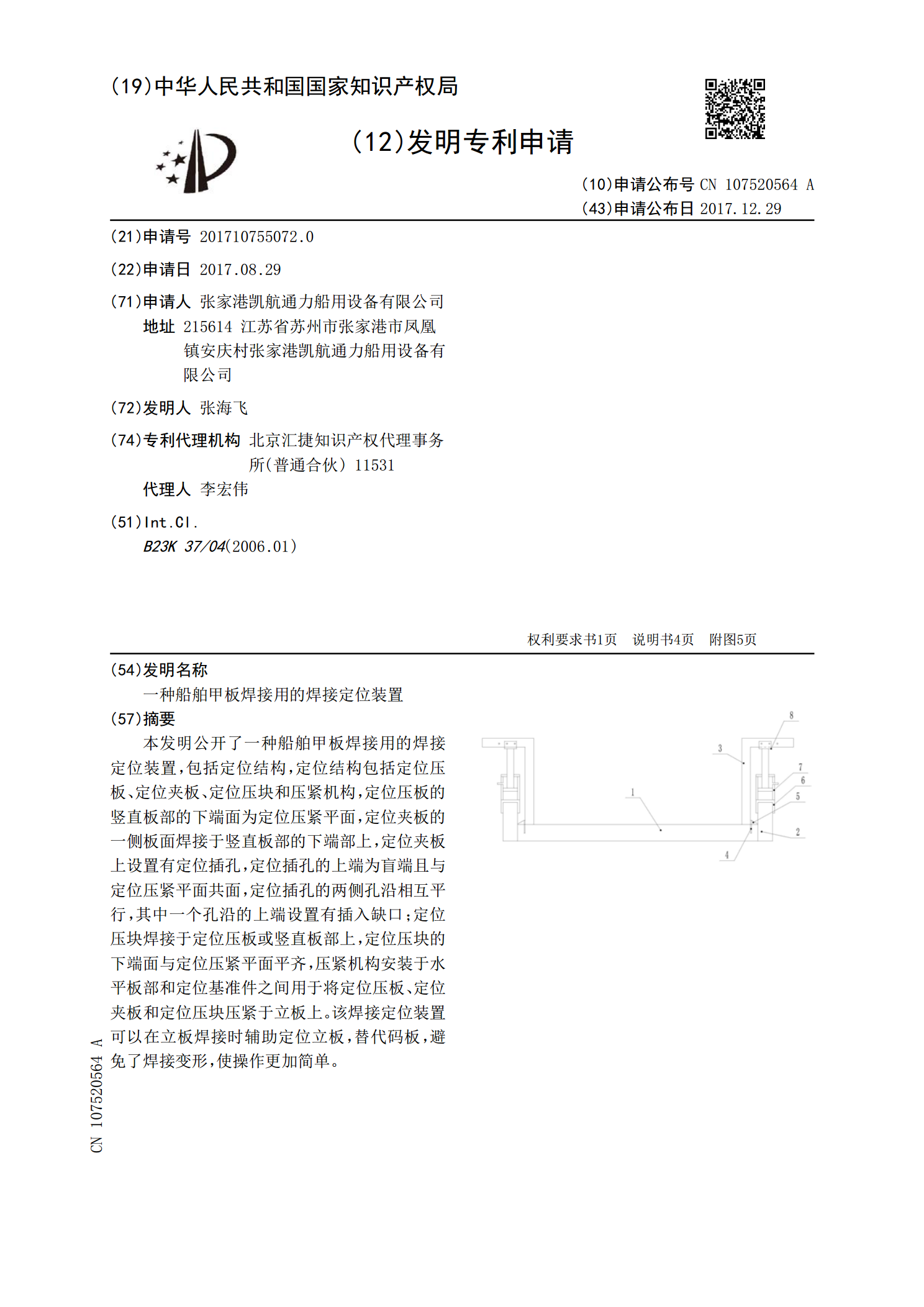
一种船舶甲板焊接用的焊接定位装置.pdf
本发明公开了一种船舶甲板焊接用的焊接定位装置,包括定位结构,定位结构包括定位压板、定位夹板、定位压块和压紧机构,定位压板的竖直板部的下端面为定位压紧平面,定位夹板的一侧板面焊接于竖直板部的下端部上,定位夹板上设置有定位插孔,定位插孔的上端为盲端且与定位压紧平面共面,定位插孔的两侧孔沿相互平行,其中一个孔沿的上端设置有插入缺口;定位压块焊接于定位压板或竖直板部上,定位压块的下端面与定位压紧平面平齐,压紧机构安装于水平板部和定位基准件之间用于将定位压板、定位夹板和定位压块压紧于立板上。该焊接定位装置可以在立板