
一种具有自动检测功能的检具.pdf

永香****能手

1/9

2/9
3/9

4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种具有自动检测功能的检具.pdf
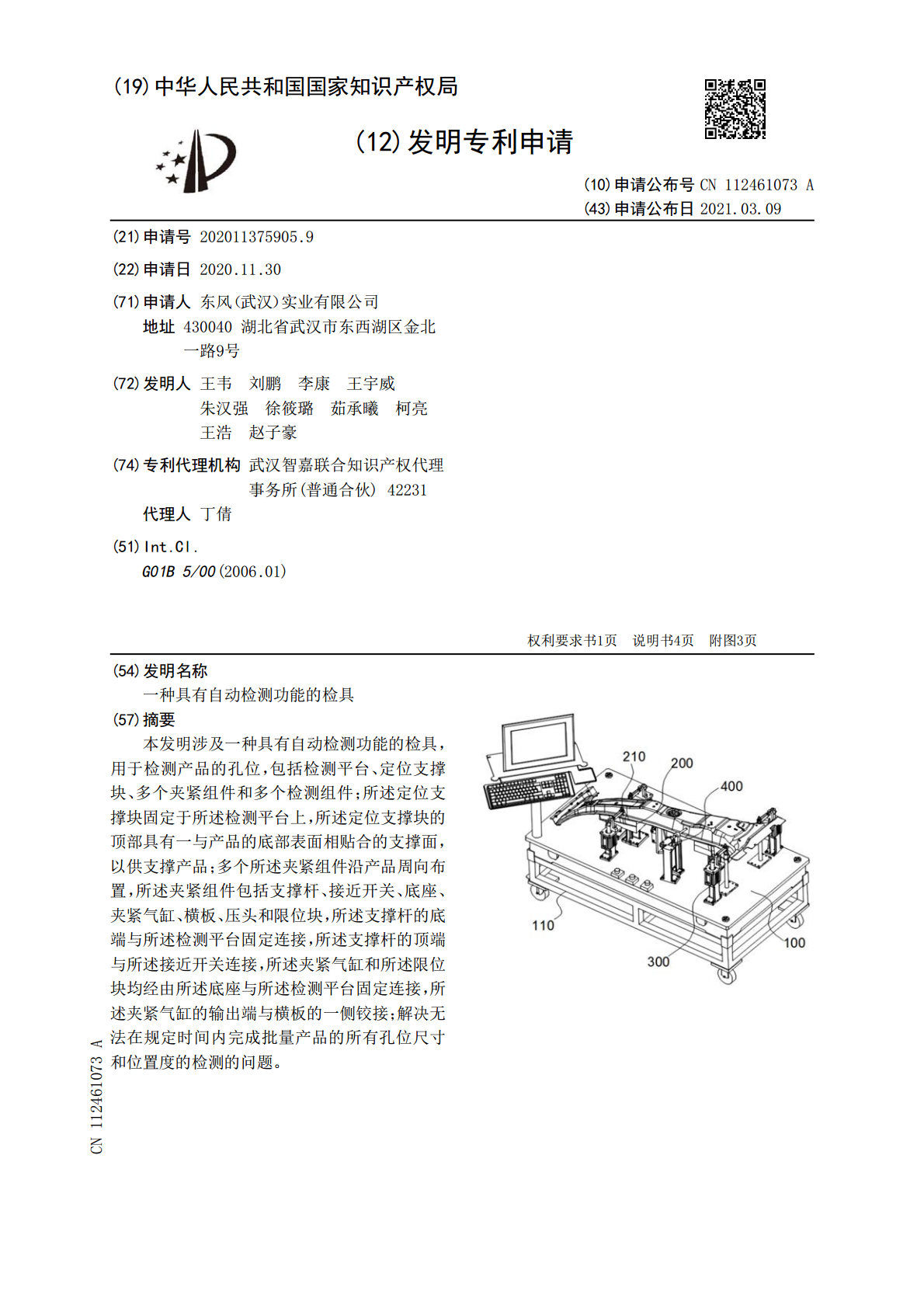
本发明涉及一种具有自动检测功能的检具,用于检测产品的孔位,包括检测平台、定位支撑块、多个夹紧组件和多个检测组件;所述定位支撑块固定于所述检测平台上,所述定位支撑块的顶部具有一与产品的底部表面相贴合的支撑面,以供支撑产品;多个所述夹紧组件沿产品周向布置,所述夹紧组件包括支撑杆、接近开关、底座、夹紧气缸、横板、压头和限位块,所述支撑杆的底端与所述检测平台固定连接,所述支撑杆的顶端与所述接近开关连接,所述夹紧气缸和所述限位块均经由所述底座与所述检测平台固定连接,所述夹紧气缸的输出端与横板的一侧铰接;解决无法在规
一种具有定位功能检具用的滑移机构.pdf
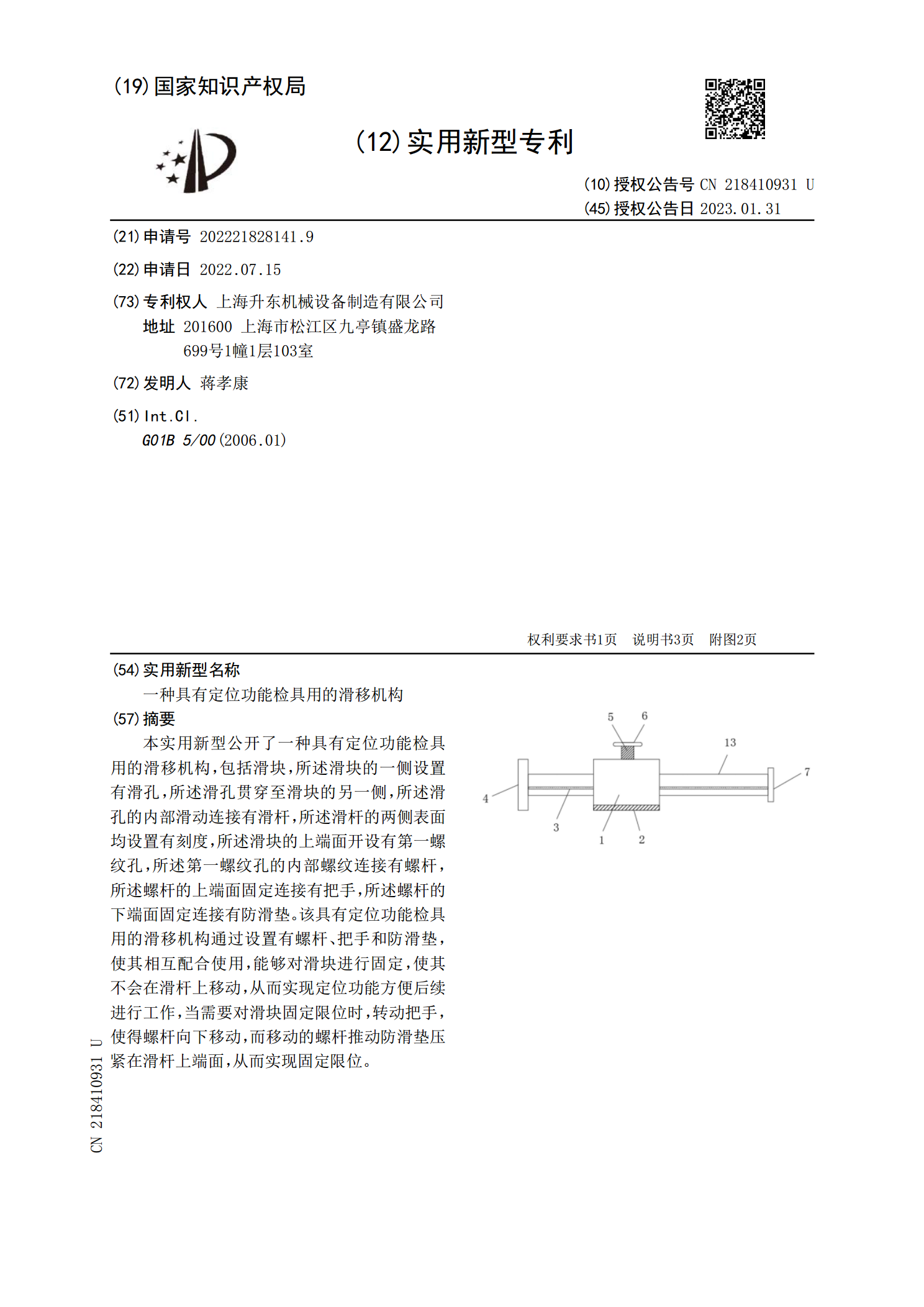
本实用新型公开了一种具有定位功能检具用的滑移机构,包括滑块,所述滑块的一侧设置有滑孔,所述滑孔贯穿至滑块的另一侧,所述滑孔的内部滑动连接有滑杆,所述滑杆的两侧表面均设置有刻度,所述滑块的上端面开设有第一螺纹孔,所述第一螺纹孔的内部螺纹连接有螺杆,所述螺杆的上端面固定连接有把手,所述螺杆的下端面固定连接有防滑垫。该具有定位功能检具用的滑移机构通过设置有螺杆、把手和防滑垫,使其相互配合使用,能够对滑块进行固定,使其不会在滑杆上移动,从而实现定位功能方便后续进行工作,当需要对滑块固定限位时,转动把手,使得螺杆向
一种汽车大灯自动检测检具.pdf
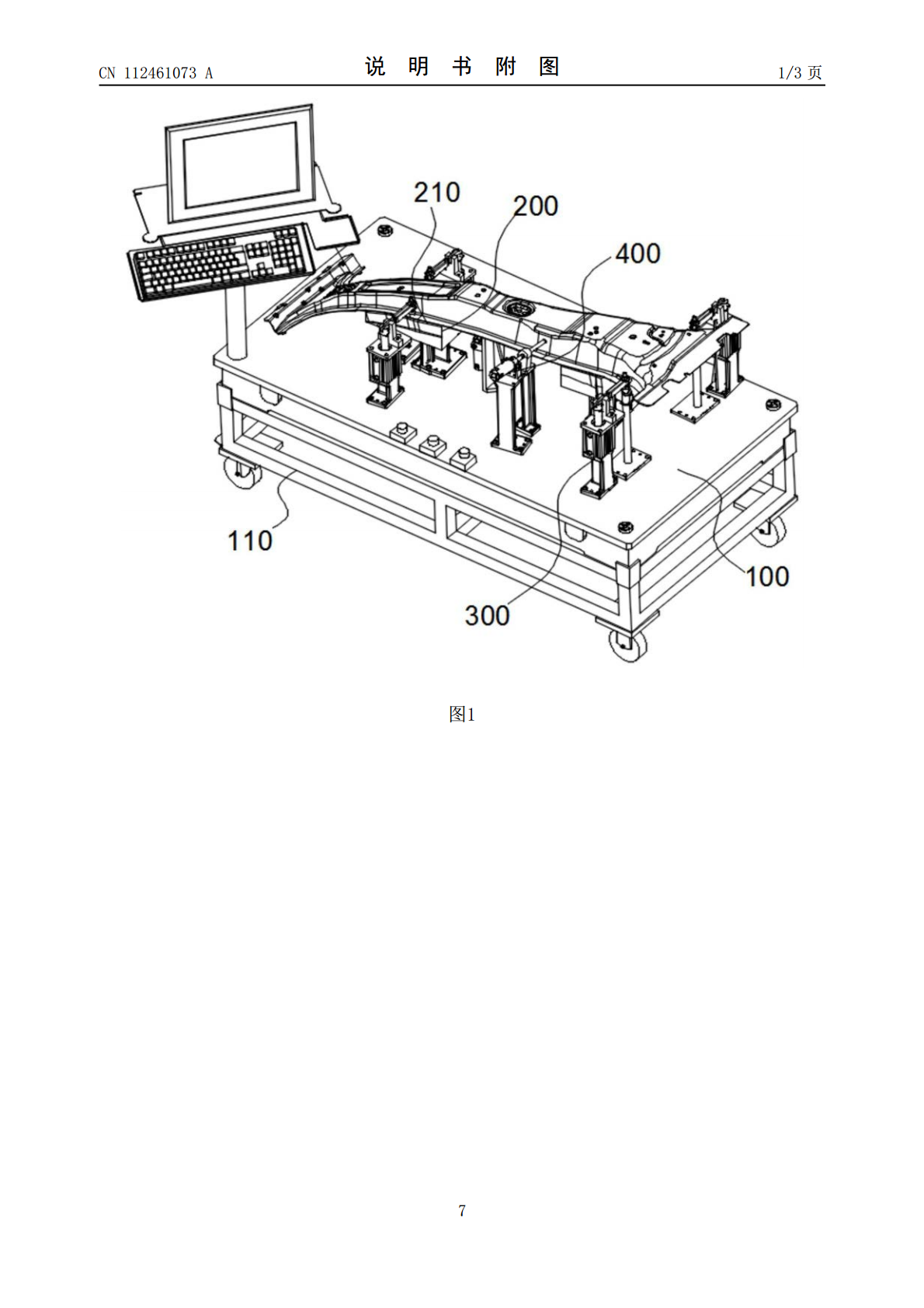
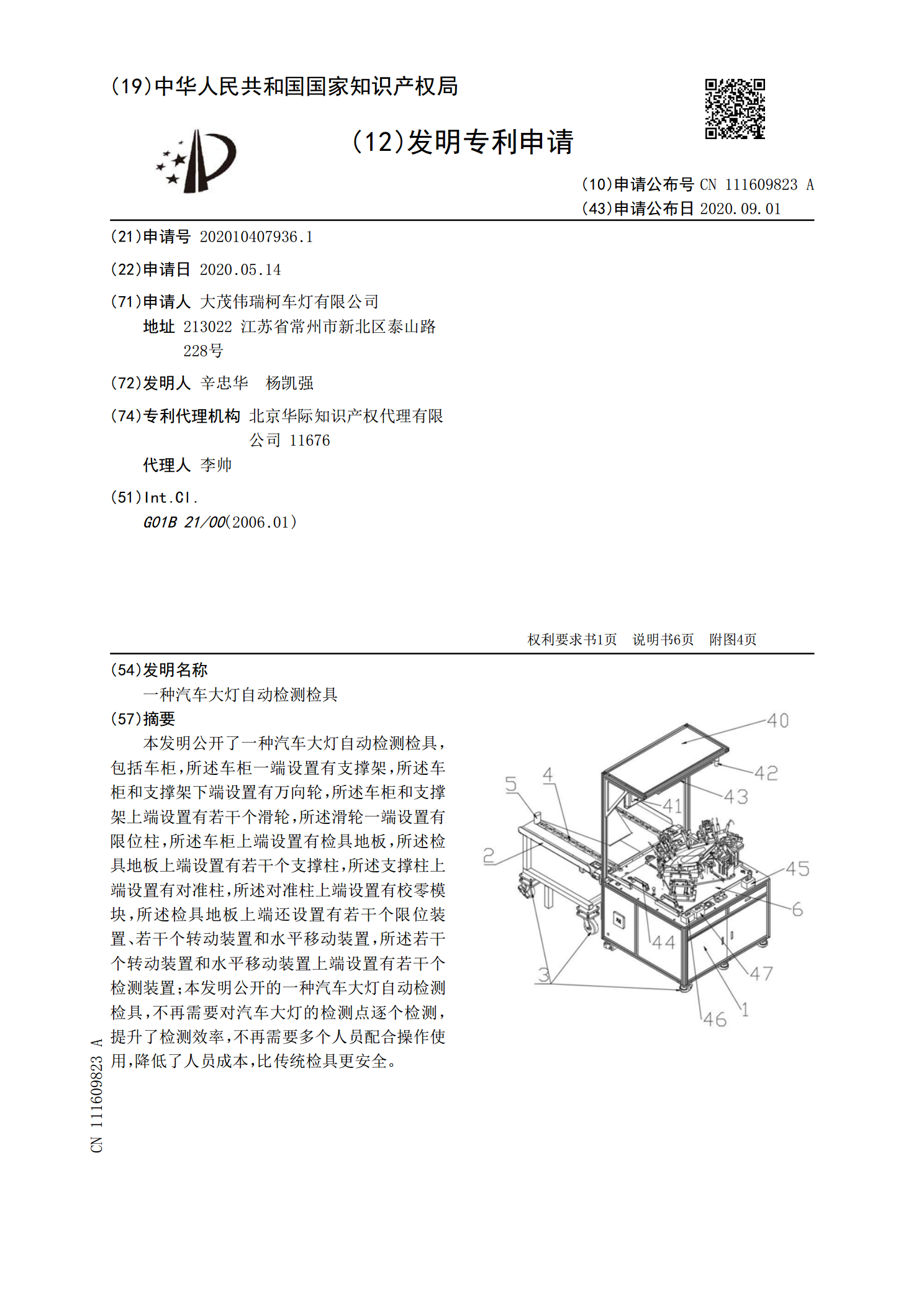
本发明公开了一种汽车大灯自动检测检具,包括车柜,所述车柜一端设置有支撑架,所述车柜和支撑架下端设置有万向轮,所述车柜和支撑架上端设置有若干个滑轮,所述滑轮一端设置有限位柱,所述车柜上端设置有检具地板,所述检具地板上端设置有若干个支撑柱,所述支撑柱上端设置有对准柱,所述对准柱上端设置有校零模块,所述检具地板上端还设置有若干个限位装置、若干个转动装置和水平移动装置,所述若干个转动装置和水平移动装置上端设置有若干个检测装置;本发明公开的一种汽车大灯自动检测检具,不再需要对汽车大灯的检测点逐个检测,提升了检测效率
一种具有柔性支架结构的检具.pdf
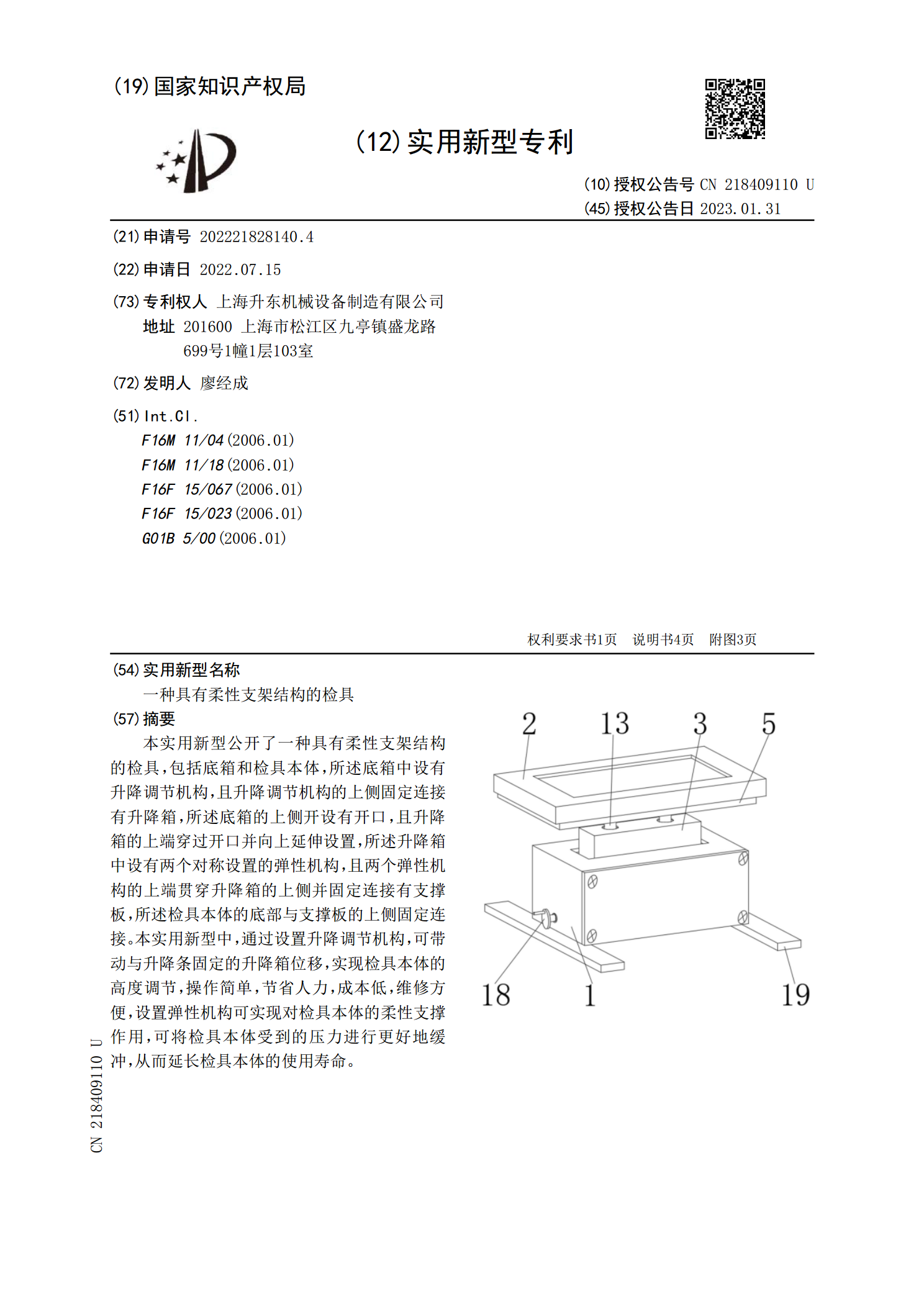
本实用新型公开了一种具有柔性支架结构的检具,包括底箱和检具本体,所述底箱中设有升降调节机构,且升降调节机构的上侧固定连接有升降箱,所述底箱的上侧开设有开口,且升降箱的上端穿过开口并向上延伸设置,所述升降箱中设有两个对称设置的弹性机构,且两个弹性机构的上端贯穿升降箱的上侧并固定连接有支撑板,所述检具本体的底部与支撑板的上侧固定连接。本实用新型中,通过设置升降调节机构,可带动与升降条固定的升降箱位移,实现检具本体的高度调节,操作简单,节省人力,成本低,维修方便,设置弹性机构可实现对检具本体的柔性支撑作用,可将

一种多功能弯管检具.pdf
本发明公开了一种多功能弯管检具,包括工作台、直段固定板、弯段固定板、外弧形检测机构、内弧形检测机构;所述工作台上设置有固定车管直段的两块直段固定板,直段固定板的上方设置有垂直方向上固定车管直段的翻板,直段固定板的一侧设置有控制翻板翻落的翻板气缸;所述工作台上对应车管弯段的位置设置有两块弯段固定板,弯段固定板的上方设置有垂直方向上固定车管直段的翻板,弯段固定板的一侧设置有控制翻板翻落的翻板气缸。本发明提供的一种多功能弯管检具,既能够检测车管的直段、弯段的管径大小,简单明了;同时又能只管的检测车管的内外弧度是