
抑制焊接热裂纹的焊接装置及焊接系统.pdf

一只****ng


1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
抑制焊接热裂纹的焊接装置及焊接系统.pdf
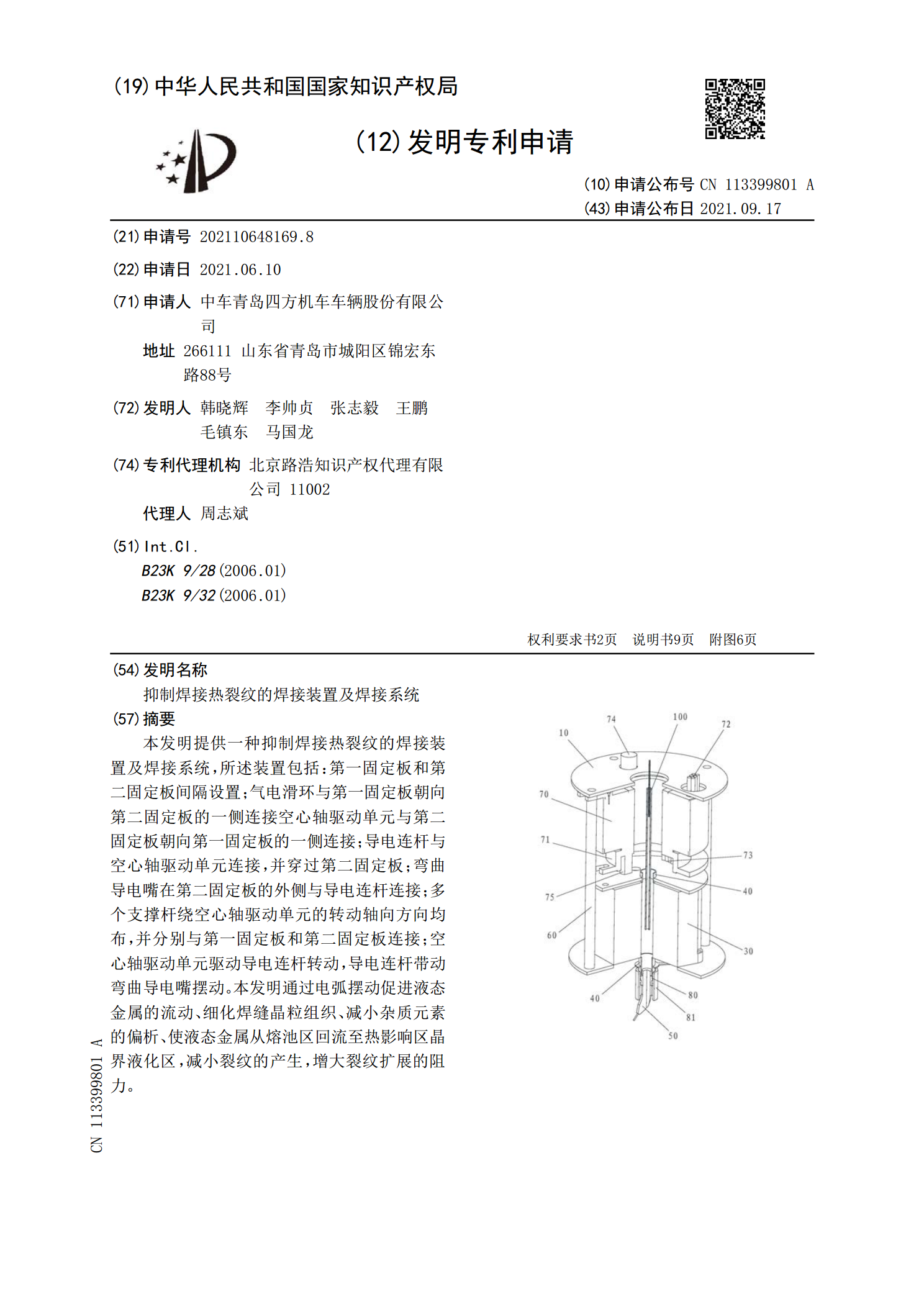
本发明提供一种抑制焊接热裂纹的焊接装置及焊接系统,所述装置包括:第一固定板和第二固定板间隔设置;气电滑环与第一固定板朝向第二固定板的一侧连接空心轴驱动单元与第二固定板朝向第一固定板的一侧连接;导电连杆与空心轴驱动单元连接,并穿过第二固定板;弯曲导电嘴在第二固定板的外侧与导电连杆连接;多个支撑杆绕空心轴驱动单元的转动轴向方向均布,并分别与第一固定板和第二固定板连接;空心轴驱动单元驱动导电连杆转动,导电连杆带动弯曲导电嘴摆动。本发明通过电弧摆动促进液态金属的流动、细化焊缝晶粒组织、减小杂质元素的偏析、使液态金
焊接裂纹热裂纹ppt课件.ppt
第二节焊接热裂纹一、结晶裂纹的形成机理产生结晶裂纹的条件是:焊缝在脆性温度区内所承受的拉伸应变大于焊缝金属所具有塑性。可把熔池的结晶分为以下三个阶段:(一)液固阶段熔池开始结晶时,仅有少量的晶核,以后逐渐晶核长大和出现新的晶核,但始终保持有较多的液相,相邻晶粒之间不发生接触,液态金属可在晶粒之间自由流动。此时虽有拉伸应力存在,但被拉开的缝隙能及时地被流动着的液态金属所填满,因此在液固阶段不会产生裂纹。(二)固液阶段当结晶继续进行时,固相不断增多,且不断长大,冷却到某一阶段时,已凝固的相彼此发生接触,并不断

焊接工艺参数对超窄间隙焊接热裂纹的影响.docx
焊接工艺参数对超窄间隙焊接热裂纹的影响一、引言超窄间隙焊接技术是一种应用于钢结构中的高效、节能、环保的焊接技术。随着现代制造业特别是重型装备制造业的发展,超窄间隙焊接技术在国内外得到了广泛的应用。然而,超窄间隙焊接技术与传统的焊接技术相比,由于热输入大、区域热变形、热裂纹等因素的影响,焊接质量难以保证,如何提高其焊接品质是目前工业界中极为关注的问题。二、焊接工艺参数对超窄间隙焊接热裂纹的影响超窄间隙焊接热裂纹是影响焊接质量以及使用寿命的主要因素之一,明确不同焊接工艺参数对热裂纹的影响,对优化焊接过程具有重

焊接热裂纹-凝固裂纹教学文案.ppt
轮船断裂母材:杂质含量较高的船用低碳钢焊接方法:CO2气体保护焊凝固裂纹实例2母材:不锈钢焊接方法:手工电弧焊母材:6013铝合金焊接方法:激光焊激光功率P=5kW焊接速度V=1.5mm/min观察方法:高速摄像3.1)凝固裂纹的特征?材料连接原理熔池结晶的阶段及脆性温度区间材料连接原理材料连接原理材料连接原理
焊接检查装置、焊接系统及焊接检查方法.pdf
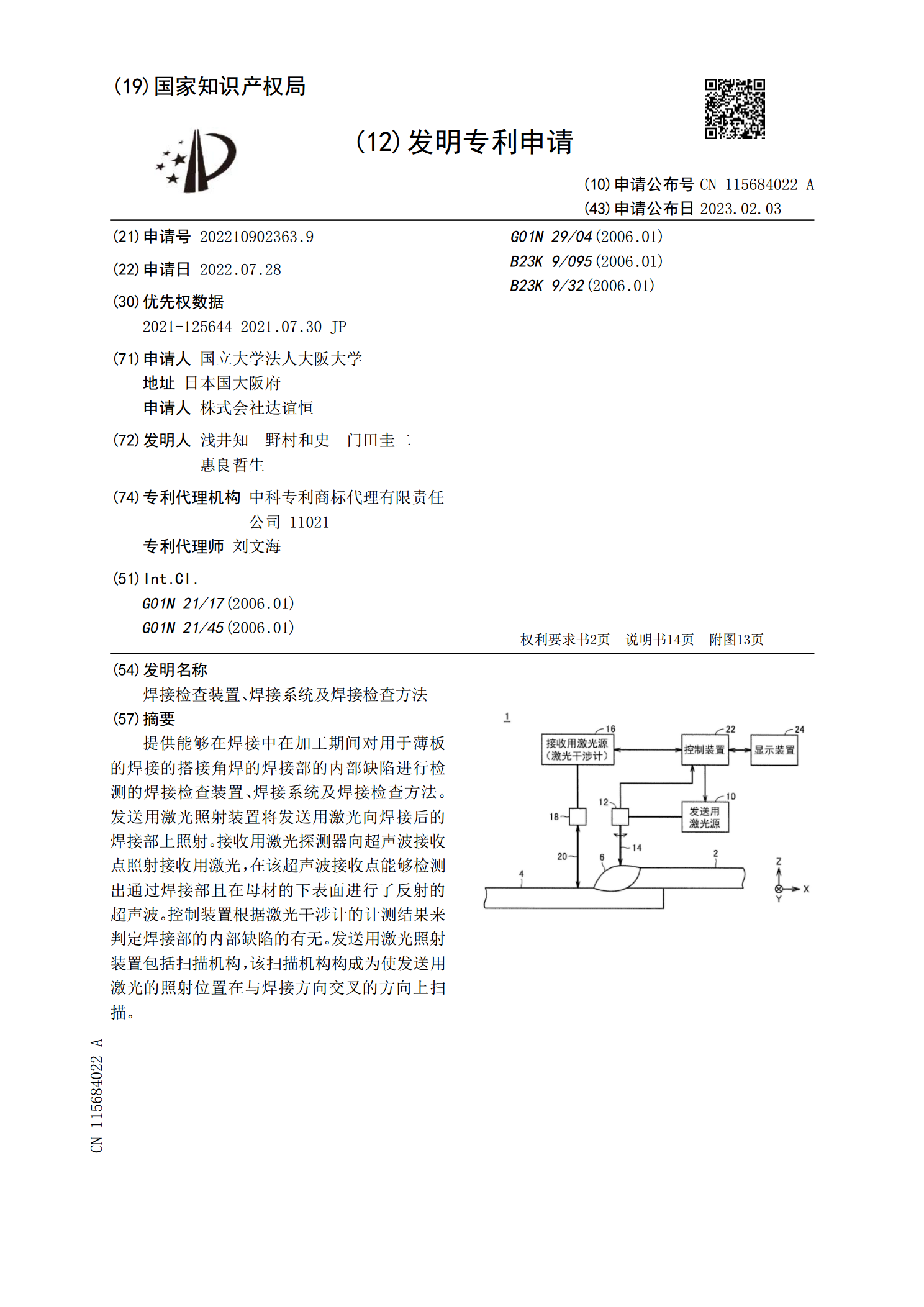
提供能够在焊接中在加工期间对用于薄板的焊接的搭接角焊的焊接部的内部缺陷进行检测的焊接检查装置、焊接系统及焊接检查方法。发送用激光照射装置将发送用激光向焊接后的焊接部上照射。接收用激光探测器向超声波接收点照射接收用激光,在该超声波接收点能够检测出通过焊接部且在母材的下表面进行了反射的超声波。控制装置根据激光干涉计的计测结果来判定焊接部的内部缺陷的有无。发送用激光照射装置包括扫描机构,该扫描机构构成为使发送用激光的照射位置在与焊接方向交叉的方向上扫描。