
一种可调节圆周激光焊接装置.pdf

努力****向丝

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种可调节圆周激光焊接装置.pdf
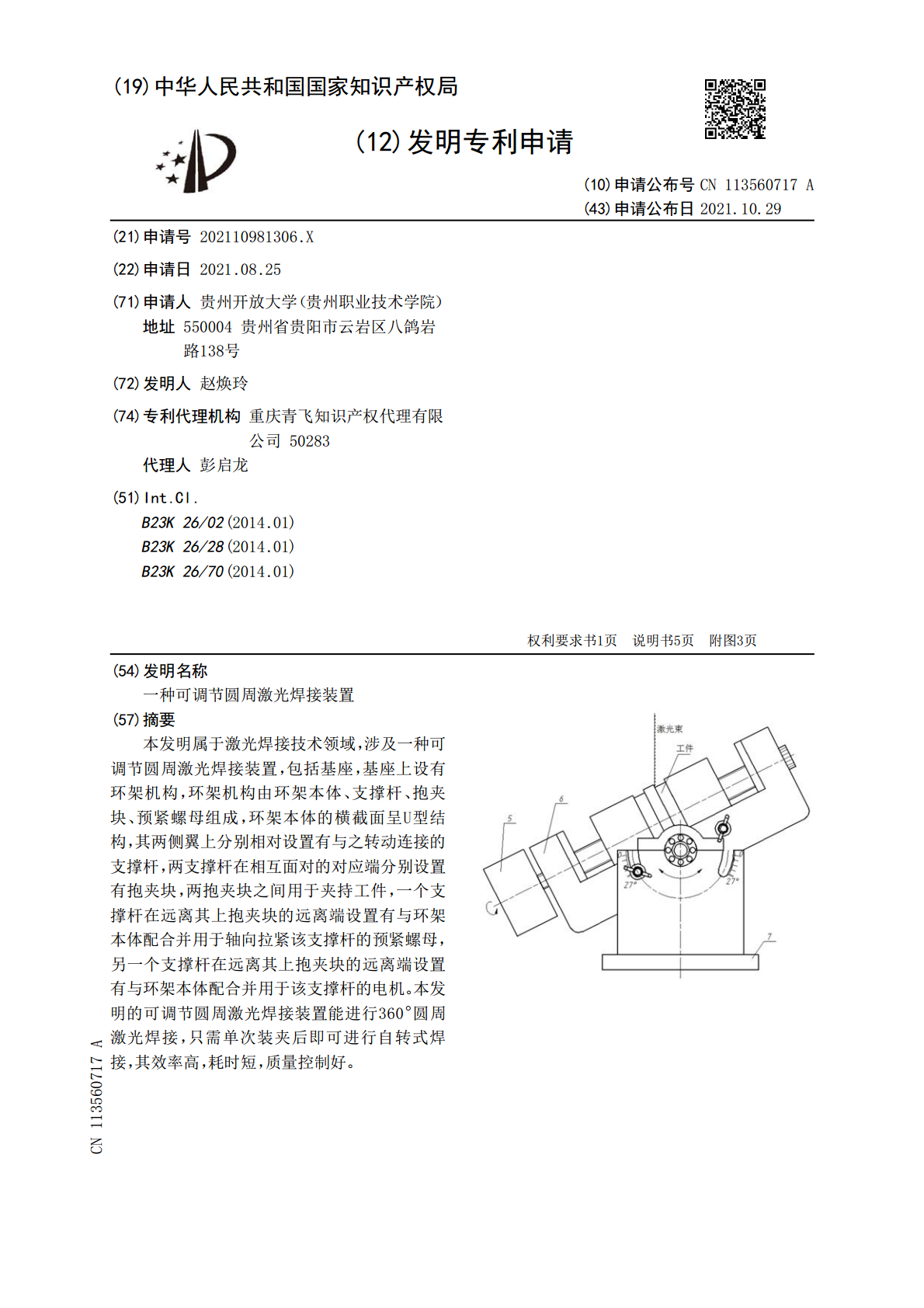
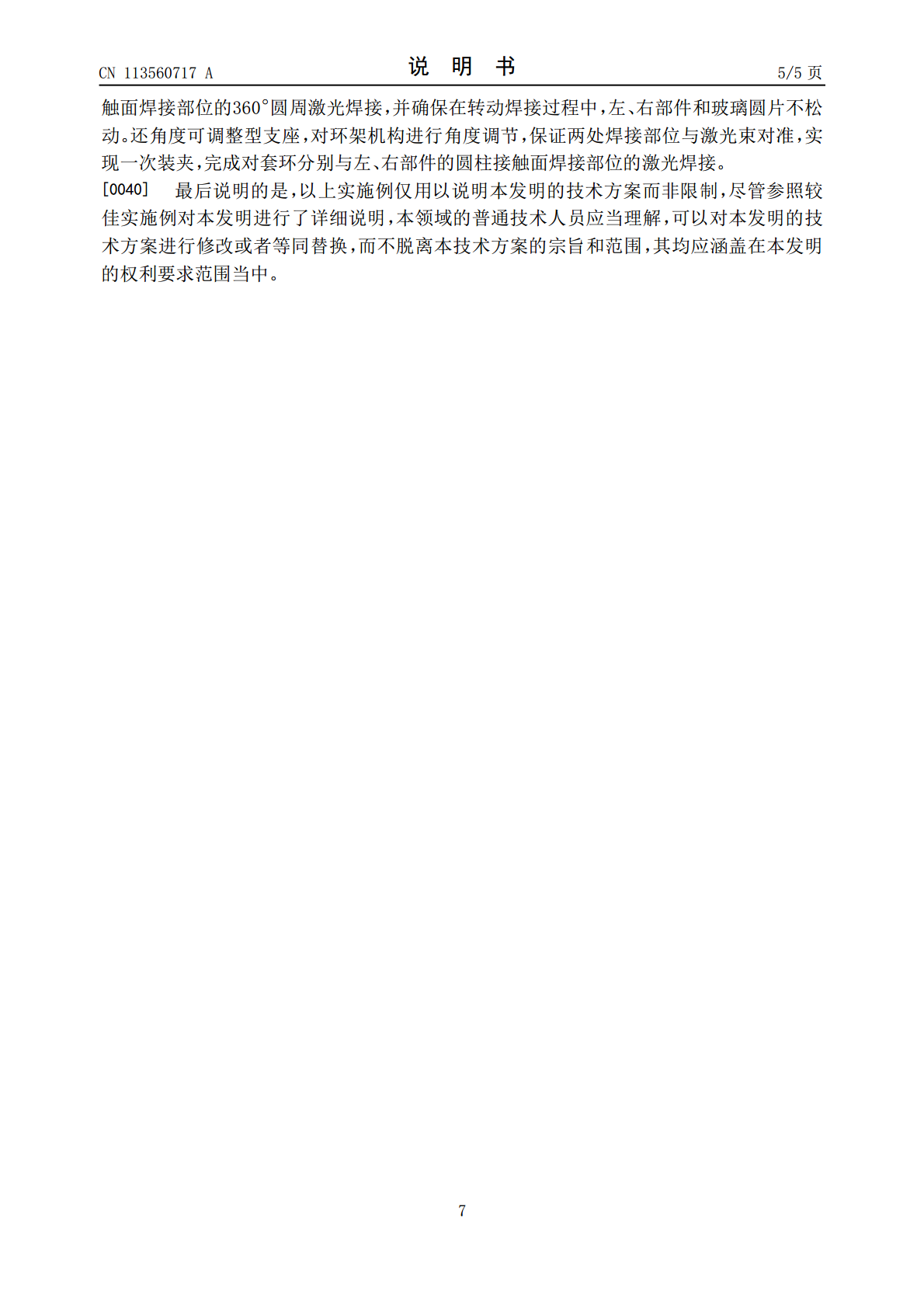
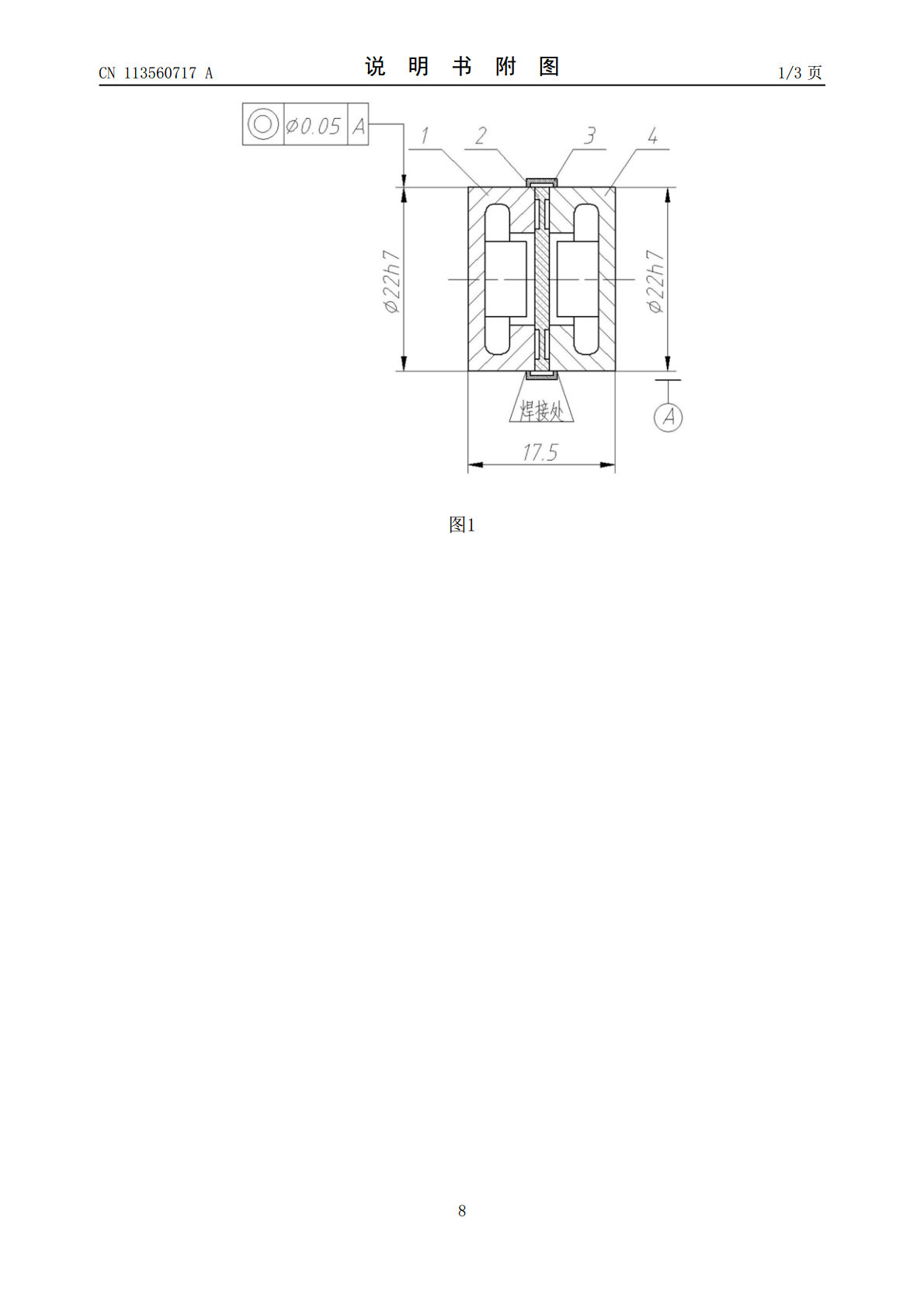
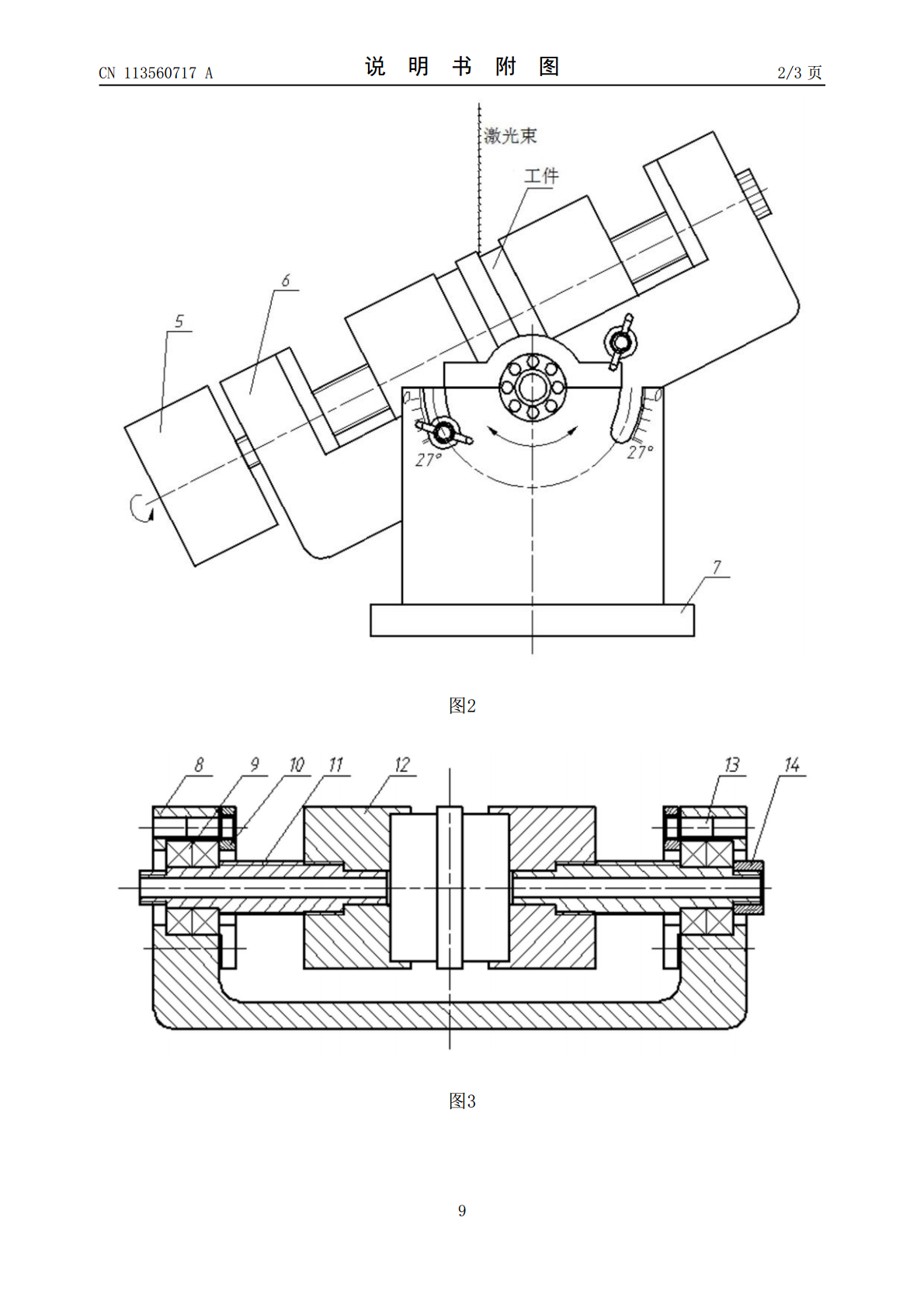
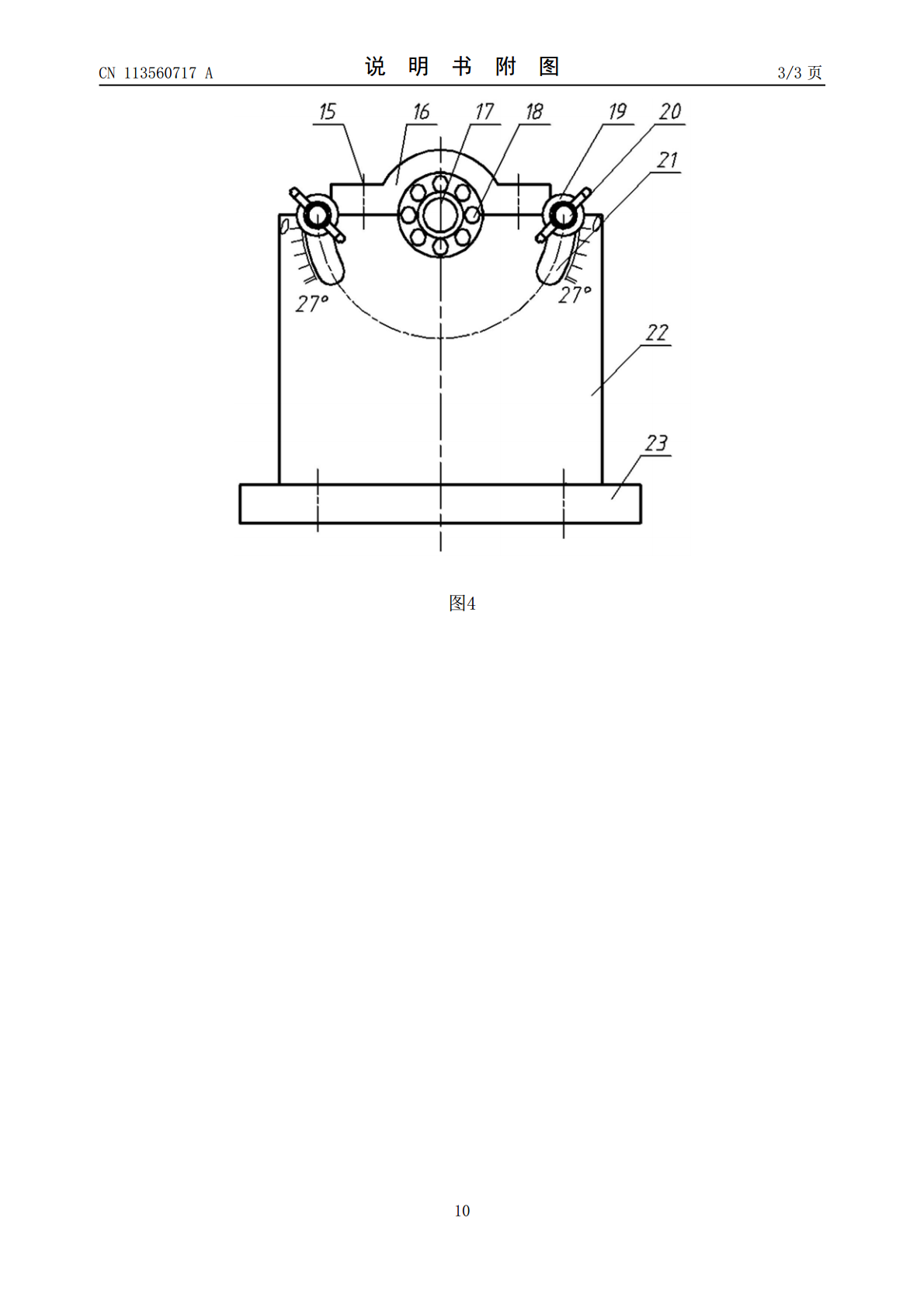
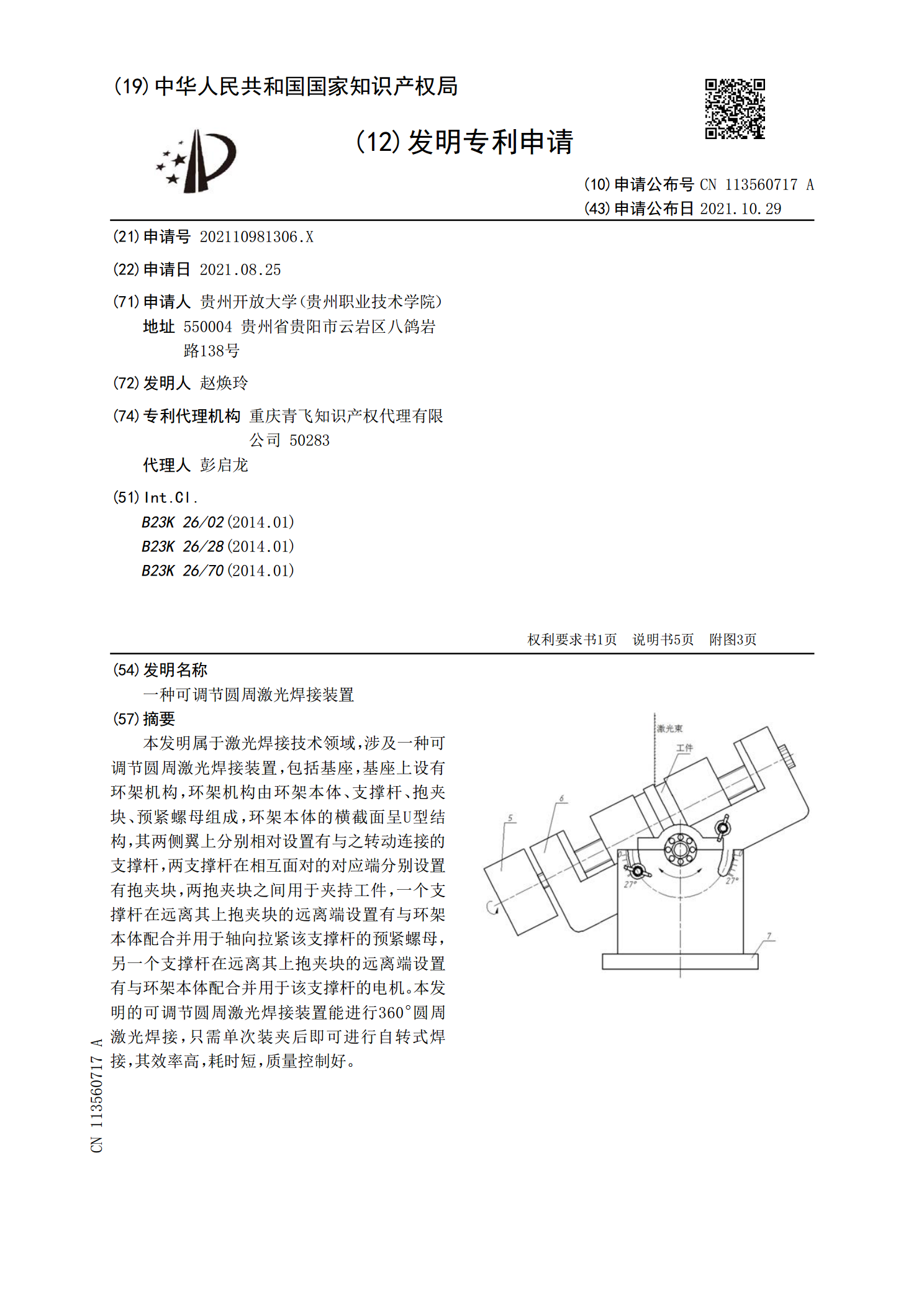
本发明属于激光焊接技术领域,涉及一种可调节圆周激光焊接装置,包括基座,基座上设有环架机构,环架机构由环架本体、支撑杆、抱夹块、预紧螺母组成,环架本体的横截面呈U型结构,其两侧翼上分别相对设置有与之转动连接的支撑杆,两支撑杆在相互面对的对应端分别设置有抱夹块,两抱夹块之间用于夹持工件,一个支撑杆在远离其上抱夹块的远离端设置有与环架本体配合并用于轴向拉紧该支撑杆的预紧螺母,另一个支撑杆在远离其上抱夹块的远离端设置有与环架本体配合并用于该支撑杆的电机。本发明的可调节圆周激光焊接装置能进行360°圆周激光焊接,只

一种可调节激光焊接装置.pdf
本发明提供了一种可调节激光焊接装置,涉及激光焊接技术领域。装置包括支杆,支杆的另一端通过紧固螺钉与一安装板可旋转连接;安装板与十字滑台固连;十字滑台与一激光头安装座连接;激光头安装座分别连接有送丝头安装板、激光头以及固定支架;送丝头安装板与送丝头连接;送丝头与送丝嘴组件之间接有送丝软管;固定支架远离激光头安装座的一端的两侧分别连接有送丝支架和传感器支架;送丝支架连接有一送丝可调节结构,送丝可调节结构与送丝嘴组件连接,以调节送丝嘴组件的送丝角度和送丝位置;传感器支架连接有一传感器可调节结构,传感器可调节结构
一种激光焊接装置及焊接方法.pdf
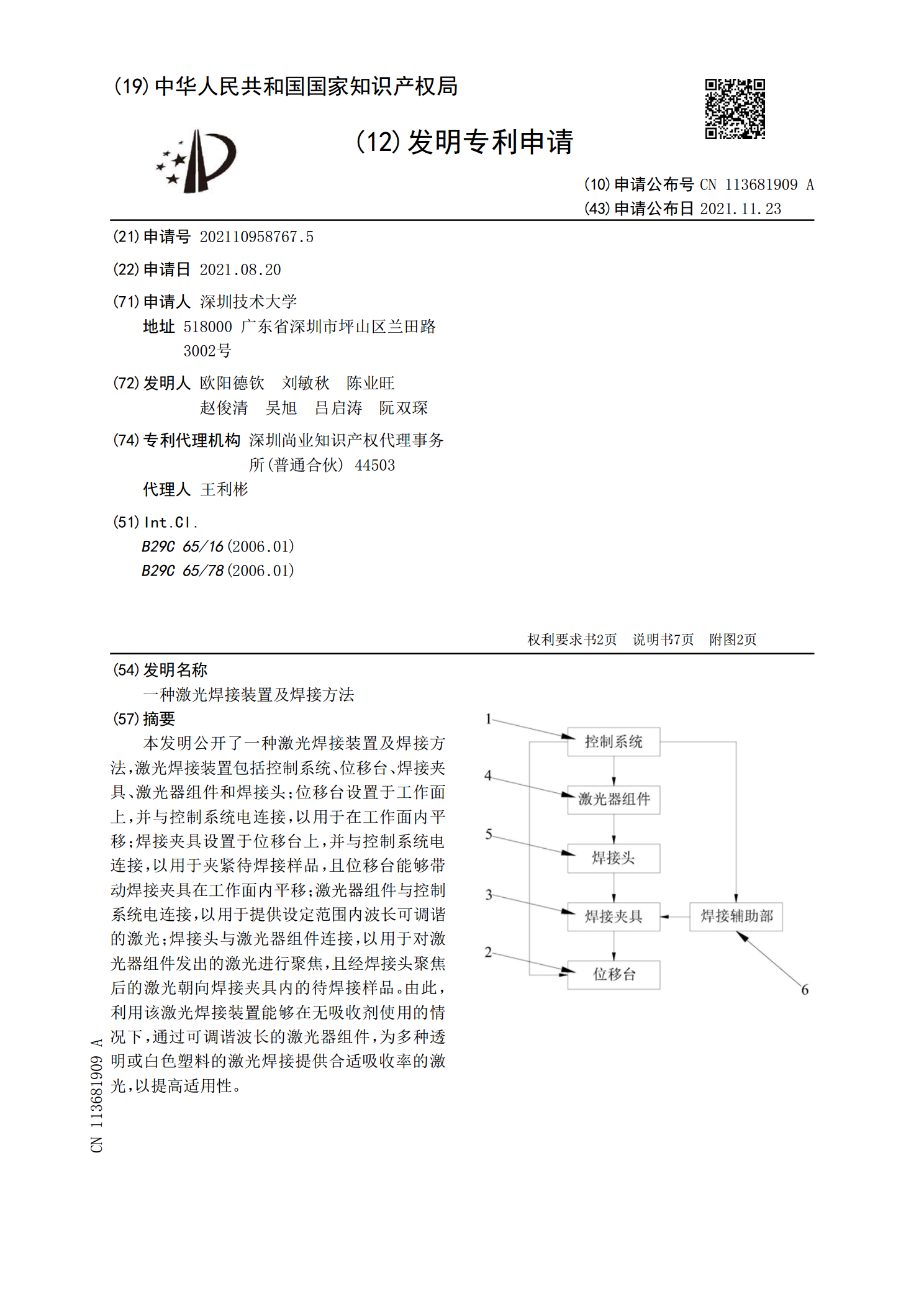
本发明公开了一种激光焊接装置及焊接方法,激光焊接装置包括控制系统、位移台、焊接夹具、激光器组件和焊接头;位移台设置于工作面上,并与控制系统电连接,以用于在工作面内平移;焊接夹具设置于位移台上,并与控制系统电连接,以用于夹紧待焊接样品,且位移台能够带动焊接夹具在工作面内平移;激光器组件与控制系统电连接,以用于提供设定范围内波长可调谐的激光;焊接头与激光器组件连接,以用于对激光器组件发出的激光进行聚焦,且经焊接头聚焦后的激光朝向焊接夹具内的待焊接样品。由此,利用该激光焊接装置能够在无吸收剂使用的情况下,通过可
一种可调节的激光焊接机.pdf
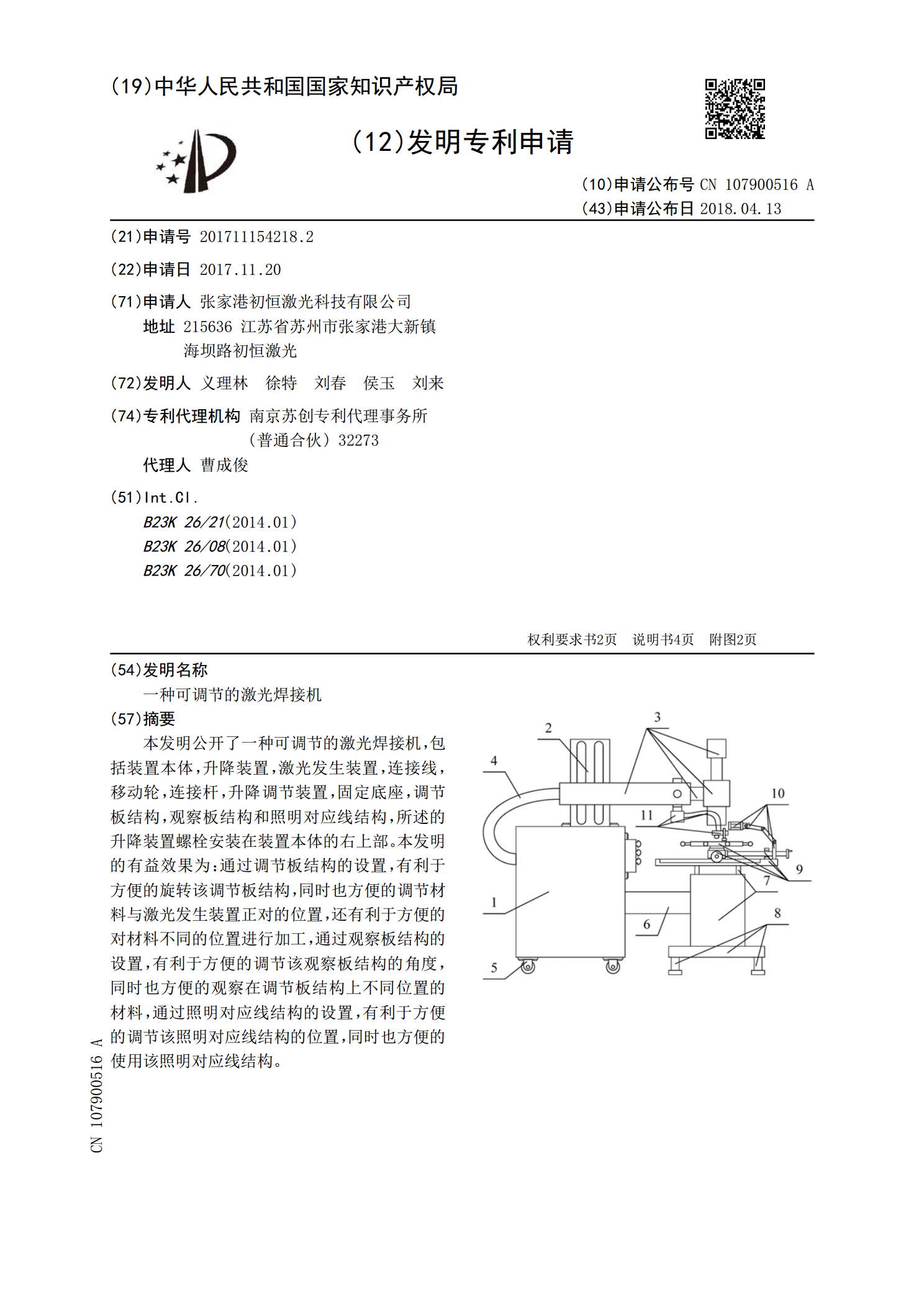
本发明公开了一种可调节的激光焊接机,包括装置本体,升降装置,激光发生装置,连接线,移动轮,连接杆,升降调节装置,固定底座,调节板结构,观察板结构和照明对应线结构,所述的升降装置螺栓安装在装置本体的右上部。本发明的有益效果为:通过调节板结构的设置,有利于方便的旋转该调节板结构,同时也方便的调节材料与激光发生装置正对的位置,还有利于方便的对材料不同的位置进行加工,通过观察板结构的设置,有利于方便的调节该观察板结构的角度,同时也方便的观察在调节板结构上不同位置的材料,通过照明对应线结构的设置,有利于方便的调节该
一种可调节的激光焊接机.pdf
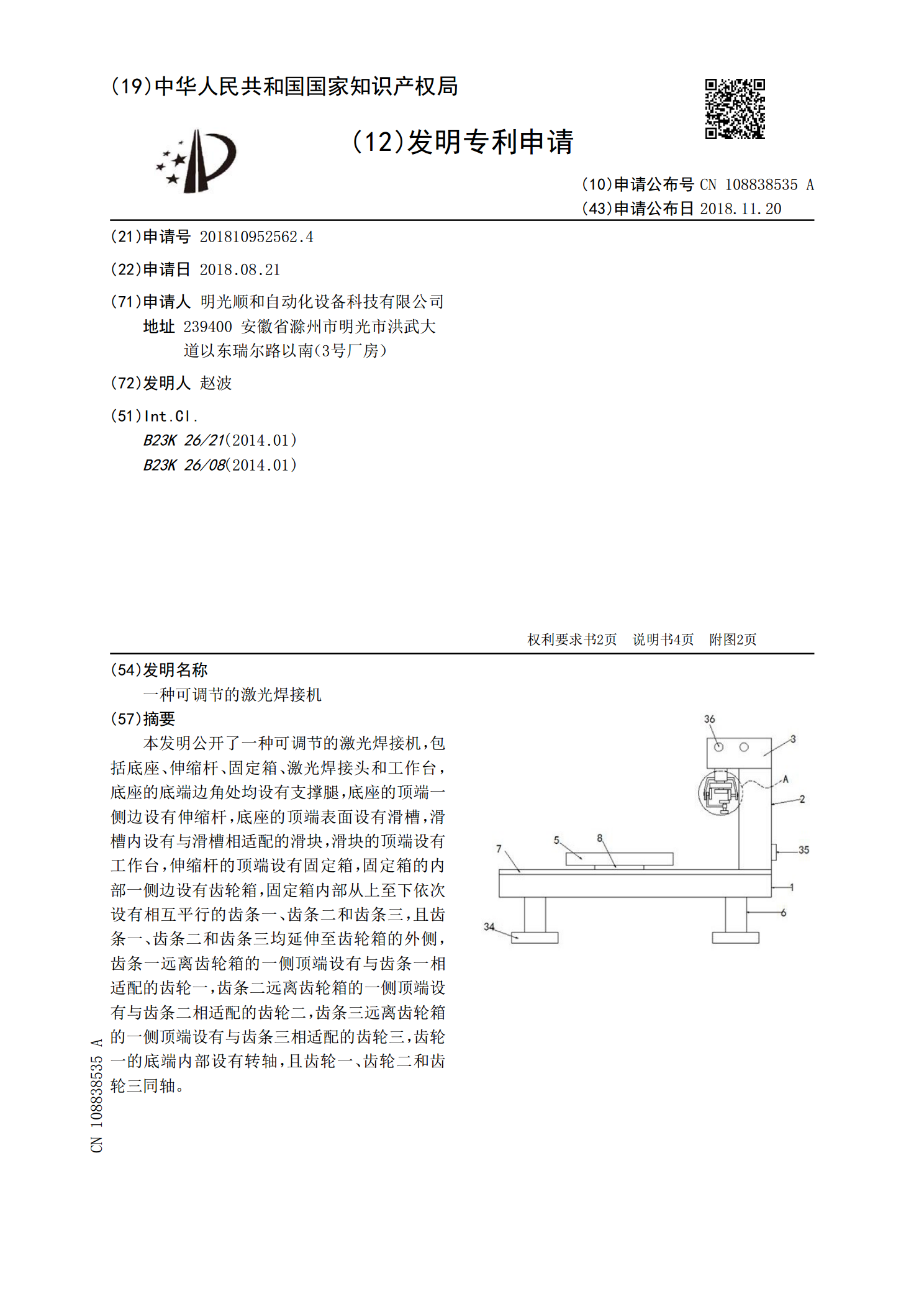
本发明公开了一种可调节的激光焊接机,包括底座、伸缩杆、固定箱、激光焊接头和工作台,底座的底端边角处均设有支撑腿,底座的顶端一侧边设有伸缩杆,底座的顶端表面设有滑槽,滑槽内设有与滑槽相适配的滑块,滑块的顶端设有工作台,伸缩杆的顶端设有固定箱,固定箱的内部一侧边设有齿轮箱,固定箱内部从上至下依次设有相互平行的齿条一、齿条二和齿条三,且齿条一、齿条二和齿条三均延伸至齿轮箱的外侧,齿条一远离齿轮箱的一侧顶端设有与齿条一相适配的齿轮一,齿条二远离齿轮箱的一侧顶端设有与齿条二相适配的齿轮二,齿条三远离齿轮箱的一侧顶端