
一种小型真空感应炉一炉多浇装置及其使用方法.pdf

Ro****44

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种小型真空感应炉一炉多浇装置及其使用方法.pdf
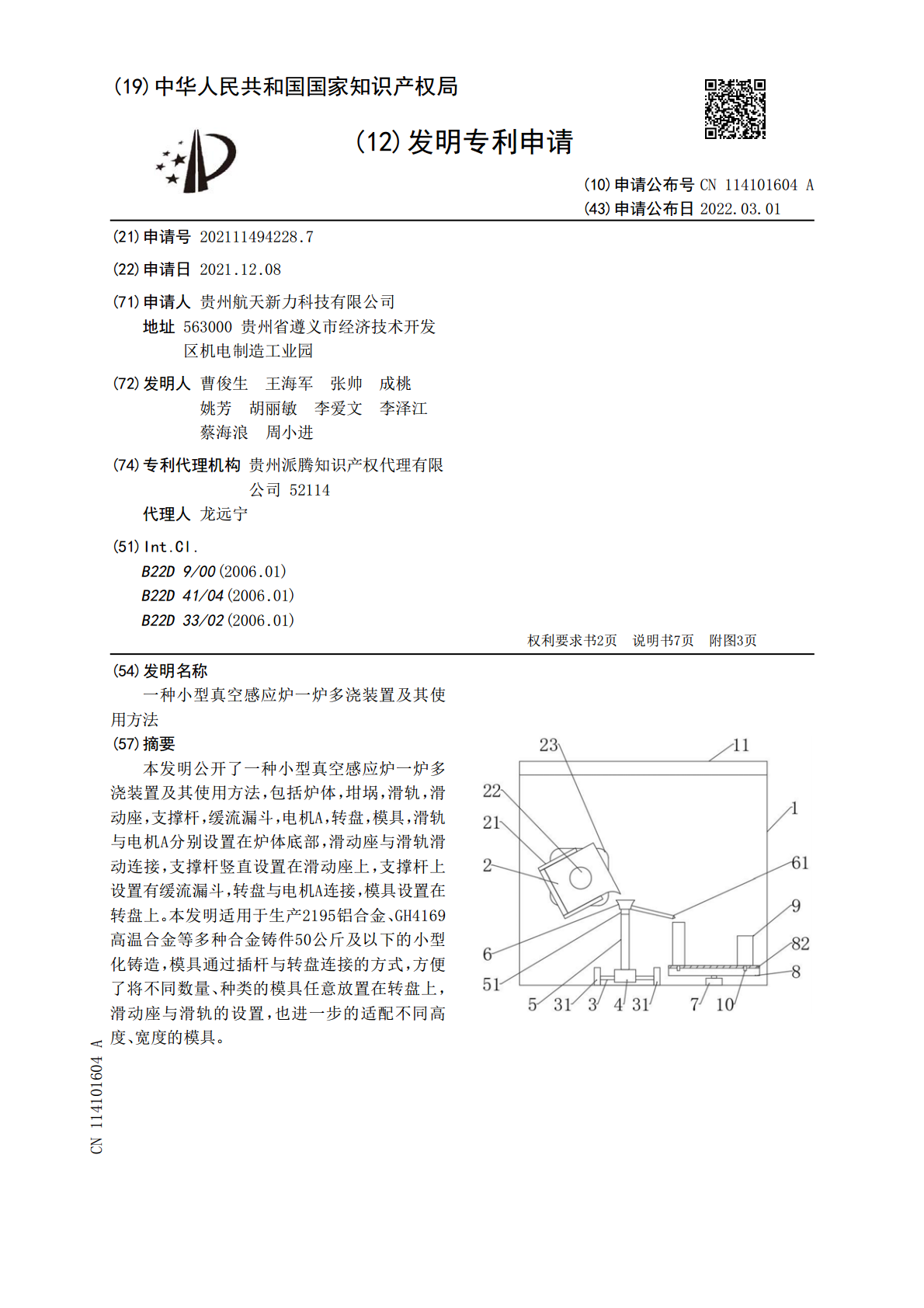
本发明公开了一种小型真空感应炉一炉多浇装置及其使用方法,包括炉体,坩埚,滑轨,滑动座,支撑杆,缓流漏斗,电机A,转盘,模具,滑轨与电机A分别设置在炉体底部,滑动座与滑轨滑动连接,支撑杆竖直设置在滑动座上,支撑杆上设置有缓流漏斗,转盘与电机A连接,模具设置在转盘上。本发明适用于生产2195铝合金、GH4169高温合金等多种合金铸件50公斤及以下的小型化铸造,模具通过插杆与转盘连接的方式,方便了将不同数量、种类的模具任意放置在转盘上,滑动座与滑轨的设置,也进一步的适配不同高度、宽度的模具。

一种真空感应炉一炉多锭浇铸装置及方法.pdf
一种真空感应炉一炉多锭浇铸装置及方法,装置包括真空密封罐、感应炉炉体、电动转台、支撑杆、漏斗型缓流器、溜槽、模具、模具固定架及浇注冒口;漏斗型缓流器通过支撑杆设置在电动转台上,溜槽一端与漏斗型缓流器相连,溜槽下部设有发热线圈,模具以电动转台为中心环向分布,溜槽另一端位于浇注冒口正上方,模具下方设有称重机构。方法为:将设定数量的模具和浇注冒口依次吊装到真空密封罐内的模具固定架上,称重机构调零,向感应炉炉体内加入金属原料,封闭真空密封罐并抽真空,熔化金属原料至设定温度,倾转感应炉炉体将金属液导入模具内,模具内
一种首饰熔炼小型真空感应炉.pdf
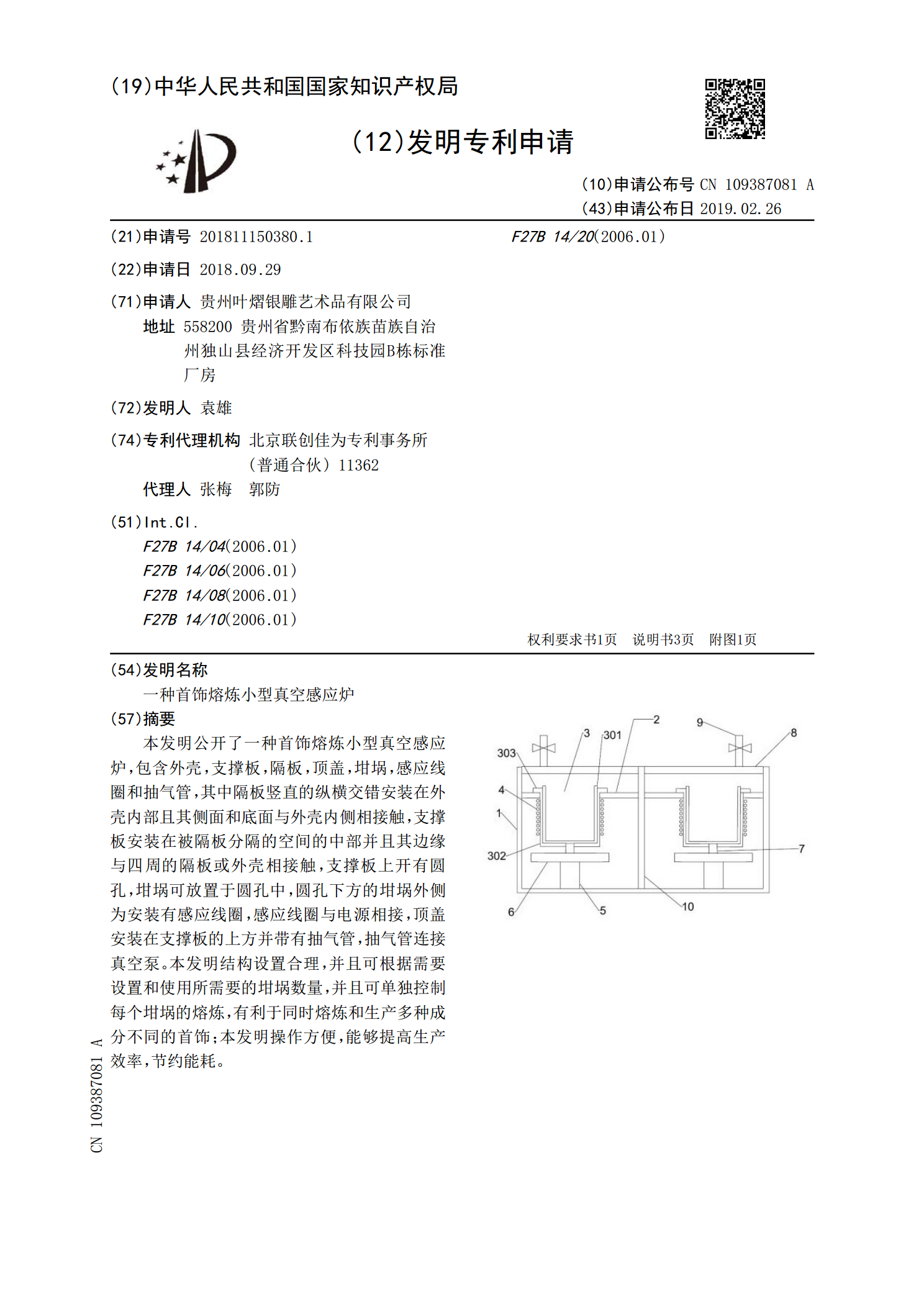
本发明公开了一种首饰熔炼小型真空感应炉,包含外壳,支撑板,隔板,顶盖,坩埚,感应线圈和抽气管,其中隔板竖直的纵横交错安装在外壳内部且其侧面和底面与外壳内侧相接触,支撑板安装在被隔板分隔的空间的中部并且其边缘与四周的隔板或外壳相接触,支撑板上开有圆孔,坩埚可放置于圆孔中,圆孔下方的坩埚外侧为安装有感应线圈,感应线圈与电源相接,顶盖安装在支撑板的上方并带有抽气管,抽气管连接真空泵。本发明结构设置合理,并且可根据需要设置和使用所需要的坩埚数量,并且可单独控制每个坩埚的熔炼,有利于同时熔炼和生产多种成分不同的首饰
一种实现真空感应炉连续浇铸的装置及其方法.pdf
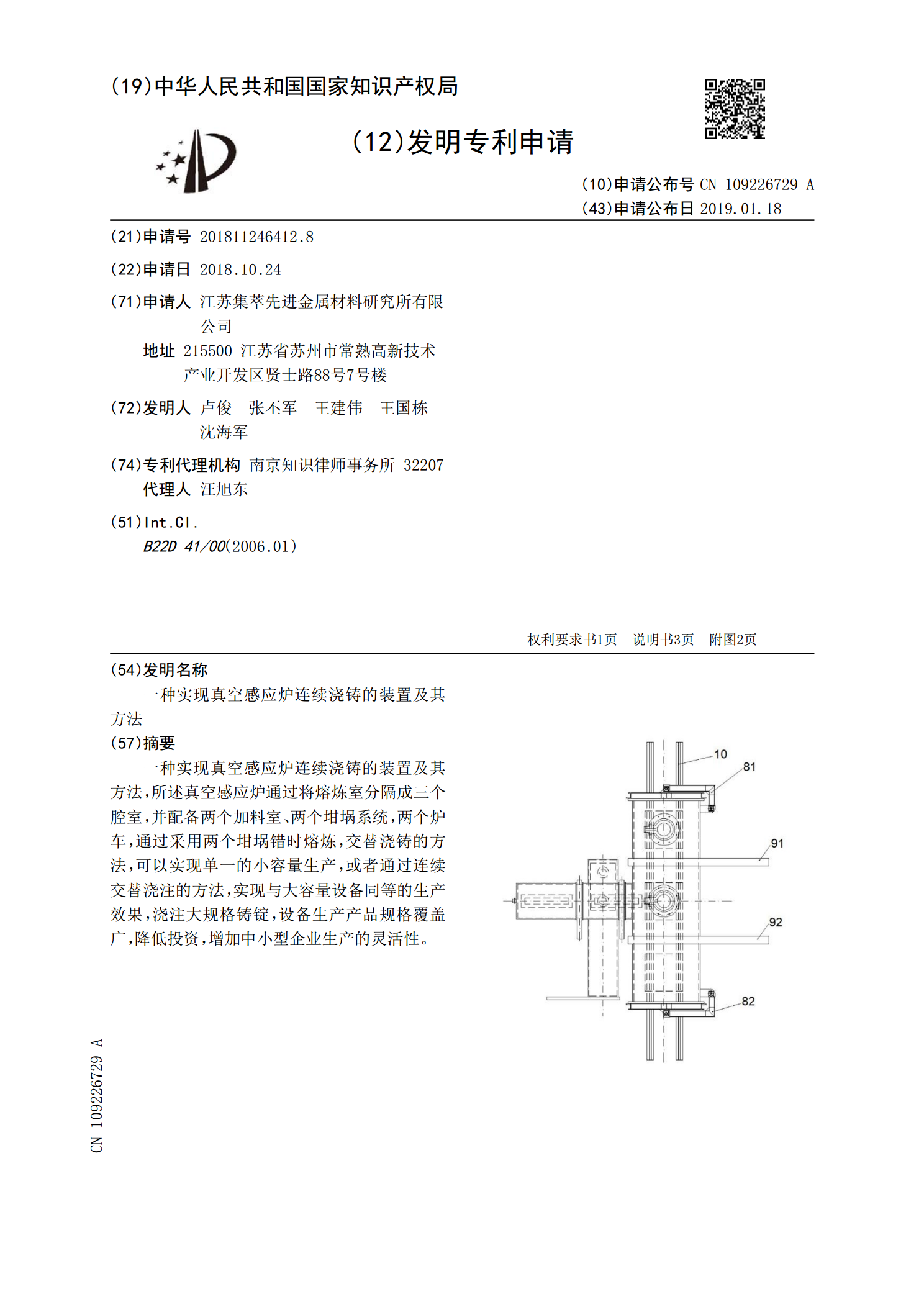
一种实现真空感应炉连续浇铸的装置及其方法,所述真空感应炉通过将熔炼室分隔成三个腔室,并配备两个加料室、两个坩埚系统,两个炉车,通过采用两个坩埚错时熔炼,交替浇铸的方法,可以实现单一的小容量生产,或者通过连续交替浇注的方法,实现与大容量设备同等的生产效果,浇注大规格铸锭,设备生产产品规格覆盖广,降低投资,增加中小型企业生产的灵活性。

上炉盖装置及其真空感应炉.pdf
本发明特别涉及一种上炉盖装置及其真空感应炉,包括:在上炉盖两侧焊接固定支架;将两侧的所述支架通过螺栓固定于梁架驱动机构上;梁架驱动机构被设置在移动导轨机构上;移动导轨机构位于梁架驱动机构的下方;炉盖平台机构与移动导轨机构位于同一平面上;主控系统控制梁架驱动机构带动上炉盖在移动导轨机构及炉盖平台机构上平移,并在在上炉盖装置的上方分别设置第一摄像孔、第一观察孔、测温孔、加料孔、第二摄像孔和第二观察孔;实现上炉盖的开启和关闭;以方便现场操作工观察炉内情况又可以实现远程观察炉内情况,达到增加操作工的便利性,同时做