
适用于人体植入支架的聚合物PALL管材的制备方法.pdf

努力****绮亦


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

适用于人体植入支架的聚合物PALL管材的制备方法.pdf
本发明揭示了一种适用于人体植入支架的聚合物PALL管材的制备方法,包括:原料处理:将原料PLLA真空干燥处理;原料挤出:将原料加热到熔点,通过螺杆挤出机在设定压力下挤出成型,根据出口环状模具不同得到不同厚度和内外径的管材;淬火过程:挤出成型的管材快速通过淬火工艺快速冷却到设定温度,得到初始管;管材增韧增强:将初始管置入不锈钢管内,钢管内径略大于初始管外径;在70‑90℃温度下向初始管施加设定压力,使初始管膨胀至外径与钢管内径相同。本发明提出的适用于人体植入支架的聚合物PALL管材的制备方法,在传统的可降解
用于制备支架的管材及其制备方法、支架及其制备方法.pdf
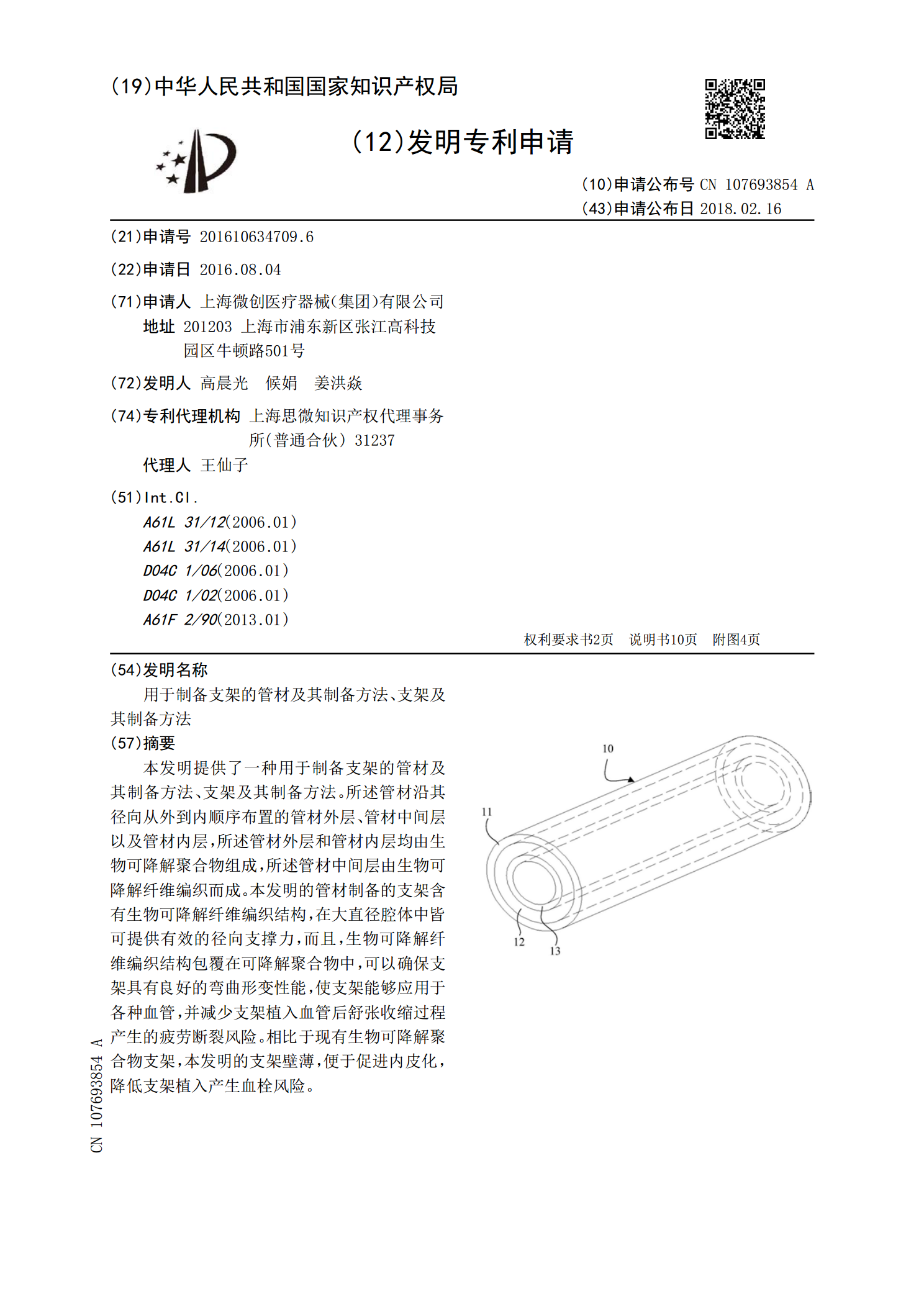
本发明提供了一种用于制备支架的管材及其制备方法、支架及其制备方法。所述管材沿其径向从外到内顺序布置的管材外层、管材中间层以及管材内层,所述管材外层和管材内层均由生物可降解聚合物组成,所述管材中间层由生物可降解纤维编织而成。本发明的管材制备的支架含有生物可降解纤维编织结构,在大直径腔体中皆可提供有效的径向支撑力,而且,生物可降解纤维编织结构包覆在可降解聚合物中,可以确保支架具有良好的弯曲形变性能,使支架能够应用于各种血管,并减少支架植入血管后舒张收缩过程产生的疲劳断裂风险。相比于现有生物可降解聚合物支架,本
支架植入物及其制备方法.pdf
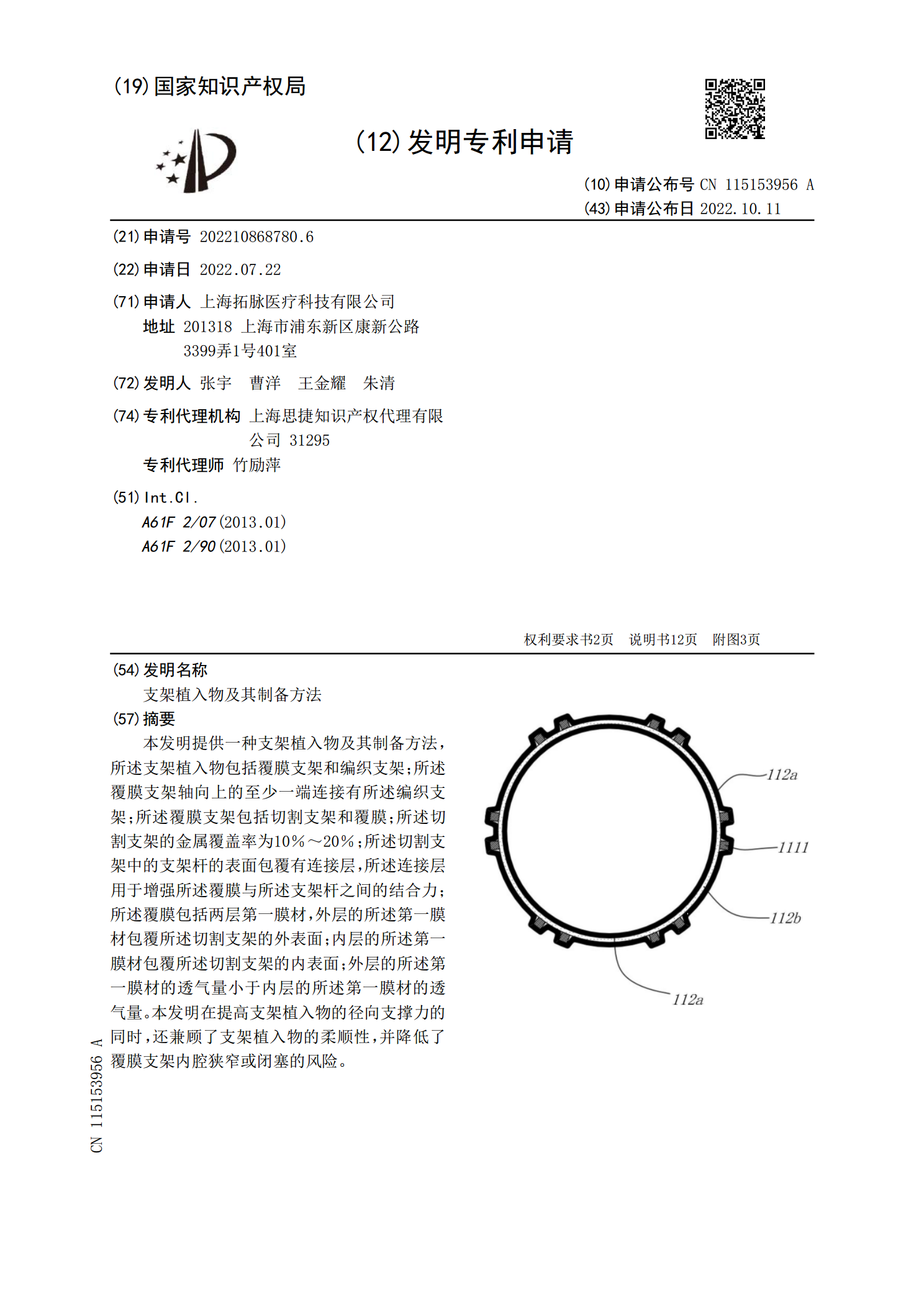
本发明提供一种支架植入物及其制备方法,所述支架植入物包括覆膜支架和编织支架;所述覆膜支架轴向上的至少一端连接有所述编织支架;所述覆膜支架包括切割支架和覆膜;所述切割支架的金属覆盖率为10%~20%;所述切割支架中的支架杆的表面包覆有连接层,所述连接层用于增强所述覆膜与所述支架杆之间的结合力;所述覆膜包括两层第一膜材,外层的所述第一膜材包覆所述切割支架的外表面;内层的所述第一膜材包覆所述切割支架的内表面;外层的所述第一膜材的透气量小于内层的所述第一膜材的透气量。本发明在提高支架植入物的径向支撑力的同时,还兼

一种人体骨骼植入物与制备方法.pdf
本发明公开了一种人体骨骼植入物与制备方法,制备方法包括如下过程:将用于制备人体骨骼植入物的材料冷喷涂至基体表面,在基体表面形成冷喷涂打印体;对冷喷涂打印体和基体共同构成的复合件进行循环热处理和机械加工,得到人体骨骼植入物;或者,将冷喷涂打印体从基体表面分离,对冷喷涂打印体进行循环热处理和机械加工,得到人体骨骼植入物;以质量百分数计,用于制备人体骨骼植入物的材料包括:50%~90%的微米钛合金粉体,10%~50%的亚微米陶瓷粉体。冷喷涂材料不发生熔化,同时高速的碰撞,塑性变形会导致局部的晶粒发生动态再结晶,

一种血管支架用的聚合物管材的加工方法.pdf
本发明公开了一种血管支架用的聚合物管材的加工方法,所述方法包括:(a)将成型的聚合物管材加热至第一温度,并在该温度下保温10‑20min;(b)将加热后的聚合物管材快速放入到模具的型腔内,向聚合物管材中匀速通入热空气,所述管材在热空气的作用下沿径向膨胀变形,并且膨胀后的管材的外壁与所述模具的内壁贴合;(c)打开循环冷却水,并向管材中通入冷空气,将管材快速冷却至室温,开模,得到变形后的管材;其中,所述模具设有冷却水槽,所述冷却水槽内通有循环的冷却水。管材在模具中膨胀,并在模具的作用下速冷,保持了聚合物的取向