
一种UV光固化3D快速成型系统及其打印方法.pdf

Ja****20


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种UV光固化3D快速成型系统及其打印方法.pdf
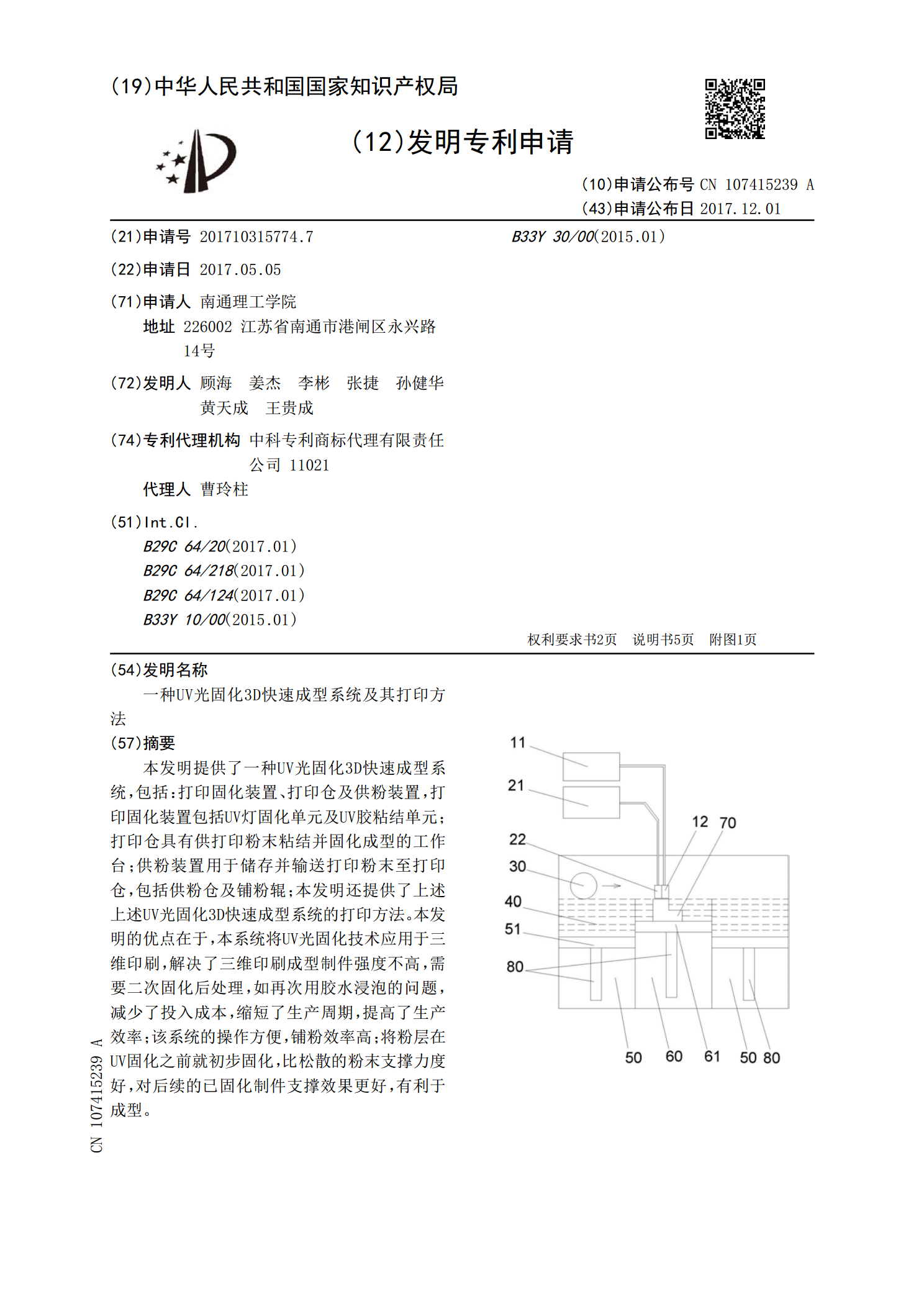
本发明提供了一种UV光固化3D快速成型系统,包括:打印固化装置、打印仓及供粉装置,打印固化装置包括UV灯固化单元及UV胶粘结单元;打印仓具有供打印粉末粘结并固化成型的工作台;供粉装置用于储存并输送打印粉末至打印仓,包括供粉仓及铺粉辊;本发明还提供了上述上述UV光固化3D快速成型系统的打印方法。本发明的优点在于,本系统将UV光固化技术应用于三维印刷,解决了三维印刷成型制件强度不高,需要二次固化后处理,如再次用胶水浸泡的问题,减少了投入成本,缩短了生产周期,提高了生产效率;该系统的操作方便,铺粉效率高;将粉层

光固化3D打印快速成型技术.docx
光固化3D打印快速成型技术光固化3D打印快速成型技术摘要:光固化3D打印技术是一种基于照射液态光固化物并通过逐层堆积实现构件形成的快速成型技术。本论文首先介绍了光固化3D打印技术的原理与发展历程,然后详细阐述了其在工业制造、医疗器械、建筑设计等领域的应用,并探讨了该技术未来的发展趋势。1.引言光固化3D打印技术是一种基于光能固化物料逐层构建三维物体的快速成型技术。近年来,随着材料科学和光学技术的发展,光固化3D打印技术在工业制造、医疗器械、建筑设计等领域得到了广泛的应用。本论文旨在对该技术进行全面的介绍和

UV光固化3D打印树脂及其制备方法和应用.pdf
本发明公开一种UV光固化3D打印树脂及其制备方法和应用,包括以下步骤:将酸酐类化合物、阻聚剂、羟基丙烯酸酯和催化剂依次加入反应釜中,并50‑120℃条件下搅拌1‑12h;然后加入双酚A环氧树脂、催化剂、阻聚剂,继续加热搅拌,至反应体系的酸值AV≤5,加入丙烯酸酯类单体,搅拌均匀,制得UV光固化3D打印树脂。本发明使用酸酐类化合物,在催化剂的作用下酸酐开环,与羟基丙烯酸酯酯化反应,生成羧酸中间体化合物,并在催化剂的作用下与环氧树脂反应,生成一种改性环氧丙烯酸树脂;通过进一步引入丙烯酸酯类单体,提供更多双键的

一种光固化3D打印液及其制备系统与方法.pdf
本发明涉及3D打印液,更具体的说是一种光固化3D打印液,金属颗粒与预聚体混合1比1混合,金属颗粒的粒径为40‑50nm,预聚体为环氧树脂预聚体或丙烯酸酯预聚体,所述金属颗粒上设置有多个凹槽;步骤一:将40‑50nm的多个金属颗粒放置在散料机构上,散料机构将金属颗粒分散撒落经过腐蚀机构;步骤二:超声波雾化器将腐蚀液体雾化喷在下落的金属颗粒上,腐蚀液体将金属颗粒腐蚀;步骤三:腐蚀完成的金属颗粒落在过滤带上,通过水将过滤带上的金属颗粒进行冲洗,搅拌机构Ⅰ对其进行搅拌将金属颗粒上的残留腐蚀液体清除;步骤四:横移机
一种光固化3D打印方法及打印系统.pdf
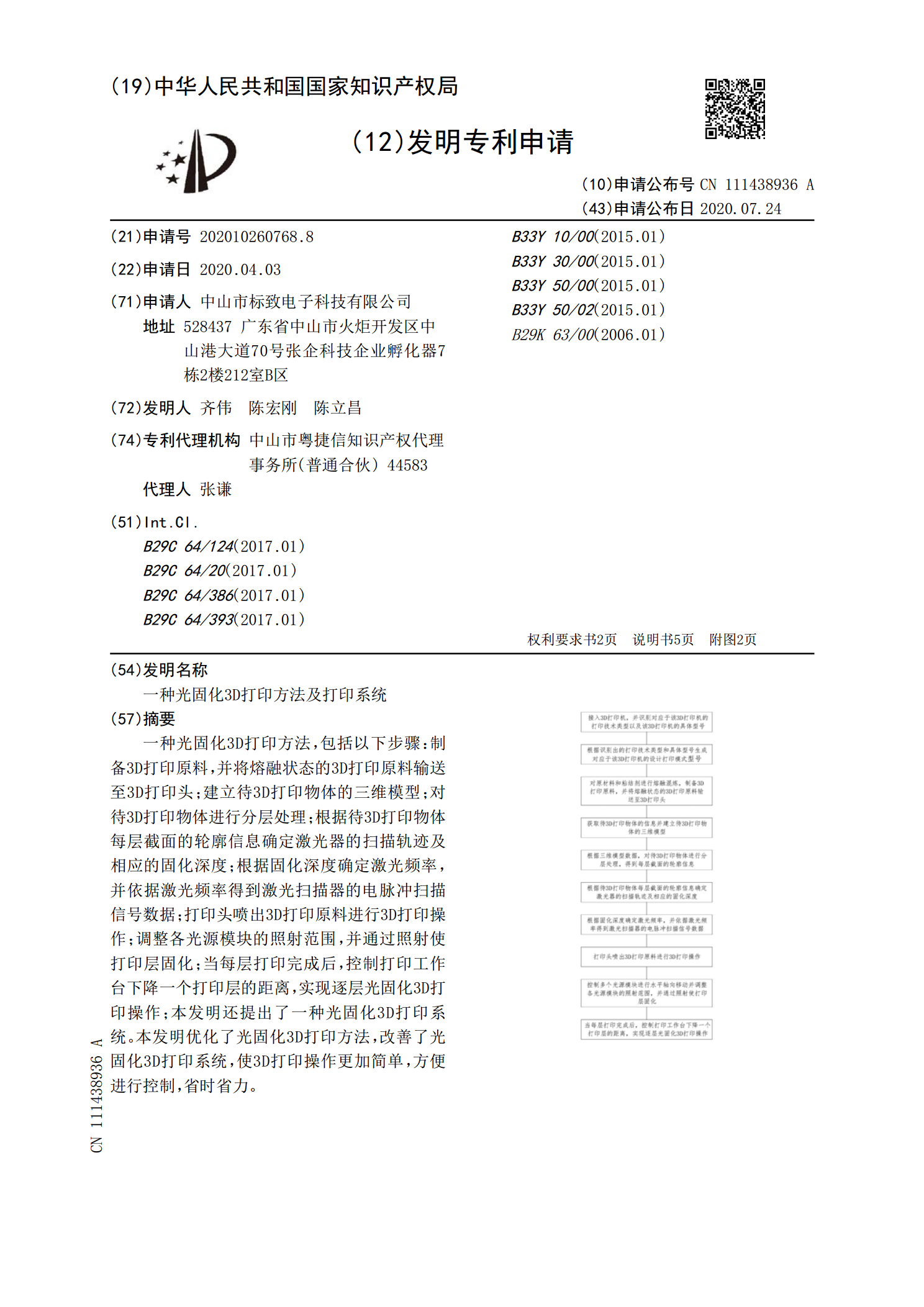
一种光固化3D打印方法,包括以下步骤:制备3D打印原料,并将熔融状态的3D打印原料输送至3D打印头;建立待3D打印物体的三维模型;对待3D打印物体进行分层处理;根据待3D打印物体每层截面的轮廓信息确定激光器的扫描轨迹及相应的固化深度;根据固化深度确定激光频率,并依据激光频率得到激光扫描器的电脉冲扫描信号数据;打印头喷出3D打印原料进行3D打印操作;调整各光源模块的照射范围,并通过照射使打印层固化;当每层打印完成后,控制打印工作台下降一个打印层的距离,实现逐层光固化3D打印操作;本发明还提出了一种光固化3D