
一种大型薄壁零件复杂曲面镜像加工方法.pdf

闪闪****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大型薄壁零件复杂曲面镜像加工方法.pdf
本发明一种大型薄壁零件复杂曲面镜像加工方法属于大型薄壁零件加工技术领域,特别涉及一种大型薄壁零件复杂曲面镜像加工方法。该方法采用的加工装备为左右对称结构布局,用特制的加工装备进行测量和镜像加工,利用线激光传感器测量工件,用电涡流传感器测量距离工件表面的位移,压电传感器用来测量支撑力的大小。对测量数据进行噪点去除、数据精简、数据拼接,生成目标曲面。进行加工轨迹规划和支撑轨迹规划,根据局部法矢和支动态撑力进行测量,进行镜像铣削加工。该方法在一次装卡安装后,可对薄壁零件进行测量及镜像加工,测量实时性好、准确性高
一种基于力反馈控制的大型薄壁零件镜像加工方法.pdf
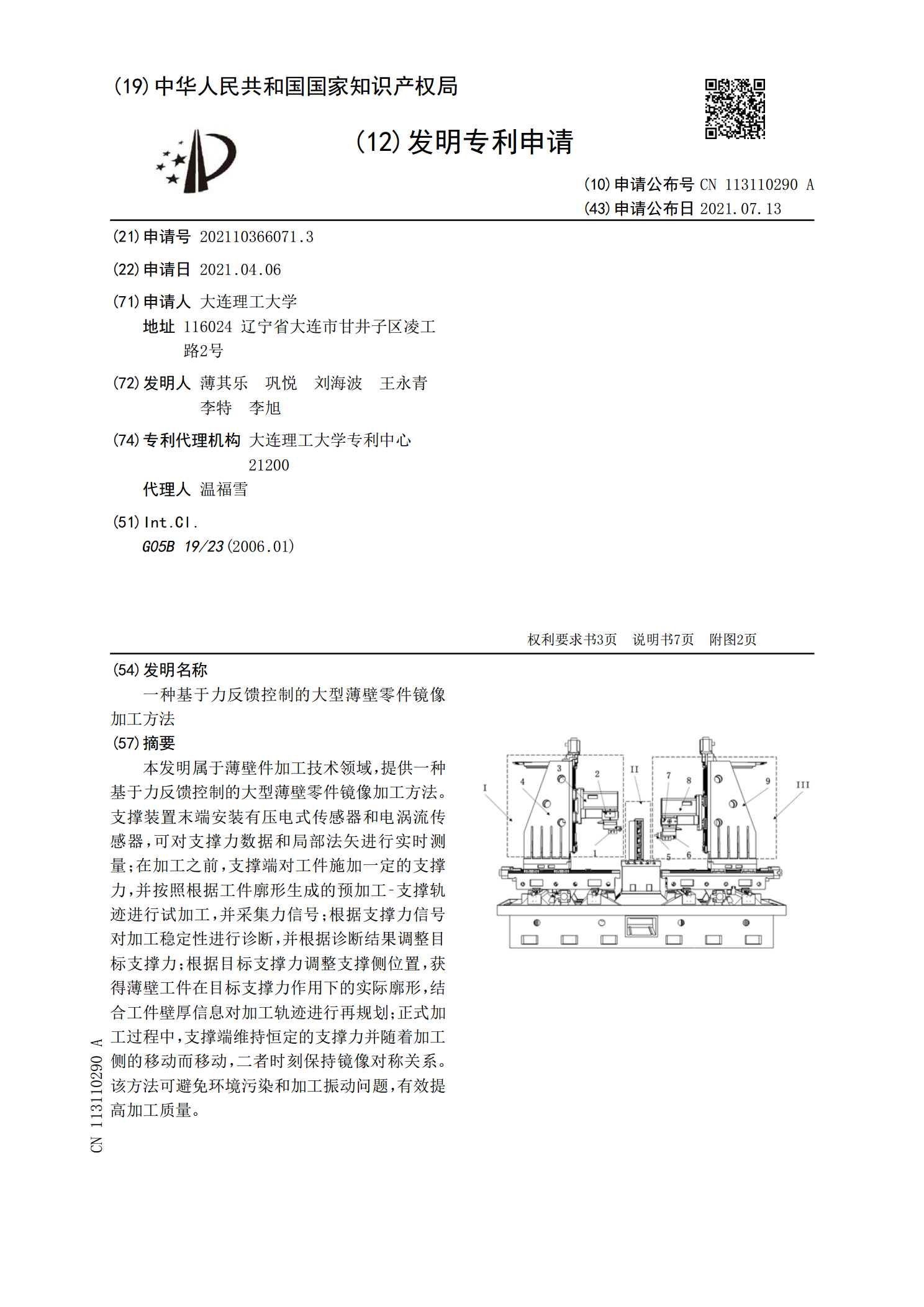
本发明属于薄壁件加工技术领域,提供一种基于力反馈控制的大型薄壁零件镜像加工方法。支撑装置末端安装有压电式传感器和电涡流传感器,可对支撑力数据和局部法矢进行实时测量;在加工之前,支撑端对工件施加一定的支撑力,并按照根据工件廓形生成的预加工‑支撑轨迹进行试加工,并采集力信号;根据支撑力信号对加工稳定性进行诊断,并根据诊断结果调整目标支撑力;根据目标支撑力调整支撑侧位置,获得薄壁工件在目标支撑力作用下的实际廓形,结合工件壁厚信息对加工轨迹进行再规划;正式加工过程中,支撑端维持恒定的支撑力并随着加工侧的移动而移动

复杂薄壁曲面钣金零件成形分析及加工.docx
复杂薄壁曲面钣金零件成形分析及加工复杂薄壁曲面钣金零件成形分析及加工摘要:薄壁曲面钣金零件是一种常见的工业零件,在汽车、航空航天、电子等领域广泛应用。由于其复杂的几何形状和材料特性,其成形过程和加工方法也具有一定的复杂性。本文将对复杂薄壁曲面钣金零件的成形分析和加工进行讨论,介绍了常见的成形方法和加工工艺,分析了各种因素对成形和加工的影响,并提出了一些改进措施,以提高复杂薄壁曲面钣金零件的成形性能和加工精度。关键词:薄壁曲面钣金零件、成形分析、加工工艺、影响因素、改进措施1.引言薄壁曲面钣金零件是一种常见

一种大型薄壁构件镜像加工支撑侧的支撑方法.pdf
本发明一种大型薄壁构件镜像加工支撑侧的支撑方法属于一种工业机器人加工应用技术领域,涉及一种基于阻抗控制的大型薄壁构件镜像加工支撑侧近恒刚度支撑方法。方法采用支撑机器人与加工机器人对大型薄壁构件进行镜像加工;采用阻抗控制策略根据力传感器的反馈信息,自动调整支撑机构的姿态和位置,实现位置、姿态和力的混合控制;用力传感器测量支撑力信号,实时反馈支撑力大小与表面法矢改变情况,由数据采集卡进行A/D转换后传输给工控机,将测量所得的支撑力信号进行处理,在原有的轨迹上进行修正,实现支撑力的精确与稳定控制。该方法实现简单

曲面罩薄壁零件加工工艺.docx
曲面罩薄壁零件加工工艺随着制造业的不断发展,曲面罩薄壁零件已经成为了制造业中的一个重要组成部分。曲面罩薄壁零件具有结构轻巧、抗压能力强等特点,广泛应用于汽车、航空、航天、船舶等领域。针对曲面罩薄壁零件的加工工艺,本文从材料选择、加工工艺、装夹及测量几个方面进行分析。一、材料选择曲面罩薄壁零件材料的选择直接影响零件的性能、加工难度和工艺费用。一般选用的材料包括铝合金、不锈钢、高温合金等。其中铝合金的特点是成本低,成形性好,但是抗腐蚀性和耐高温性能较差;不锈钢的耐腐蚀性好,但是成形性较差,易加工硬化;高温合金