
一种基于力反馈控制的大型薄壁零件镜像加工方法.pdf

努力****元恺


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于力反馈控制的大型薄壁零件镜像加工方法.pdf
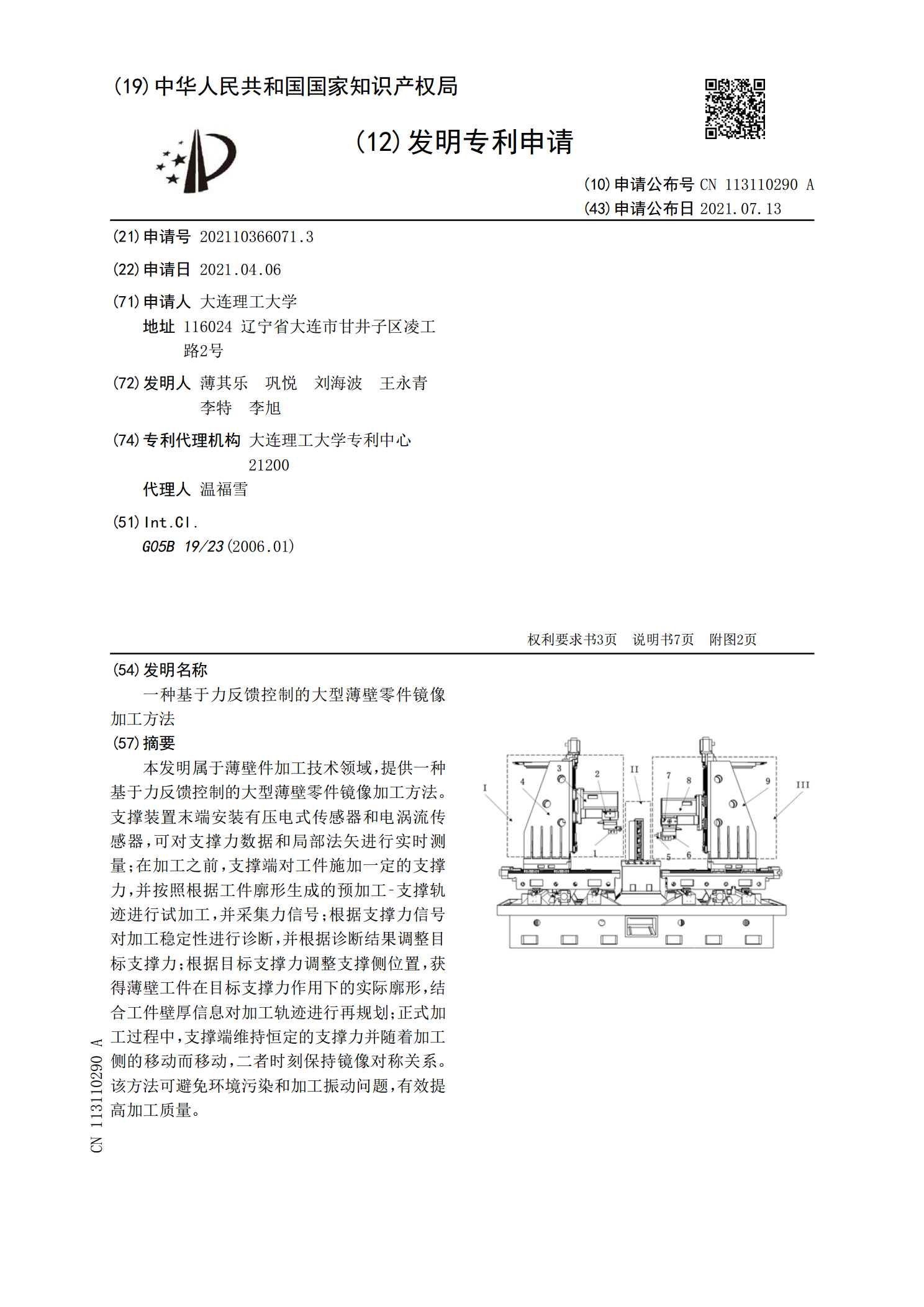
本发明属于薄壁件加工技术领域,提供一种基于力反馈控制的大型薄壁零件镜像加工方法。支撑装置末端安装有压电式传感器和电涡流传感器,可对支撑力数据和局部法矢进行实时测量;在加工之前,支撑端对工件施加一定的支撑力,并按照根据工件廓形生成的预加工‑支撑轨迹进行试加工,并采集力信号;根据支撑力信号对加工稳定性进行诊断,并根据诊断结果调整目标支撑力;根据目标支撑力调整支撑侧位置,获得薄壁工件在目标支撑力作用下的实际廓形,结合工件壁厚信息对加工轨迹进行再规划;正式加工过程中,支撑端维持恒定的支撑力并随着加工侧的移动而移动

一种大型薄壁零件复杂曲面镜像加工方法.pdf
本发明一种大型薄壁零件复杂曲面镜像加工方法属于大型薄壁零件加工技术领域,特别涉及一种大型薄壁零件复杂曲面镜像加工方法。该方法采用的加工装备为左右对称结构布局,用特制的加工装备进行测量和镜像加工,利用线激光传感器测量工件,用电涡流传感器测量距离工件表面的位移,压电传感器用来测量支撑力的大小。对测量数据进行噪点去除、数据精简、数据拼接,生成目标曲面。进行加工轨迹规划和支撑轨迹规划,根据局部法矢和支动态撑力进行测量,进行镜像铣削加工。该方法在一次装卡安装后,可对薄壁零件进行测量及镜像加工,测量实时性好、准确性高

一种大型薄壁构件镜像加工支撑侧的支撑方法.pdf
本发明一种大型薄壁构件镜像加工支撑侧的支撑方法属于一种工业机器人加工应用技术领域,涉及一种基于阻抗控制的大型薄壁构件镜像加工支撑侧近恒刚度支撑方法。方法采用支撑机器人与加工机器人对大型薄壁构件进行镜像加工;采用阻抗控制策略根据力传感器的反馈信息,自动调整支撑机构的姿态和位置,实现位置、姿态和力的混合控制;用力传感器测量支撑力信号,实时反馈支撑力大小与表面法矢改变情况,由数据采集卡进行A/D转换后传输给工控机,将测量所得的支撑力信号进行处理,在原有的轨迹上进行修正,实现支撑力的精确与稳定控制。该方法实现简单

基于PMAC的大型薄壁构件镜像加工软件系统研发.docx
基于PMAC的大型薄壁构件镜像加工软件系统研发论文题目:基于PMAC的大型薄壁构件镜像加工软件系统研发摘要:随着工业的发展,大型薄壁构件在航空航天、汽车、轨道交通等领域的应用越来越广泛。在制造过程中,精确的镜像加工技术对于保证构件质量至关重要。本文以大型薄壁构件的镜像加工为研究对象,基于PMAC(ProgrammableMulti-AxisController)设计并开发了一种新型的镜像加工软件系统。通过该系统的应用,实现了高精度、高效率的大型薄壁构件镜像加工。关键词:大型薄壁构件;镜像加工;PMAC;软
一种薄壁零件加工方法以及薄壁零件.pdf
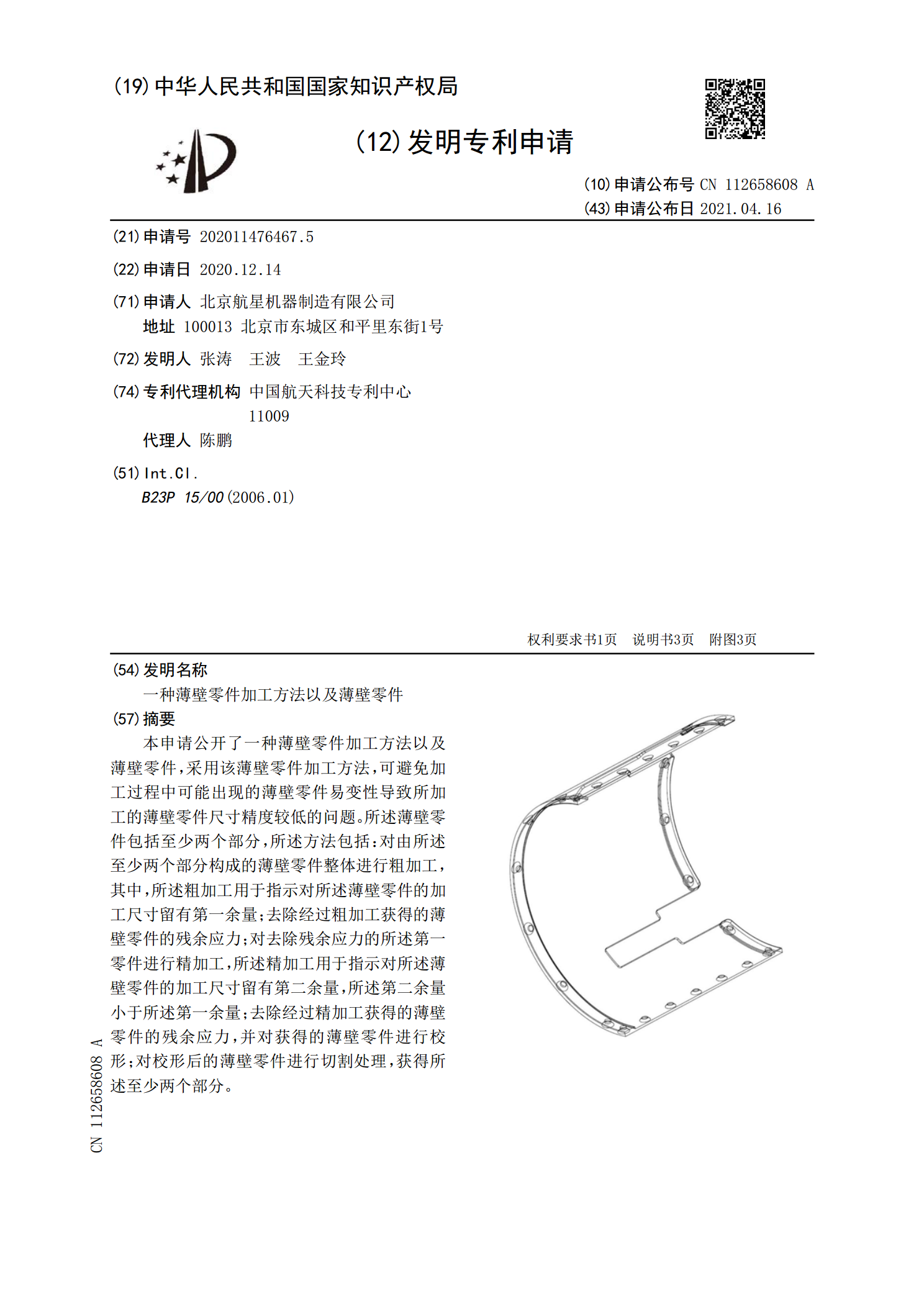
本申请公开了一种薄壁零件加工方法以及薄壁零件,采用该薄壁零件加工方法,可避免加工过程中可能出现的薄壁零件易变性导致所加工的薄壁零件尺寸精度较低的问题。所述薄壁零件包括至少两个部分,所述方法包括:对由所述至少两个部分构成的薄壁零件整体进行粗加工,其中,所述粗加工用于指示对所述薄壁零件的加工尺寸留有第一余量;去除经过粗加工获得的薄壁零件的残余应力;对去除残余应力的所述第一零件进行精加工,所述精加工用于指示对所述薄壁零件的加工尺寸留有第二余量,所述第二余量小于所述第一余量;去除经过精加工获得的薄壁零件的残余应力