
一种大型薄壁件支撑装置及方法.pdf

一吃****继勇


1/7
2/7
3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型薄壁件支撑装置及方法.pdf
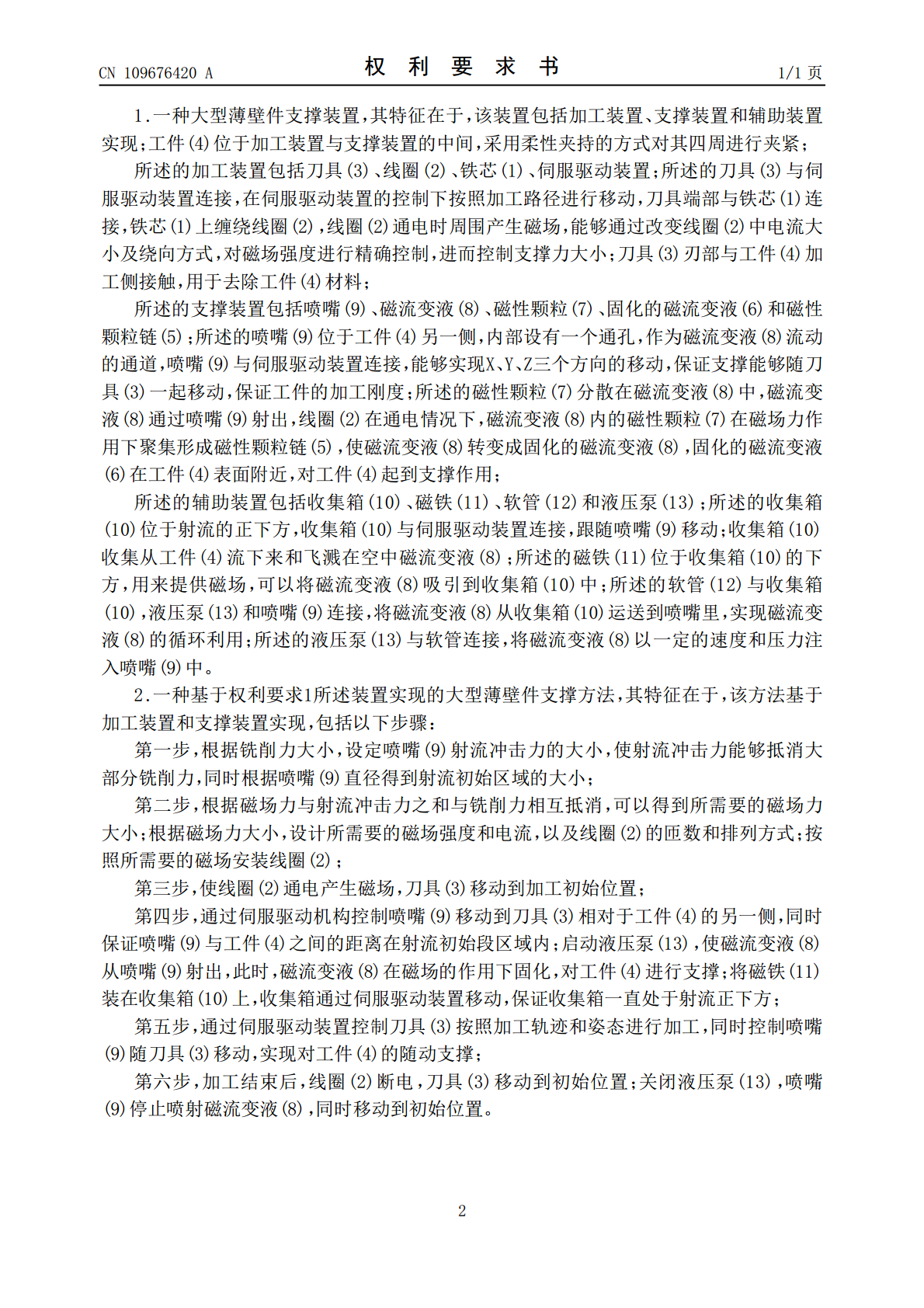
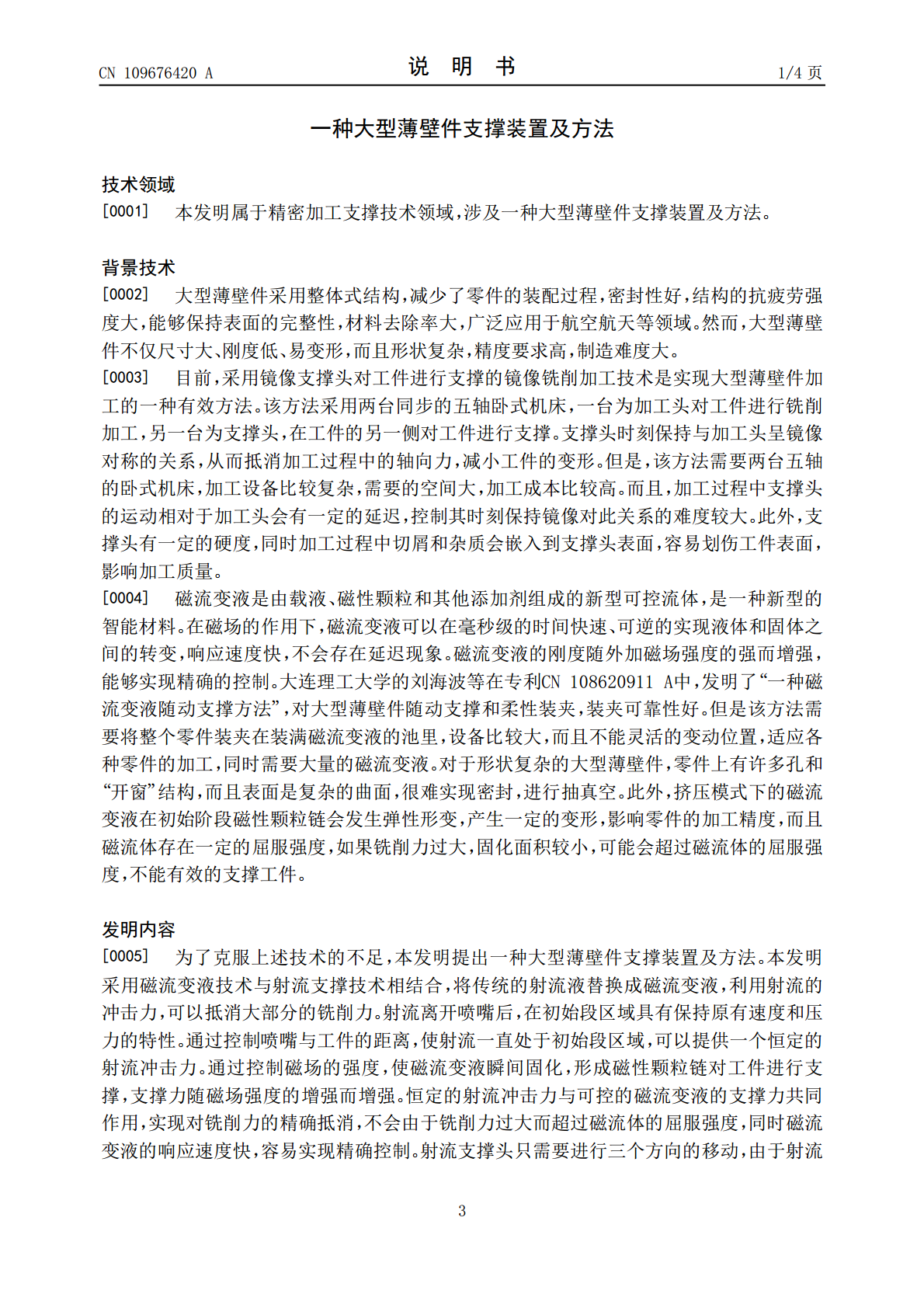
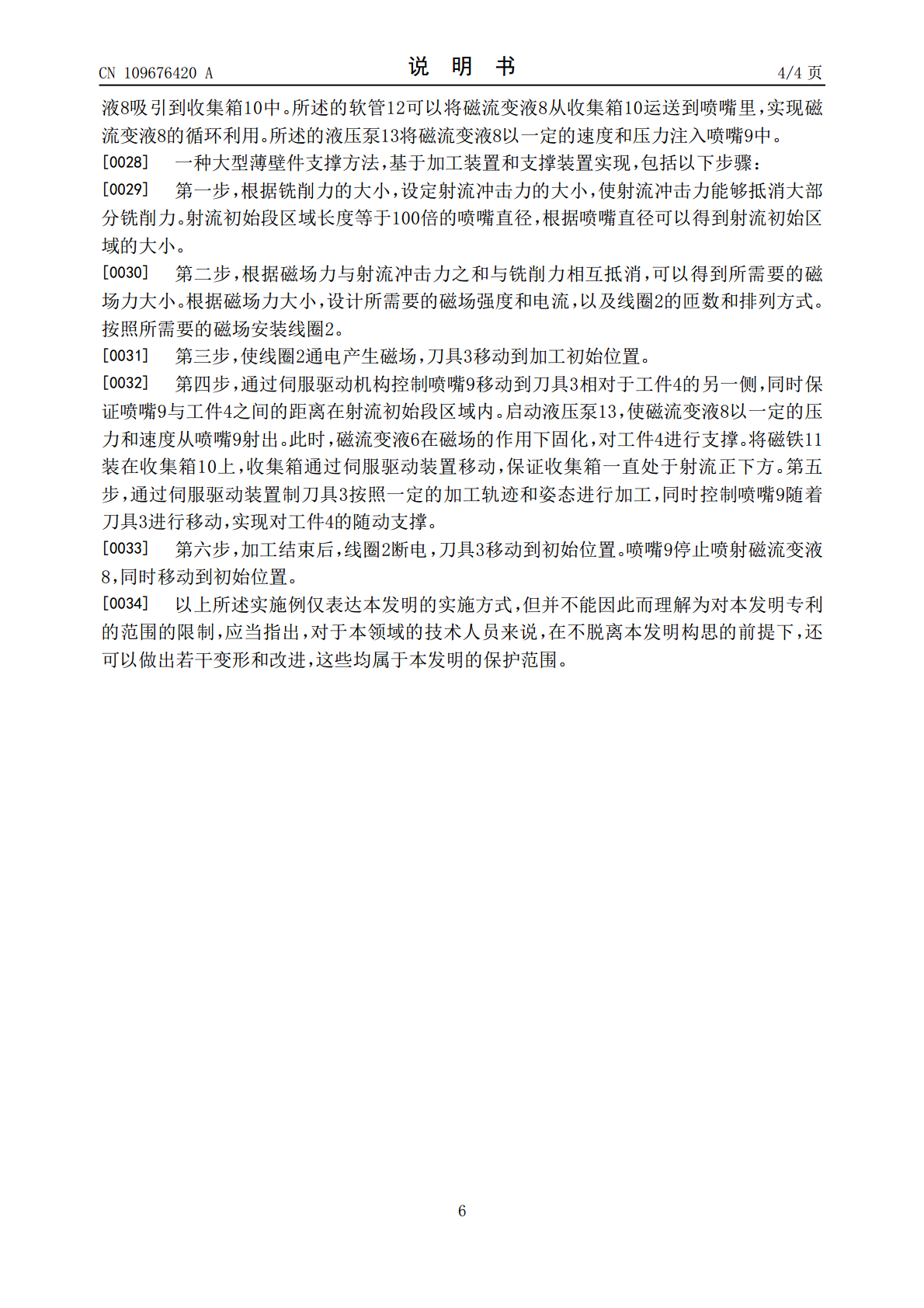
一种大型薄壁件支撑装置及方法,属于精密加工支撑技术领域。大型薄壁件支撑装置包括加工装置和支撑装置,工件位于加工装置与支撑装置的中间,采用柔性夹持的方式对其四周进行夹紧。加工装置中的刀具与铁芯连接,铁芯上缠绕线圈,线圈通电时周围产生磁场,刀具刃部与工件加工侧接触。该支撑方法采用磁流变液技术与射流支撑技术相结合,利用射流冲击力抵消部分铣削力;通过改变线圈电流大小及绕向方式,对磁场强度进行控制,磁流变液瞬间固化,对工件进行支撑。本发明采用磁流变液,响应速度快,支撑力可控,能够实现对工件的柔性随动支撑,防止加工过

一种用于薄壁件加工的动压支撑装置及方法.pdf
一种用于薄壁件加工的动压支撑装置及方法,属于精密加工支撑技术领域。动压支撑装置包括加工系统和动压系统,加工系统的刀具位于工件加工侧,与伺服进给系统连接,工件位于刀具和动压系统中间。动压系统中的滚轮位于工件支撑侧,浸在润滑油中,滚轮与工件之间形成楔形间隙,滚轮通过电机带动转动,与工件表面形成动压油膜,实现对工件柔性支撑;润滑油通过供油槽上的供油口注入供油槽内,并通过柔性膜进行密封。本发明通过动压油膜使工件和滚轮分开,滚轮与工件不直接接触,不会在工件表面产生划痕。同时,油膜具有很强的吸振性,能够有效的抑制加工
一种大型薄壁件镜像加工磁流变可适刚度支撑装置.pdf
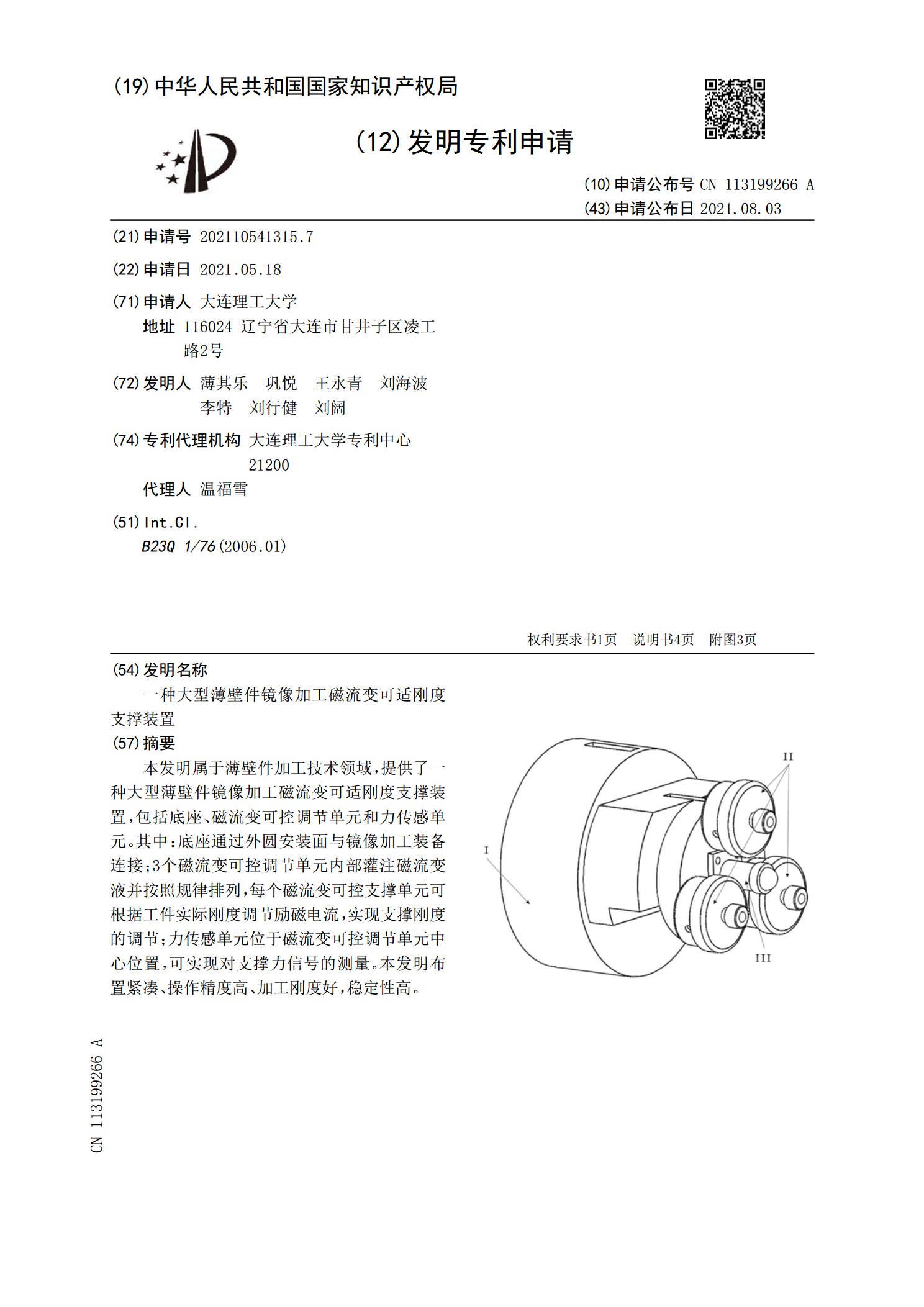
本发明属于薄壁件加工技术领域,提供了一种大型薄壁件镜像加工磁流变可适刚度支撑装置,包括底座、磁流变可控调节单元和力传感单元。其中:底座通过外圆安装面与镜像加工装备连接;3个磁流变可控调节单元内部灌注磁流变液并按照规律排列,每个磁流变可控支撑单元可根据工件实际刚度调节励磁电流,实现支撑刚度的调节;力传感单元位于磁流变可控调节单元中心位置,可实现对支撑力信号的测量。本发明布置紧凑、操作精度高、加工刚度好,稳定性高。

一种大型薄壁构件镜像加工支撑侧的支撑方法.pdf
本发明一种大型薄壁构件镜像加工支撑侧的支撑方法属于一种工业机器人加工应用技术领域,涉及一种基于阻抗控制的大型薄壁构件镜像加工支撑侧近恒刚度支撑方法。方法采用支撑机器人与加工机器人对大型薄壁构件进行镜像加工;采用阻抗控制策略根据力传感器的反馈信息,自动调整支撑机构的姿态和位置,实现位置、姿态和力的混合控制;用力传感器测量支撑力信号,实时反馈支撑力大小与表面法矢改变情况,由数据采集卡进行A/D转换后传输给工控机,将测量所得的支撑力信号进行处理,在原有的轨迹上进行修正,实现支撑力的精确与稳定控制。该方法实现简单
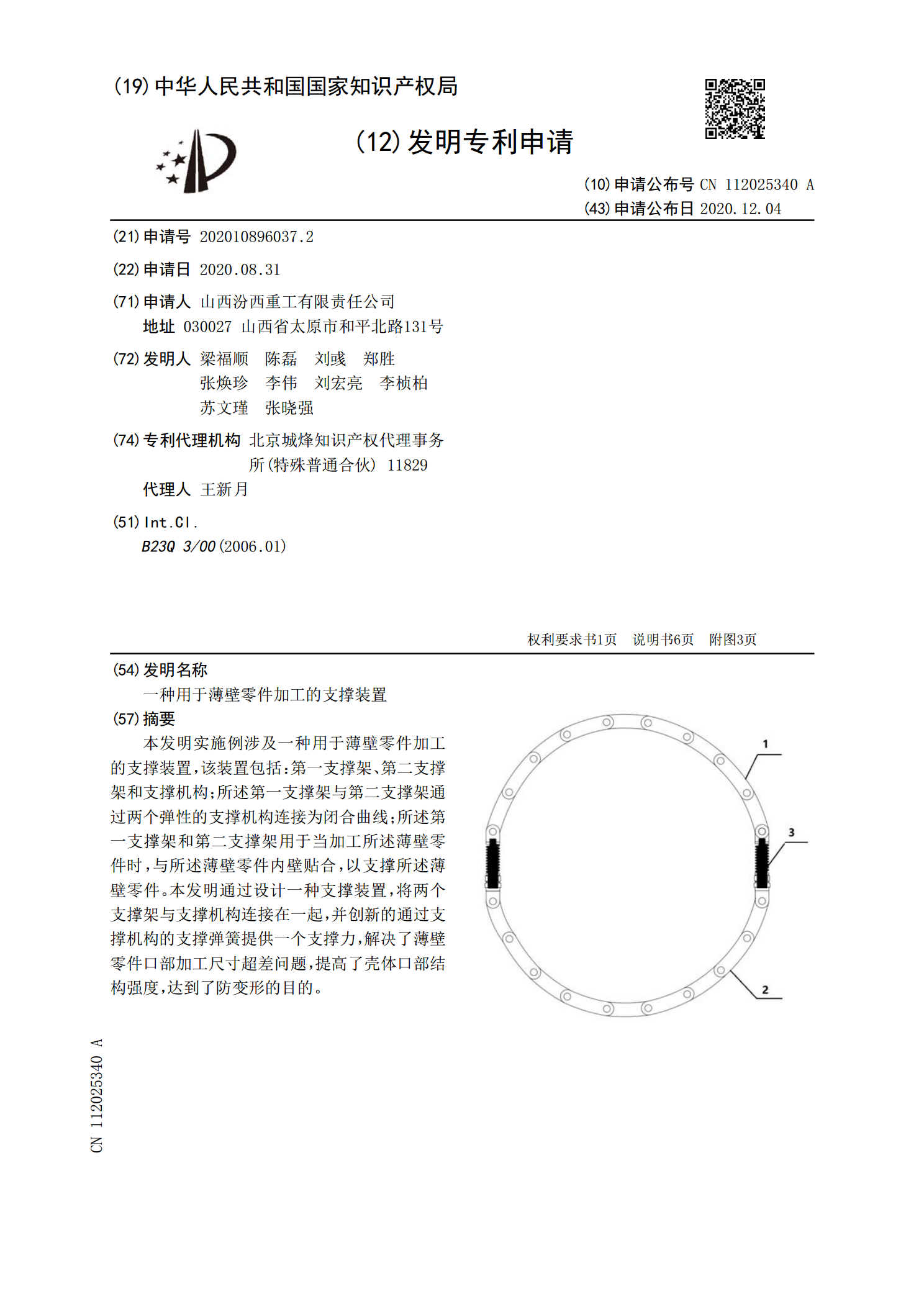
一种用于薄壁零件加工的支撑装置.pdf
本发明实施例涉及一种用于薄壁零件加工的支撑装置,该装置包括:第一支撑架、第二支撑架和支撑机构;所述第一支撑架与第二支撑架通过两个弹性的支撑机构连接为闭合曲线;所述第一支撑架和第二支撑架用于当加工所述薄壁零件时,与所述薄壁零件内壁贴合,以支撑所述薄壁零件。本发明通过设计一种支撑装置,将两个支撑架与支撑机构连接在一起,并创新的通过支撑机构的支撑弹簧提供一个支撑力,解决了薄壁零件口部加工尺寸超差问题,提高了壳体口部结构强度,达到了防变形的目的。