
一种方管焊接内侧支撑装置及方管焊接防变形方法.pdf

猫巷****盟主

1/10
2/10
3/10
4/10
5/10
6/10
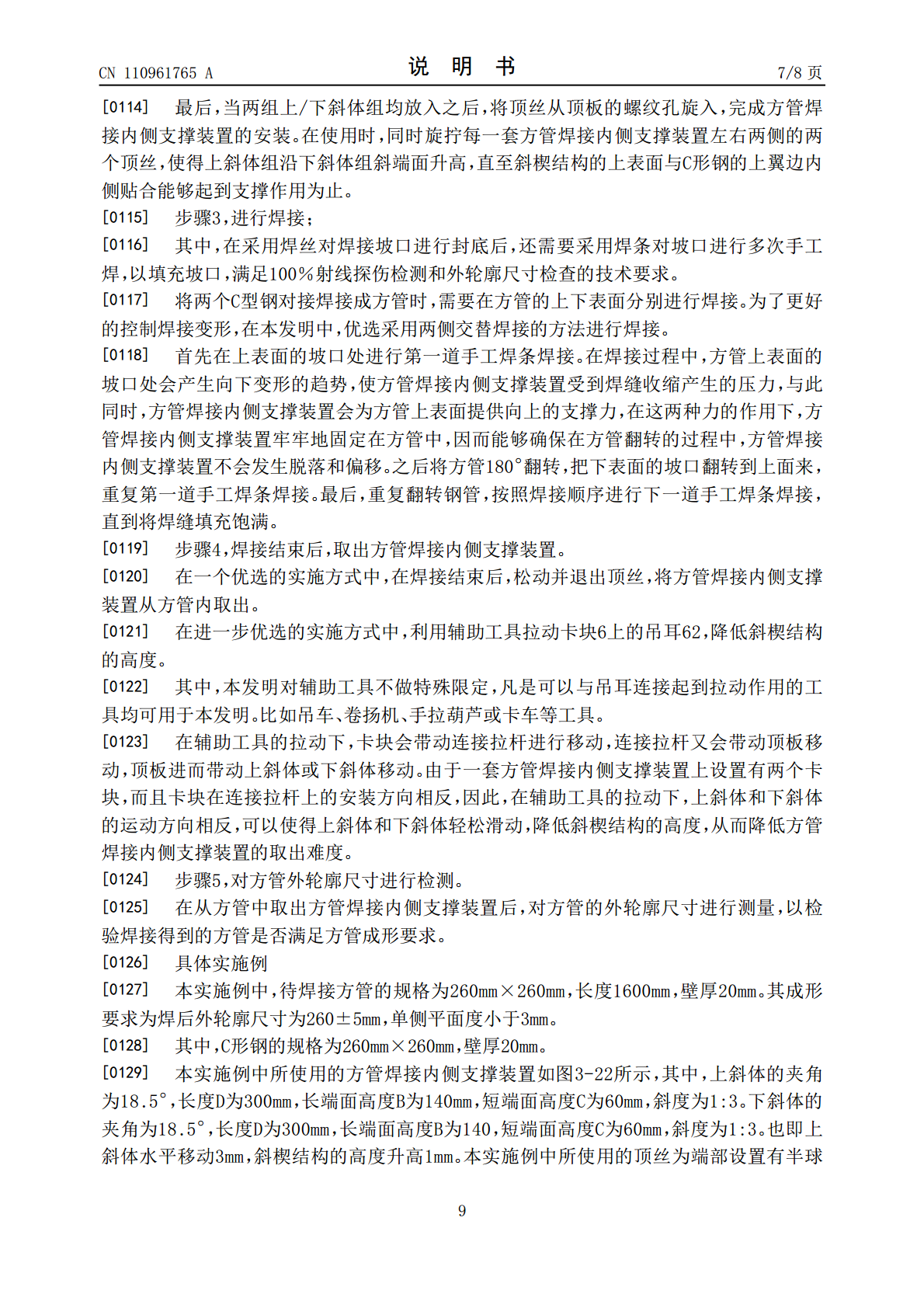
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种方管焊接内侧支撑装置及方管焊接防变形方法.pdf
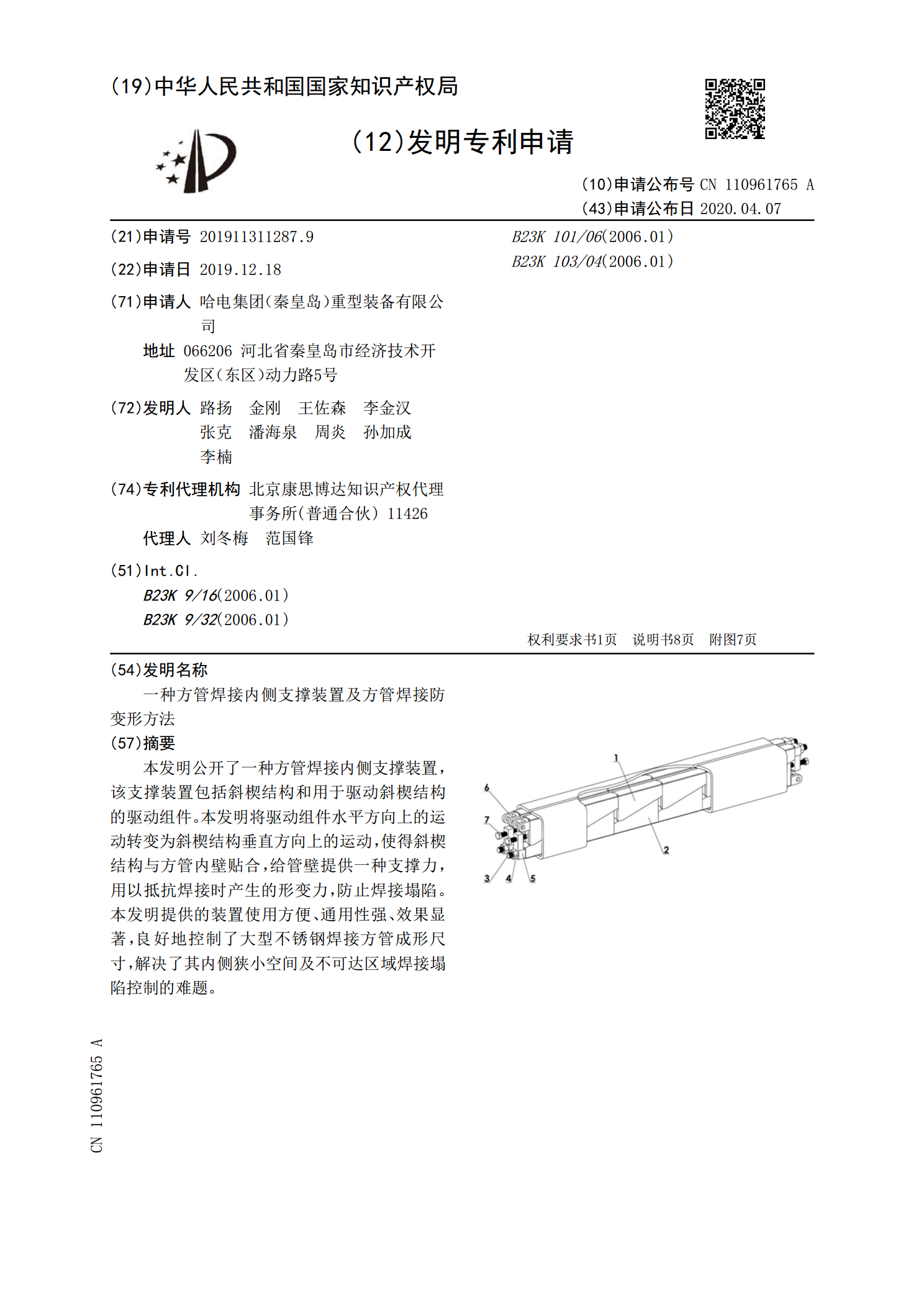
本发明公开了一种方管焊接内侧支撑装置,该支撑装置包括斜楔结构和用于驱动斜楔结构的驱动组件。本发明将驱动组件水平方向上的运动转变为斜楔结构垂直方向上的运动,使得斜楔结构与方管内壁贴合,给管壁提供一种支撑力,用以抵抗焊接时产生的形变力,防止焊接塌陷。本发明提供的装置使用方便、通用性强、效果显著,良好地控制了大型不锈钢焊接方管成形尺寸,解决了其内侧狭小空间及不可达区域焊接塌陷控制的难题。
内衬管防翻边焊接内侧支撑装置及支撑方法.pdf
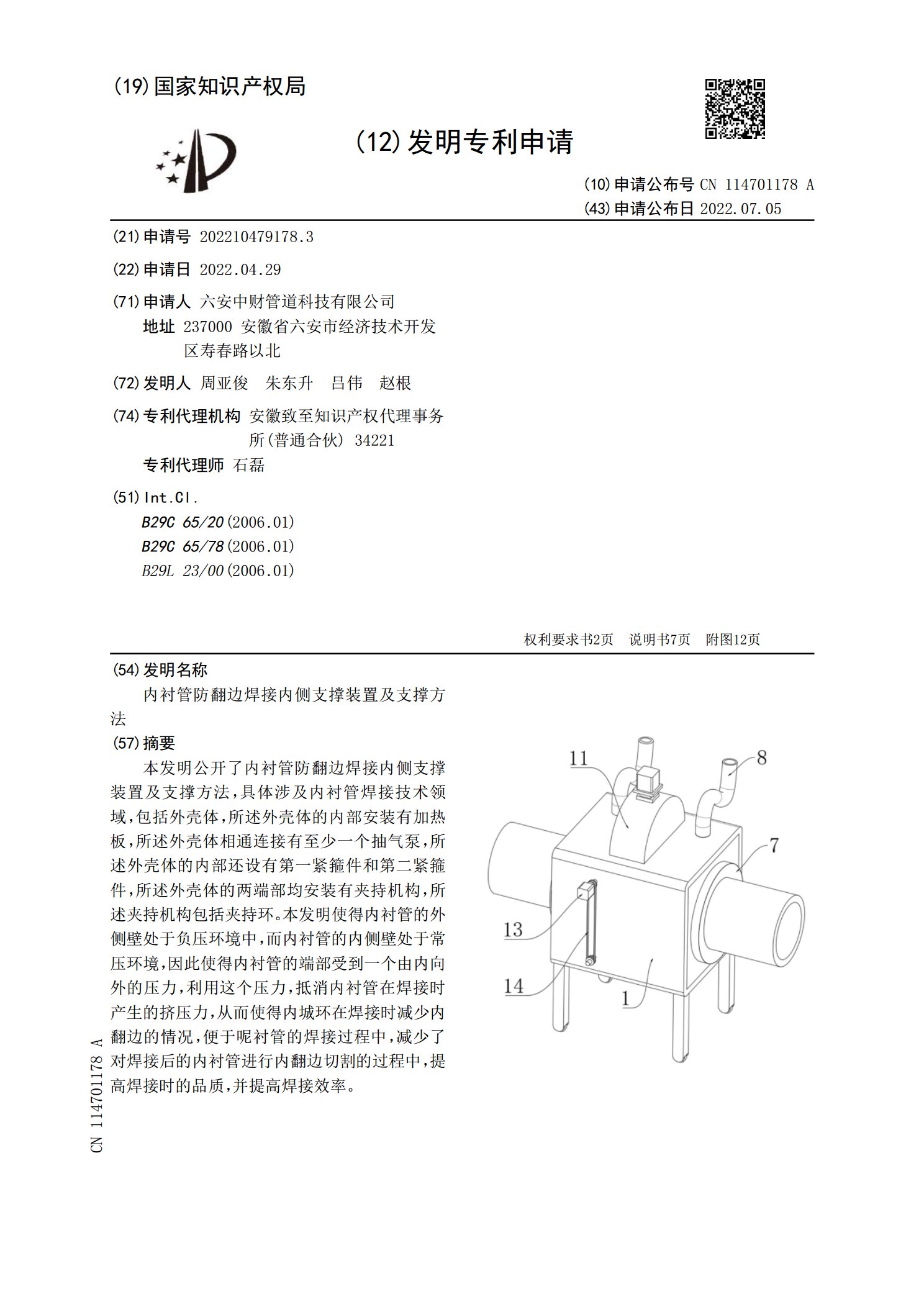
本发明公开了内衬管防翻边焊接内侧支撑装置及支撑方法,具体涉及内衬管焊接技术领域,包括外壳体,所述外壳体的内部安装有加热板,所述外壳体相通连接有至少一个抽气泵,所述外壳体的内部还设有第一紧箍件和第二紧箍件,所述外壳体的两端部均安装有夹持机构,所述夹持机构包括夹持环。本发明使得内衬管的外侧壁处于负压环境中,而内衬管的内侧壁处于常压环境,因此使得内衬管的端部受到一个由内向外的压力,利用这个压力,抵消内衬管在焊接时产生的挤压力,从而使得内城环在焊接时减少内翻边的情况,便于呢衬管的焊接过程中,减少了对焊接后的内衬管
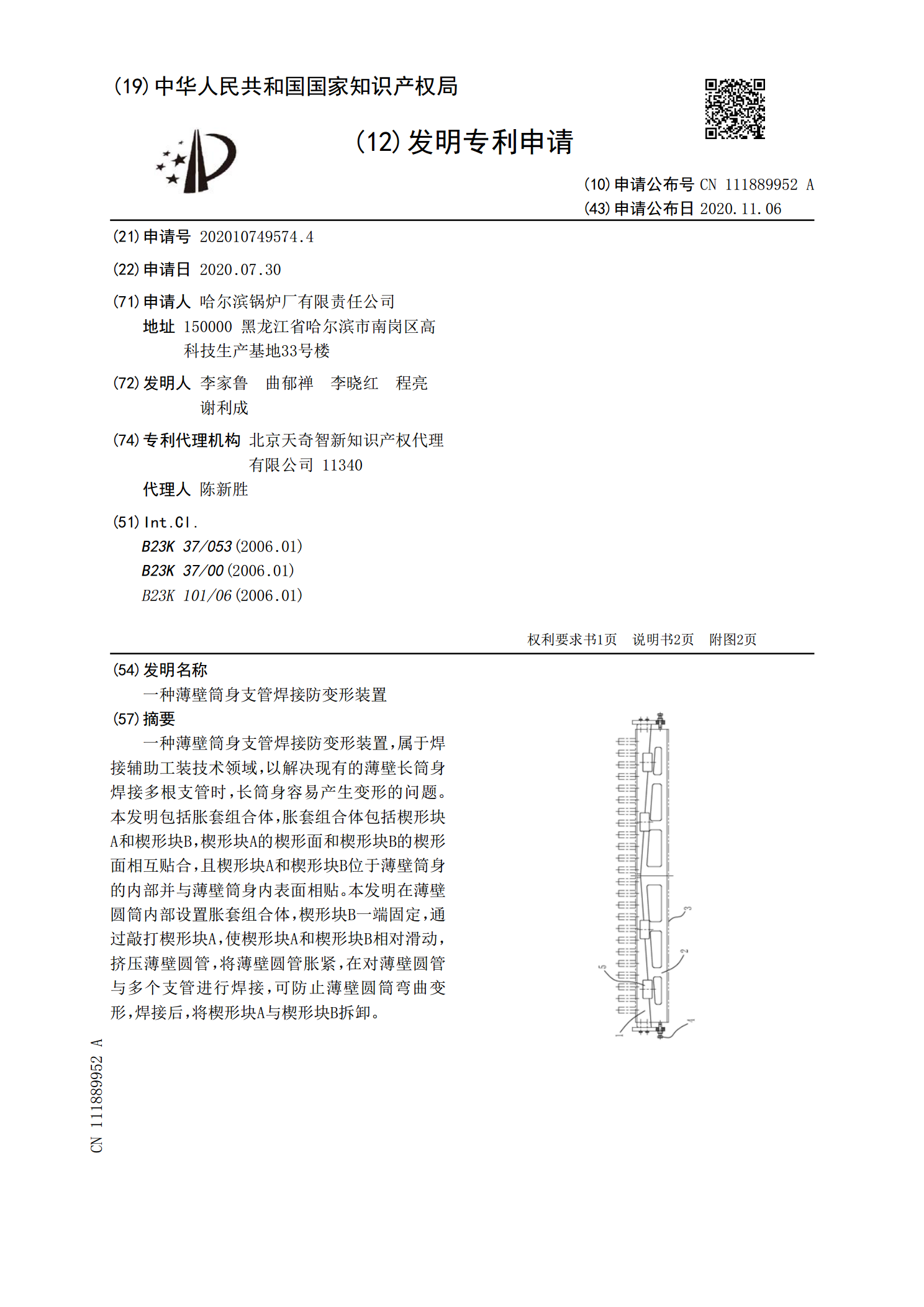
一种薄壁筒身支管焊接防变形装置.pdf
一种薄壁筒身支管焊接防变形装置,属于焊接辅助工装技术领域,以解决现有的薄壁长筒身焊接多根支管时,长筒身容易产生变形的问题。本发明包括胀套组合体,胀套组合体包括楔形块A和楔形块B,楔形块A的楔形面和楔形块B的楔形面相互贴合,且楔形块A和楔形块B位于薄壁筒身的内部并与薄壁筒身内表面相贴。本发明在薄壁圆筒内部设置胀套组合体,楔形块B一端固定,通过敲打楔形块A,使楔形块A和楔形块B相对滑动,挤压薄壁圆管,将薄壁圆管胀紧,在对薄壁圆管与多个支管进行焊接,可防止薄壁圆筒弯曲变形,焊接后,将楔形块A与楔形块B拆卸。

一种起重壁自动焊方管回转支撑装置.pdf
本发明公开了一种起重壁自动焊方管回转支撑装置,包括支撑底座,所述支撑底座的上方设置有转换机构,所述转换机构的内部嵌设有方管,所述转换机构的内部开设有装配槽,所述装配槽的内部滑动连接有四个呈环形阵列状分布的抵接块,所述抵接块的一侧固定连接有滑柱。本发明中,通过设置的转换机构、抵接块、滑柱、连接件、第一凸条、第二凸条、微型电机和齿轮的相互配合,能够实现对方管固定的目的,同时将方管转换为圆形,能够确保方管的中心轴线与圆环的中心线保持一致,设置的托辊、转把、立板、固定杆、连接块和辊轮的相互配合,能够实现支撑转换机
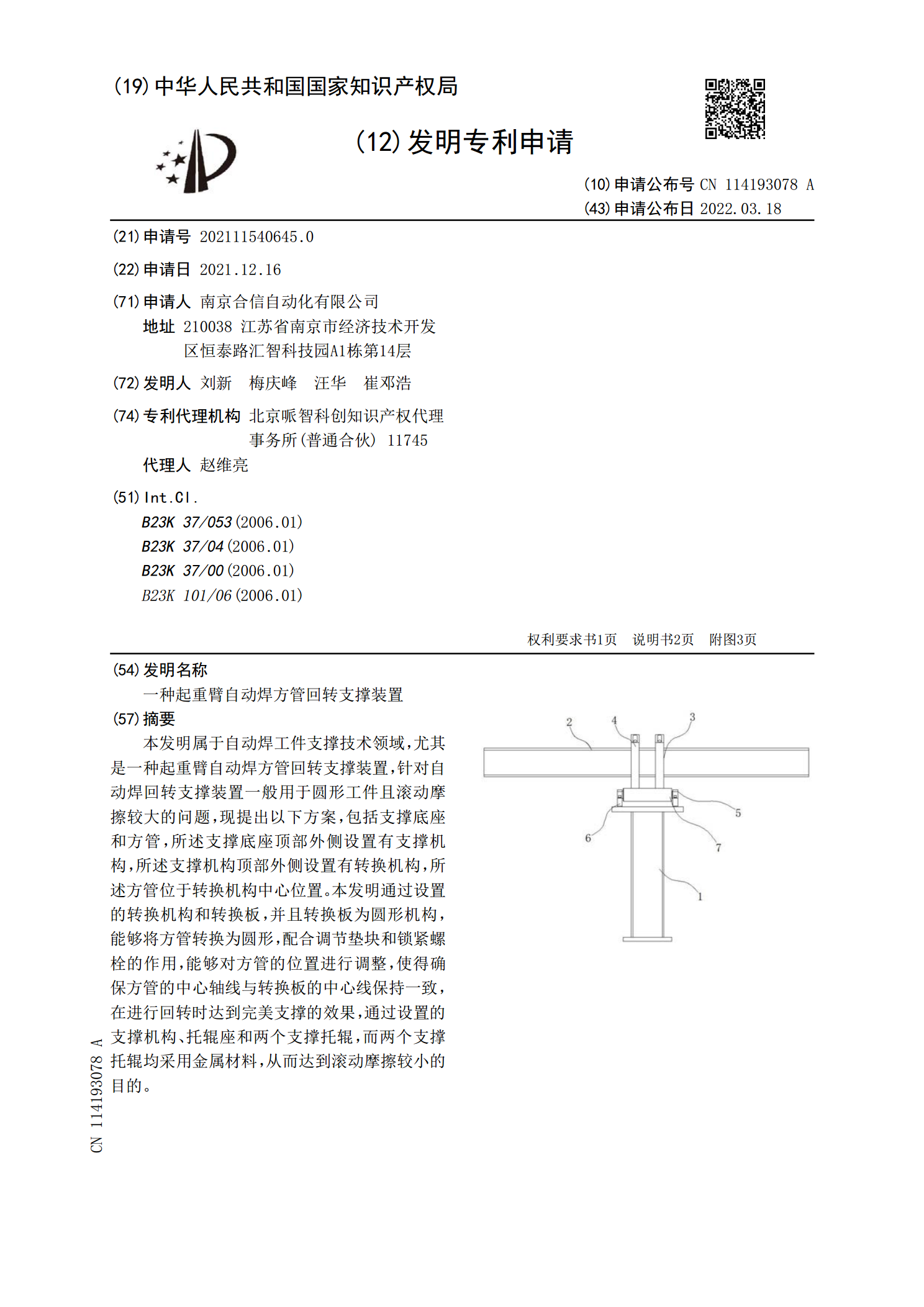
一种起重臂自动焊方管回转支撑装置.pdf
本发明属于自动焊工件支撑技术领域,尤其是一种起重臂自动焊方管回转支撑装置,针对自动焊回转支撑装置一般用于圆形工件且滚动摩擦较大的问题,现提出以下方案,包括支撑底座和方管,所述支撑底座顶部外侧设置有支撑机构,所述支撑机构顶部外侧设置有转换机构,所述方管位于转换机构中心位置。本发明通过设置的转换机构和转换板,并且转换板为圆形机构,能够将方管转换为圆形,配合调节垫块和锁紧螺栓的作用,能够对方管的位置进行调整,使得确保方管的中心轴线与转换板的中心线保持一致,在进行回转时达到完美支撑的效果,通过设置的支撑机构、托辊