
一种压水堆环形燃料组件骨架焊接芯轴支撑工装.pdf

文光****iu

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种压水堆环形燃料组件骨架焊接芯轴支撑工装.pdf
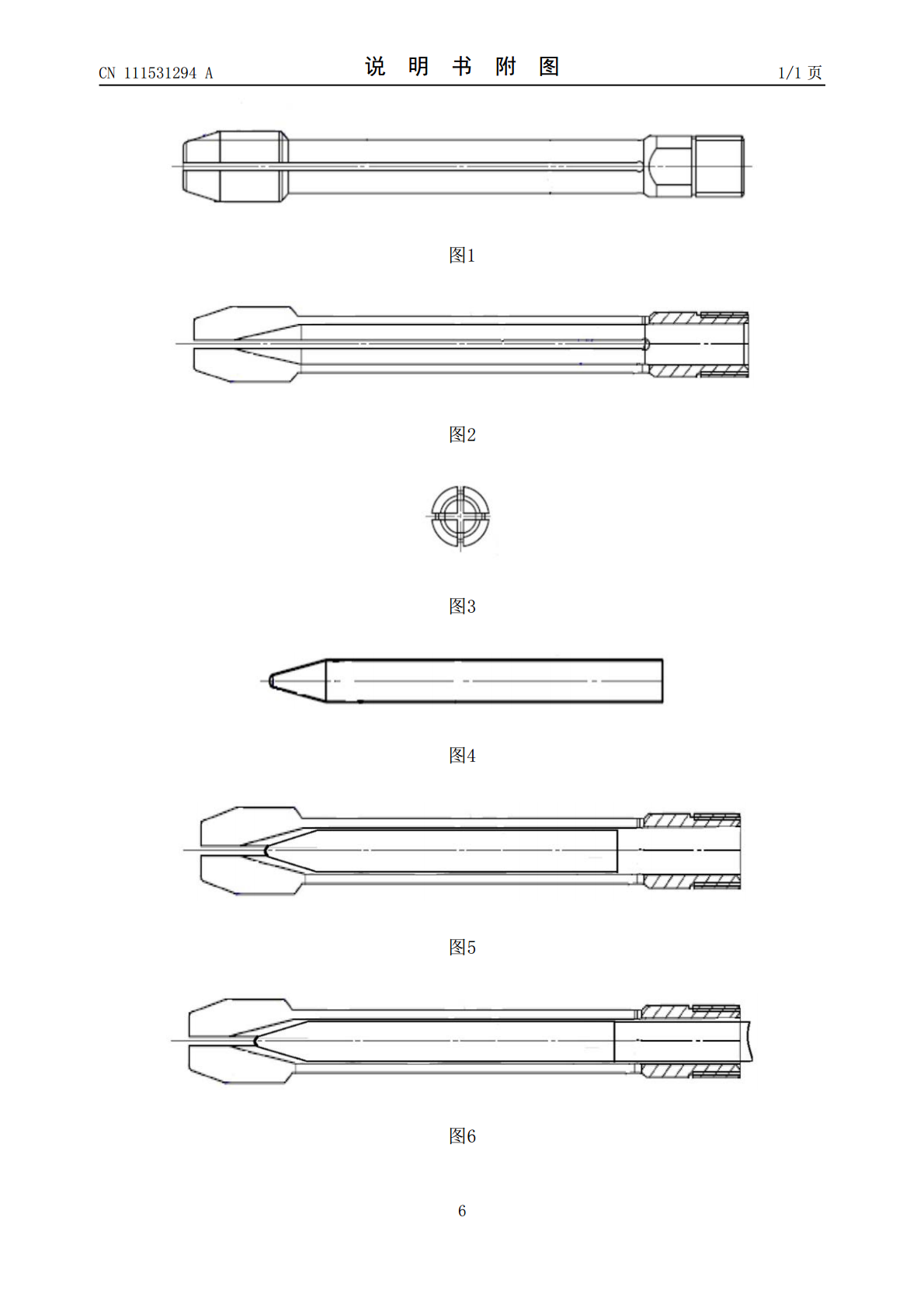
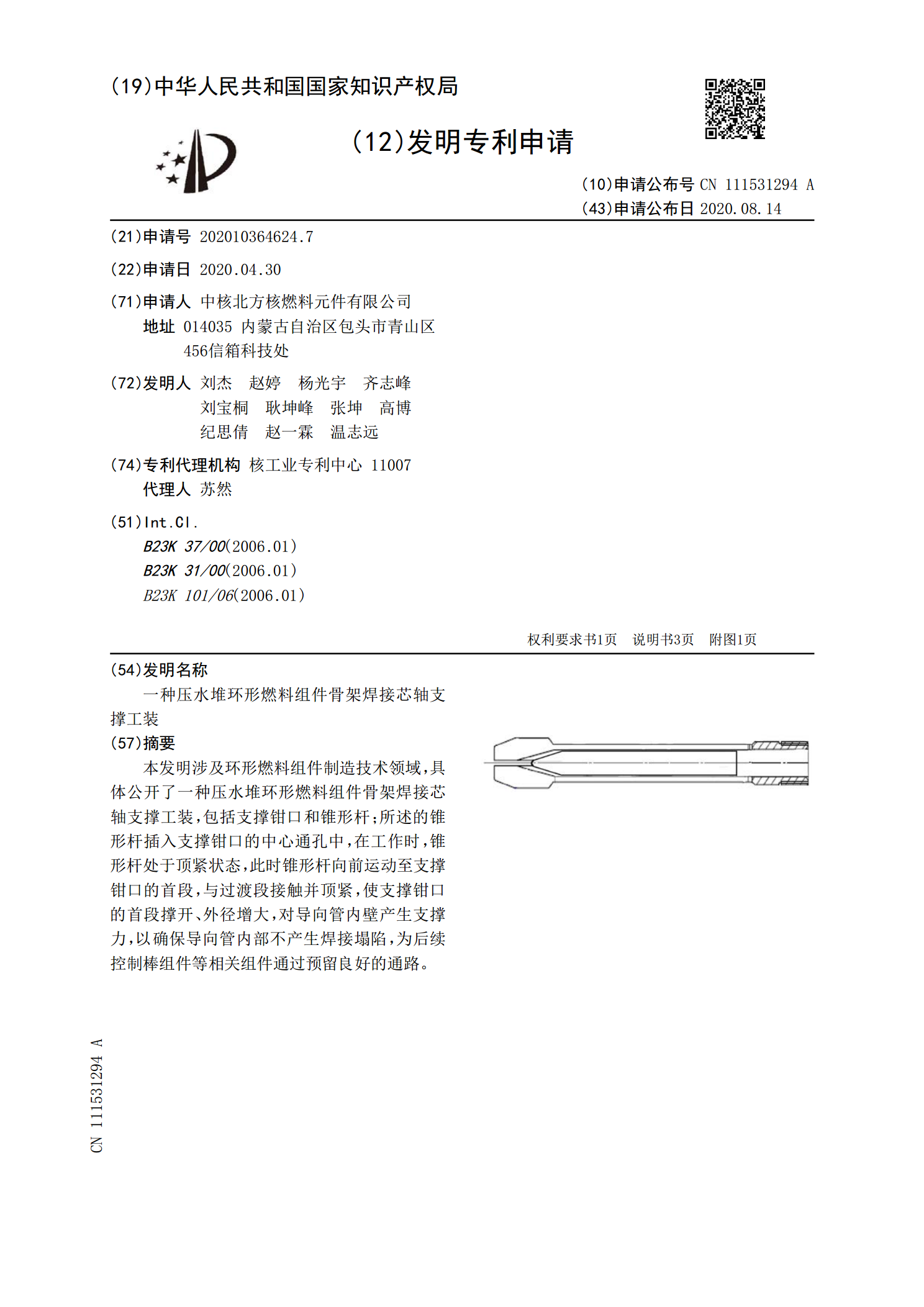
本发明涉及环形燃料组件制造技术领域,具体公开了一种压水堆环形燃料组件骨架焊接芯轴支撑工装,包括支撑钳口和锥形杆;所述的锥形杆插入支撑钳口的中心通孔中,在工作时,锥形杆处于顶紧状态,此时锥形杆向前运动至支撑钳口的首段,与过渡段接触并顶紧,使支撑钳口的首段撑开、外径增大,对导向管内壁产生支撑力,以确保导向管内部不产生焊接塌陷,为后续控制棒组件等相关组件通过预留良好的通路。
一种压水堆环形燃料组件缓冲管焊接装置及方法.pdf
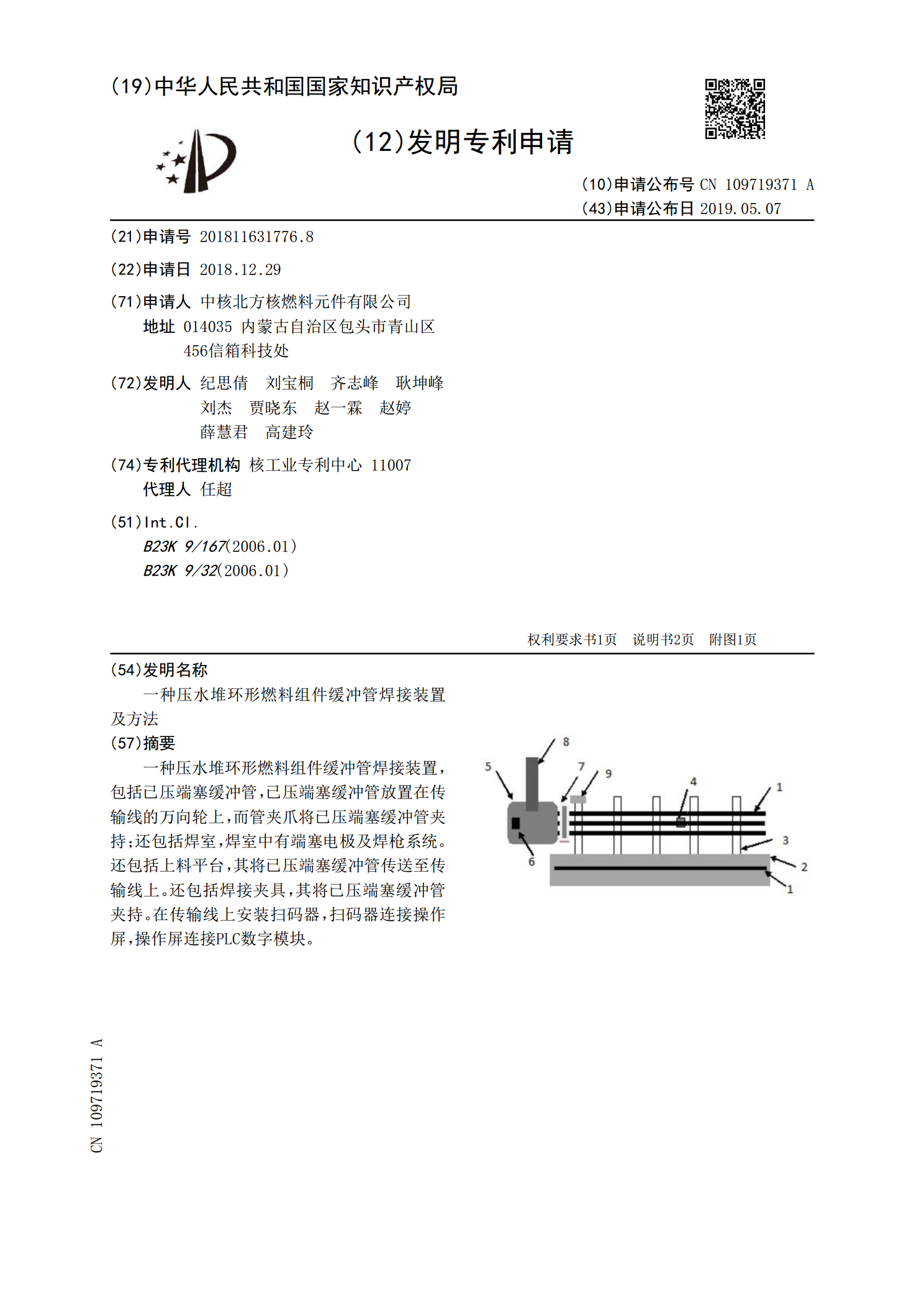
一种压水堆环形燃料组件缓冲管焊接装置,包括已压端塞缓冲管,已压端塞缓冲管放置在传输线的万向轮上,而管夹爪将已压端塞缓冲管夹持;还包括焊室,焊室中有端塞电极及焊枪系统。还包括上料平台,其将已压端塞缓冲管传送至传输线上。还包括焊接夹具,其将已压端塞缓冲管夹持。在传输线上安装扫码器,扫码器连接操作屏,操作屏连接PLC数字模块。
一种压水堆环形燃料组件导向管焊接装置及方法.pdf
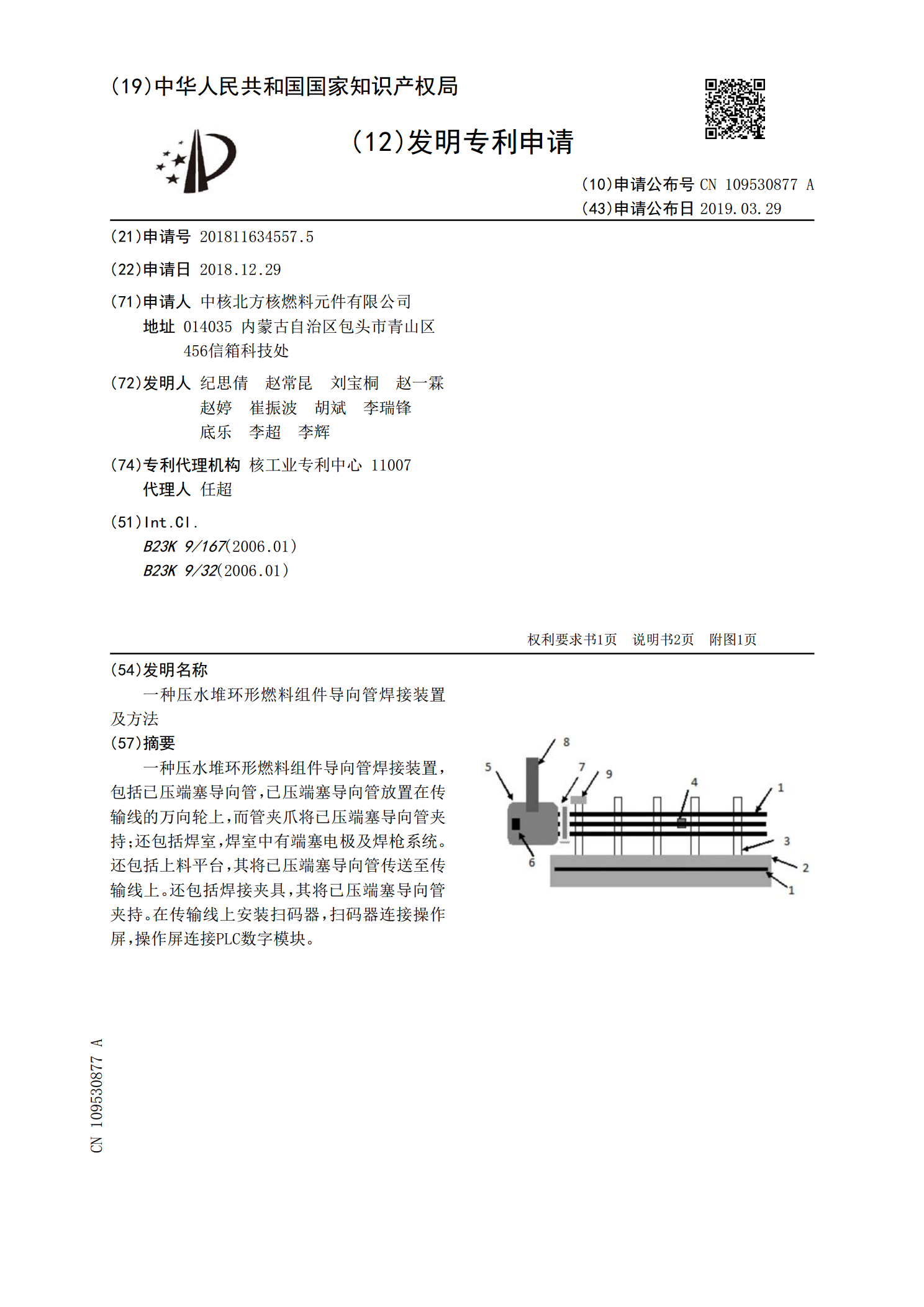
一种压水堆环形燃料组件导向管焊接装置,包括已压端塞导向管,已压端塞导向管放置在传输线的万向轮上,而管夹爪将已压端塞导向管夹持;还包括焊室,焊室中有端塞电极及焊枪系统。还包括上料平台,其将已压端塞导向管传送至传输线上。还包括焊接夹具,其将已压端塞导向管夹持。在传输线上安装扫码器,扫码器连接操作屏,操作屏连接PLC数字模块。

压水堆新型燃料组件骨架压力电阻点焊工艺研究.docx
压水堆新型燃料组件骨架压力电阻点焊工艺研究压水堆新型燃料组件骨架压力电阻点焊工艺研究摘要:压水堆核电站作为当前主要的商用核能发电技术之一,对于其燃料组件的可靠性和安全性要求非常高。而燃料组件骨架作为燃料元件的核心部分,其焊接质量直接关系到燃料元件的性能和寿命。本文以压水堆新型燃料组件骨架为研究对象,通过对不同焊接工艺参数进行优化,提出了一种适用于该燃料组件骨架的压力电阻点焊工艺,并进行了实验验证。实验结果表明,该工艺能够有效提高焊接强度和焊接质量,为压水堆核电站的安全稳定运行提供坚实支持。关键词:压水堆核

小型模块化压水堆环形燃料堆芯模型建立与安全性能研究.docx
小型模块化压水堆环形燃料堆芯模型建立与安全性能研究小型模块化压水堆环形燃料堆芯模型建立与安全性能研究摘要:本论文以小型模块化压水堆(SMR)环形燃料堆芯为研究对象,通过建立相应的数学模型,对其安全性能进行了深入研究。首先,介绍了SMR的概念和特点,并阐述了环形燃料堆芯的结构和工作原理。其次,基于核反应动力学和热工学原理,建立了环形燃料堆芯的数学模型,并通过数值计算方法进行模拟。最后,通过对燃料堆芯的安全性能进行评估,分析了其关键安全指标,并给出了提高安全性能的建议和措施。关键词:小型模块化压水堆、环形燃料