
一种大尺寸筒形薄壁件精密内型定位装置.pdf

努力****晓骞

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大尺寸筒形薄壁件精密内型定位装置.pdf
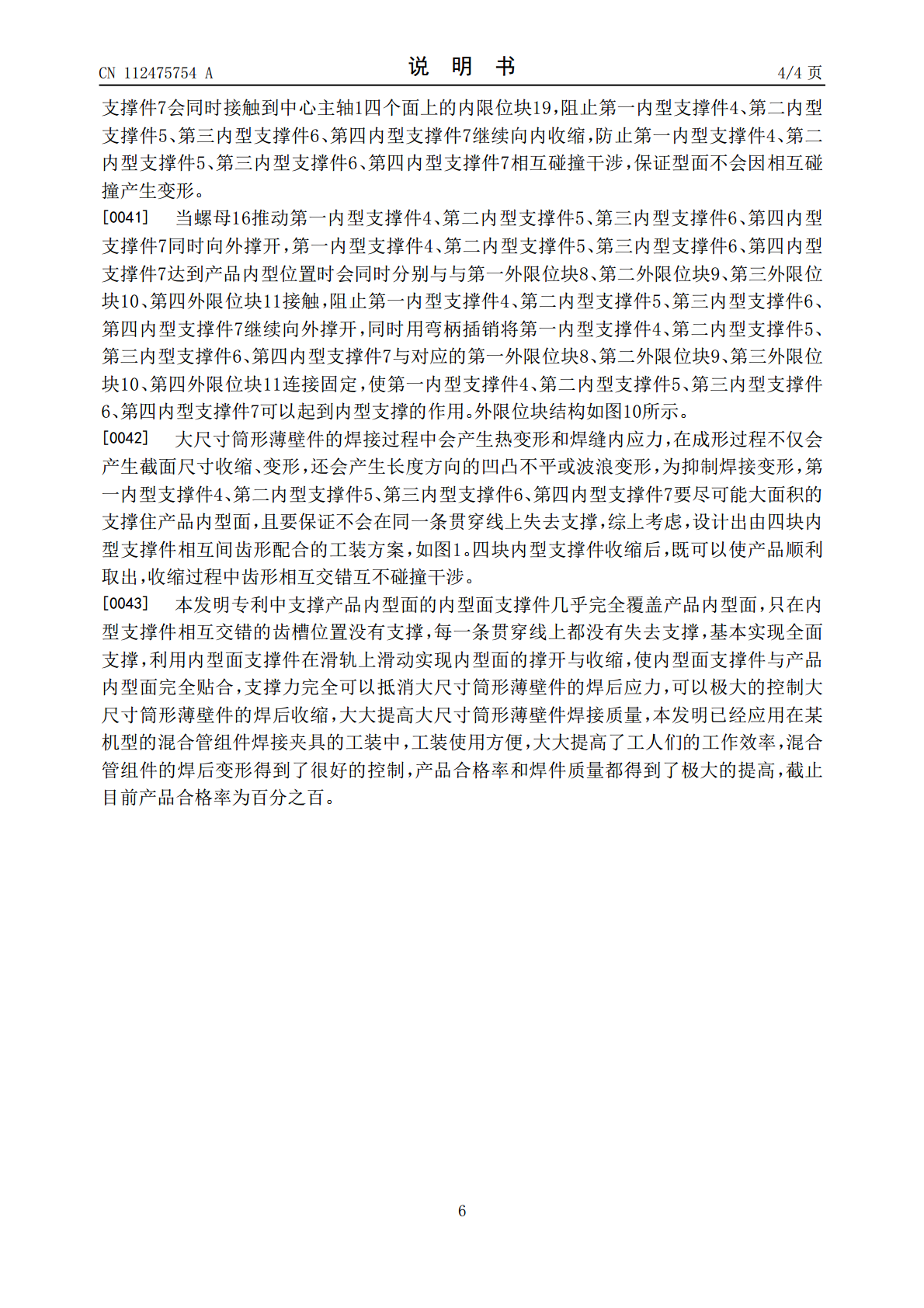
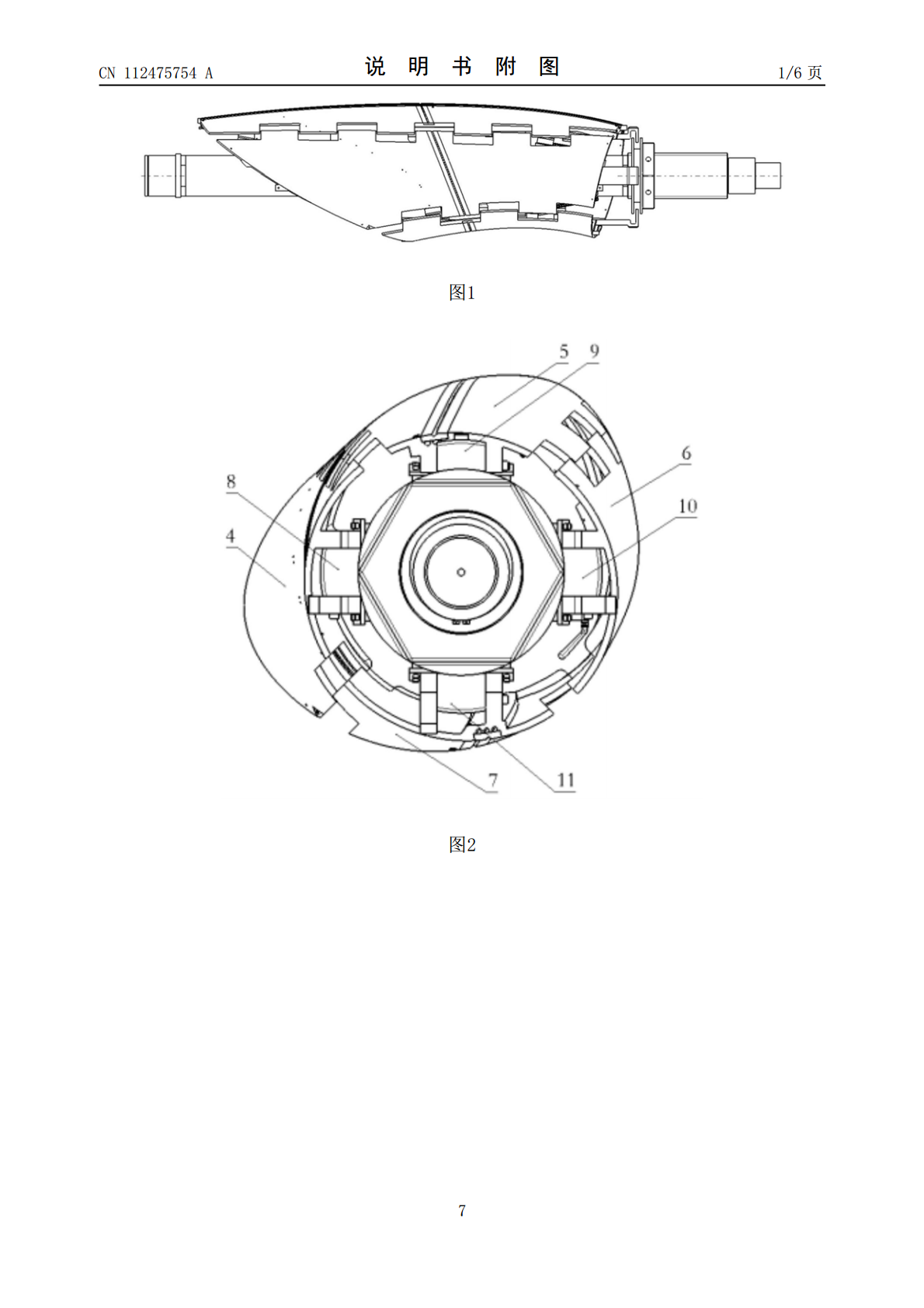
本发明属于工艺装备领域,具体涉及一种大尺寸筒形薄壁件精密内型定位装置。包括:四个伸缩机构、中心主轴和拉动机构,所述四个伸缩机构分别套在中心主轴上并且能够在拉动机构的作用轴向移动并且同时径向伸缩,四个伸缩机构在最大伸缩量情况下的外轮廓等于筒形薄壁件内轮廓。利用内型面支撑件在滑轨上滑动实现内型面的撑开与收缩,使内型面支撑件与产品内型面完全贴合,支撑力完全可以抵消大尺寸筒形薄壁件的焊后应力,可以极大的控制大尺寸筒形薄壁件的焊后收缩,大大提高大尺寸筒形薄壁件焊接质量。
一种叉耳型薄壁件的定位装置.pdf
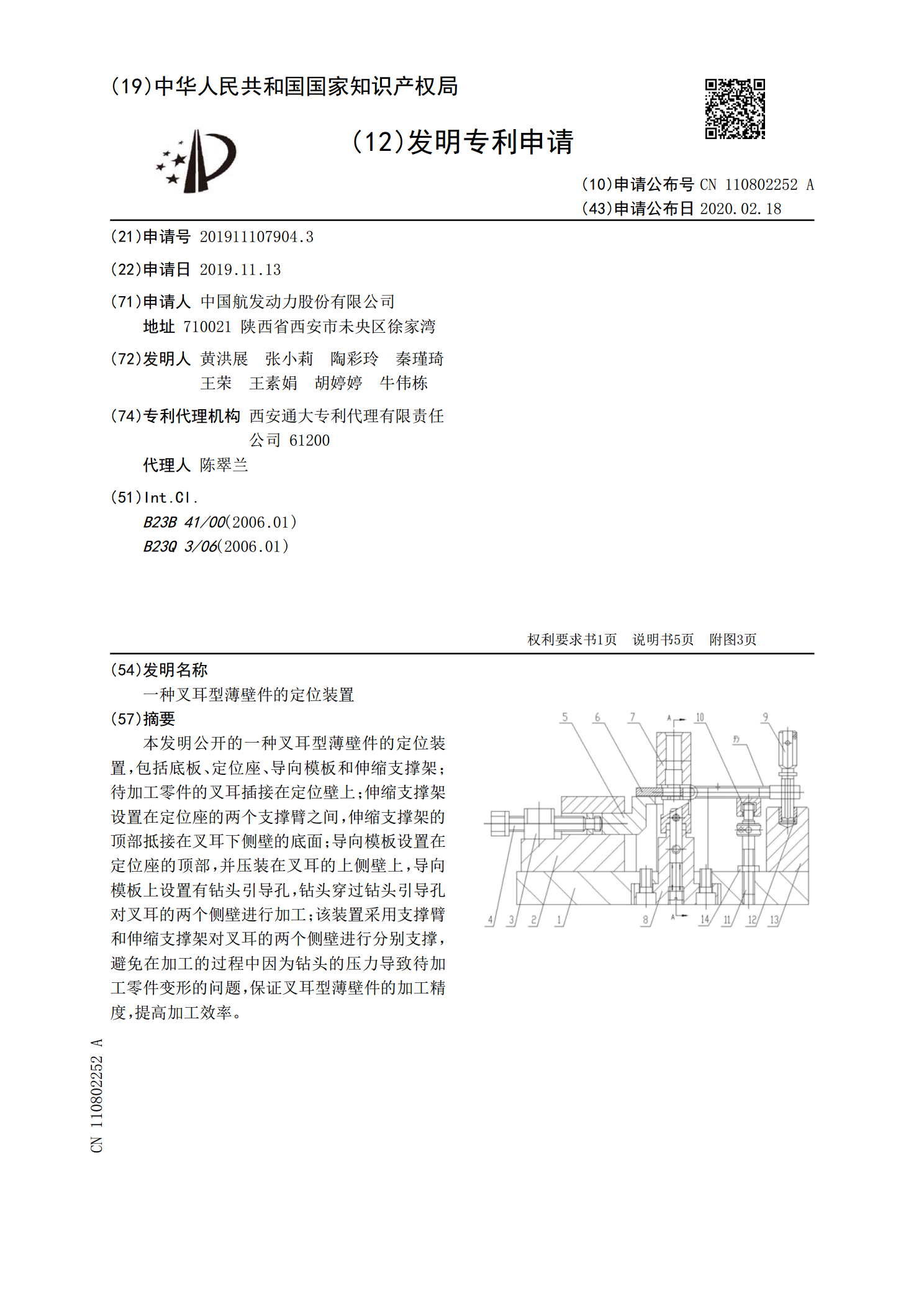
本发明公开的一种叉耳型薄壁件的定位装置,包括底板、定位座、导向模板和伸缩支撑架;待加工零件的叉耳插接在定位壁上;伸缩支撑架设置在定位座的两个支撑臂之间,伸缩支撑架的顶部抵接在叉耳下侧壁的底面;导向模板设置在定位座的顶部,并压装在叉耳的上侧壁上,导向模板上设置有钻头引导孔,钻头穿过钻头引导孔对叉耳的两个侧壁进行加工;该装置采用支撑臂和伸缩支撑架对叉耳的两个侧壁进行分别支撑,避免在加工的过程中因为钻头的压力导致待加工零件变形的问题,保证叉耳型薄壁件的加工精度,提高加工效率。

一种筒形薄壁零件转圆装置.pdf
本发明公开了一种筒形薄壁零件转圆装置,包括支撑底板,所述支撑底板的下端与对称设置的两个支撑侧板连接,所述支撑底板的上端与转圆机构连接,所述转圆机构包括支撑板一,所述支撑板一的下端通过多个支撑杆一与支撑底板连接,还包括与支撑底板连接的转圆电机,所述转圆电机的转动部与往复丝杆一连接,所述往复丝杆一的上端通过轴承与支撑板一连接,所述往复丝杆一的外侧套设有支撑板二,所述支撑板二的上端通过多个支撑杆二与转圆件连接,所述支撑板一还与连接杆件一连接,所述连接杆件一的上端设置有固定块,还包括固定螺纹杆,所述固定螺纹杆与固
一种薄壁筒形件强力旋压成形装置.pdf
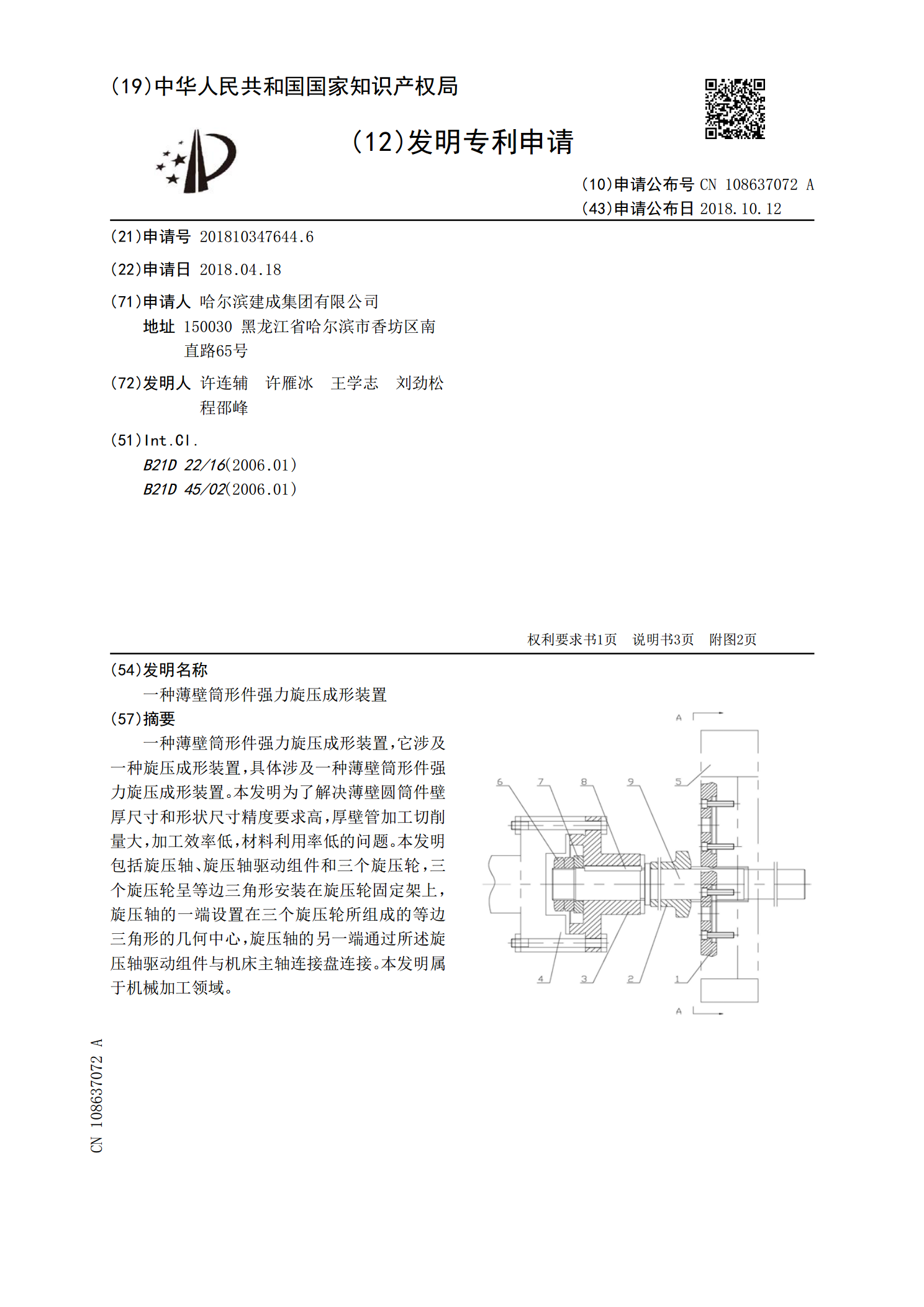
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。

对铝合金薄壁复杂筒形件精密加工工艺的探讨.docx
对铝合金薄壁复杂筒形件精密加工工艺的探讨铝合金薄壁复杂筒形件精密加工工艺的探讨摘要:随着工业化的快速发展和技术的不断进步,铝合金薄壁复杂筒形件的精密加工工艺也变得越来越重要。本文对铝合金薄壁复杂筒形件的加工工艺进行了探讨,包括材料选择、切削参数、加工方式以及表面处理等方面。通过分析实验结果和文献研究,总结出一些有效的加工方法和技巧,为铝合金薄壁复杂筒形件的加工提供了一定的指导。关键词:铝合金薄壁复杂筒形件;精密加工;材料选择;切削参数;加工方式;表面处理1.引言铝合金薄壁复杂筒形件由于其轻质、高强度、耐腐