
一种轴承套圈外圆磨削的磨削力测量方法.pdf

一条****淑淑

1/8
2/8

3/8

4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承套圈外圆磨削的磨削力测量方法.pdf
一种轴承套圈外圆磨削的磨削力测量方法,针对磨削轴承套圈的电磁无心夹具,在前后两个支撑点上分别安装测力传感器,当轴承套圈被磨削加工时,测力传感器精确测量轴承套圈所受支撑力,通过对轴承套圈在与砂轮未接触前及接触磨削后两种平衡状态下支撑力分别测量,计算出磨削时轴承套圈所受的法向磨削力和切向磨削力。本方案通过间接测量配合理论计算,方式简单,计算准确。通过精确测量砂轮的法向磨削力和切向磨削力,及时掌控砂轮的磨损程度,控制砂轮的磨削用量和修整时间,提高轴承套圈外圆的磨削质量和效率。

一种轴承内圈外圆同步式磨削工装.pdf
本发明公开了一种轴承内圈外圆同步式磨削工装,包括传导调节装置,所述传导调节装置的底端位置处固定连接有磨削装置,所述传导调节装置包括传动部件、支撑架和连接底架,所述连接底架设在传导调节装置的内端底部位置,所述连接底架的上端位置与支撑架相固定连接,所述支撑架的侧端位置与传动部件相套接设置,所述磨削装置包括第二电动机、传输轴架、第三电动机、中心齿盘、侧齿盘、第一摩擦盘、第二摩擦盘、齿架、接触柱、稳固斜架和套环轴承,所述第二电动机安装在磨削装置的内端顶部位置,所述第二电动机的下端位置与传输轴架相套接设置。本发明为
一种轴承外圈外圆内圈外滚道磨削加工专用数控磨床.pdf
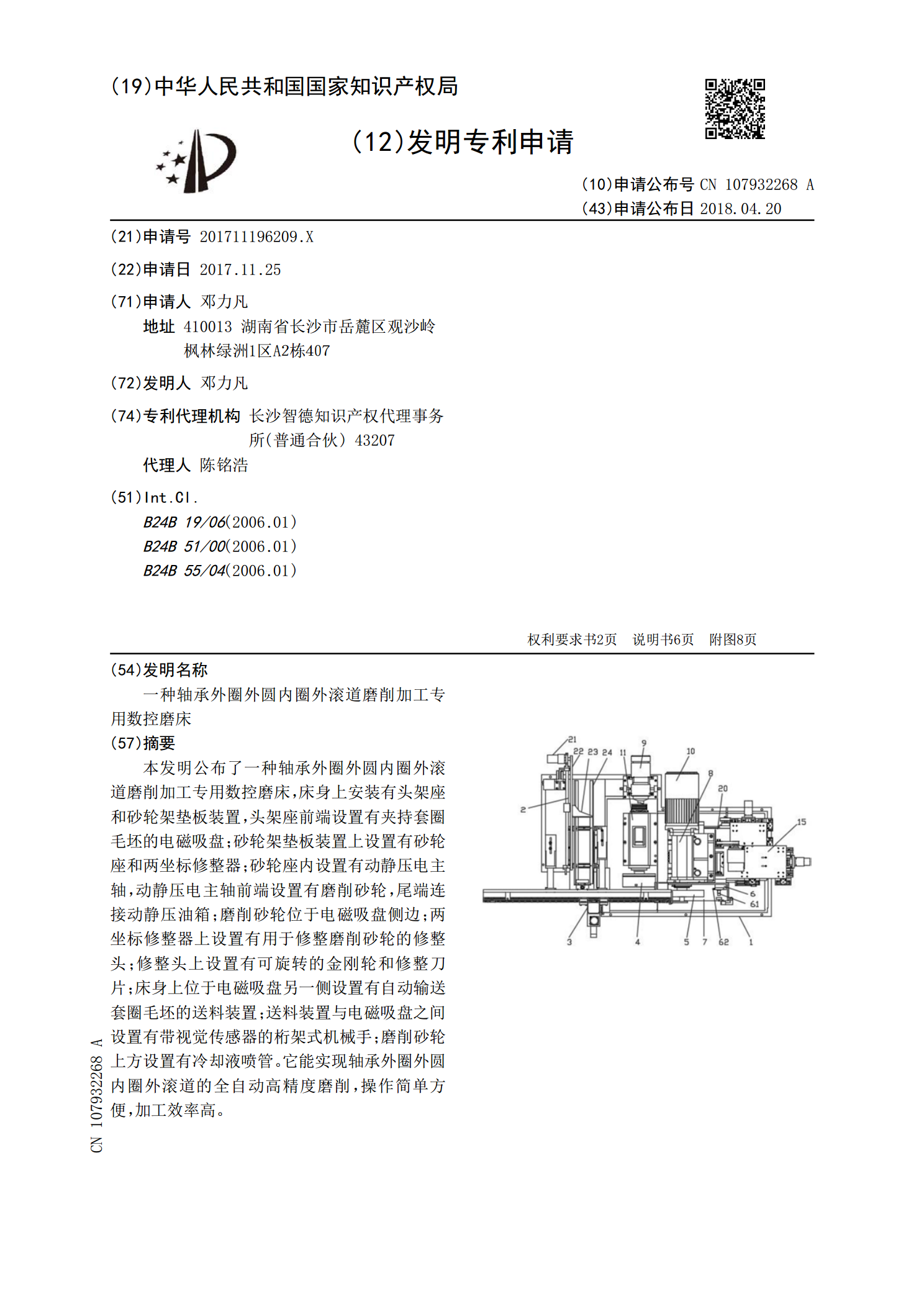
本发明公布了一种轴承外圈外圆内圈外滚道磨削加工专用数控磨床,床身上安装有头架座和砂轮架垫板装置,头架座前端设置有夹持套圈毛坯的电磁吸盘;砂轮架垫板装置上设置有砂轮座和两坐标修整器;砂轮座内设置有动静压电主轴,动静压电主轴前端设置有磨削砂轮,尾端连接动静压油箱;磨削砂轮位于电磁吸盘侧边;两坐标修整器上设置有用于修整磨削砂轮的修整头;修整头上设置有可旋转的金刚轮和修整刀片;床身上位于电磁吸盘另一侧设置有自动输送套圈毛坯的送料装置;送料装置与电磁吸盘之间设置有带视觉传感器的桁架式机械手;磨削砂轮上方设置有冷却液

一种轮毂轴承磨削夹紧力测量装置及测量方法.pdf
本发明公开了一种轮毂轴承磨削夹紧力测量装置,包括力传感器、支撑夹具、信号放大器、AD采集卡和计算机,所述力传感器、所述信号放大器、所述AD采集卡和所述计算机依次连接,所述力传感器的两端分别设有螺纹孔M

微型轴承套圈磨削成圆分析.docx
微型轴承套圈磨削成圆分析微型轴承套圈磨削成圆分析摘要:微型轴承是现代机械设备中不可或缺的零件之一,而轴承套圈的磨削工艺则直接影响轴承的质量和性能。本论文通过对微型轴承套圈磨削成圆的分析,探讨了磨削过程中的材料去除机制、工艺参数对磨削精度的影响以及磨削工艺的改进方法。通过研究,可以为提高微型轴承套圈的加工质量和效率提供理论基础和技术指导。关键词:微型轴承套圈;磨削成圆;材料去除机制;工艺参数;磨削精度一、引言微型轴承是现代机械设备中广泛应用的一种精密零件,它具有结构紧凑、承载能力强、摩擦损失小等优点。而轴承