
冷弯型材及带有冷弯型材的散支散拆梁及早拆支撑体系.pdf

念珊****写意


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冷弯型材及带有冷弯型材的散支散拆梁及早拆支撑体系.pdf
冷弯型材及带有冷弯型材的散支散拆梁及早拆支撑体系,冷弯型材为左右对称设置的纵向通长结构,包括自上而下依次设置的上部支撑托、中部支撑和底部支撑座,上部支撑托包括L型支撑和位于L型支撑上部的翻边;中部支撑包括设于U型结构底部的竖向支撑一和竖向支撑二,抗变形空间通过通道与承托空间连通设置,所述底部支撑座设于竖向支撑一和竖向支撑二底部,为水平支撑板,本发明还提供了带有冷弯型材的散支散拆梁及早拆支撑体系,本发明具有安全、适用等特点,有很好的推广和实用价值,广泛的推广应用后会产生良好的经济效益。

冷弯型材的生产工艺.pdf
本发明涉及冷弯型材的生产工艺,包括以下步骤:a矫直整平:将带状的金属板(1)用辊轮(2)进行矫直整平;b第一次冲孔:根据所需的孔径d和孔距h在所述金属板(1)的侧部沿所述金属板(1)的长度方向间隔地冲压连接孔(4);c辊压弯折:将所述金属板(1)的侧部进行多次辊压弯折形成连接部(5),所述连接部(5)包含有沿所述金属板(1)长度方向设置的连接槽(51),所述连接孔(4)位于所述连接槽(51)的底部;e矫直:用辊轮(2)进行矫直;f切断:将金属板(1)切断成所需的长度规格。该种生产工艺生产效率高、节约成本且
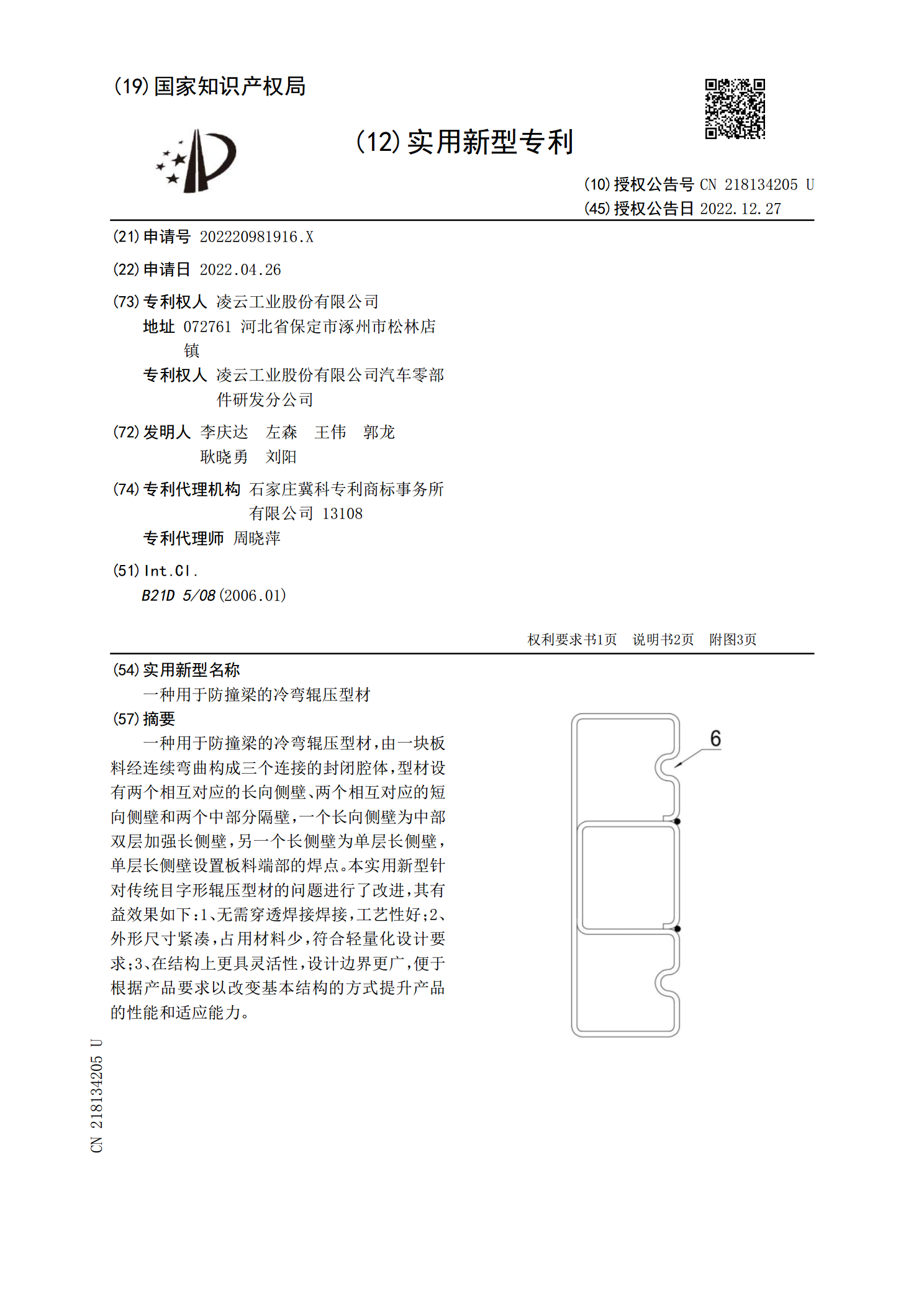
一种用于防撞梁的冷弯辊压型材.pdf
一种用于防撞梁的冷弯辊压型材,由一块板料经连续弯曲构成三个连接的封闭腔体,型材设有两个相互对应的长向侧壁、两个相互对应的短向侧壁和两个中部分隔壁,一个长向侧壁为中部双层加强长侧壁,另一个长侧壁为单层长侧壁,单层长侧壁设置板料端部的焊点。本实用新型针对传统目字形辊压型材的问题进行了改进,其有益效果如下:1、无需穿透焊接焊接,工艺性好;2、外形尺寸紧凑,占用材料少,符合轻量化设计要求;3、在结构上更具灵活性,设计边界更广,便于根据产品要求以改变基本结构的方式提升产品的性能和适应能力。

一种铝型材冷弯装置.pdf
一种铝型材冷弯装置,包括支架(1),至少一块与所述支架(1)连接的成型模板(2),分别与所述成型模板(2)的两端铰接的压杆(3);所述压杆(3)包括第一端与所述成型模板(2)铰接的臂架(4),与所述臂架(4)的另一端螺纹连接的调位螺杆(6),设置在所述臂架(4)上的轴向滑槽(5),与所述轴向滑槽(5)滑动连接、且与所述调位螺杆(6)的一端连接的滑块(7),与所述滑块(7)连接的轴承(8)。本实用新型提供的技术方案,成型模板(2)的型号规格可以更换,便于灵活配置,适应对不同厚度铝型材的冷加工,也能适应对不同

冷弯型材冲压成形工艺及模具设计.docx
冷弯型材冲压成形工艺及模具设计冷弯型材冲压成形工艺及模具设计摘要:冷弯型材冲压成形是一种常见的金属制造过程,广泛应用于建筑、汽车、航空航天等领域。本论文主要介绍了冷弯型材冲压成形的工艺流程和模具设计,以及与制造过程相关的一些关键因素和技术。1.引言冷弯型材冲压成形是将金属片材通过冷冲压工艺加工成所需形状的一种方法。与热冲压相比,冷冲压具有成本低、变形后高精度等优点,被广泛应用于各个行业。冷弯型材通常包括角钢、管材、槽钢等,其形状和尺寸可以根据设计要求进行调整。2.冷弯型材冲压成形工艺冷弯型材的冲压成形工艺