
一种用于阀体机加工的定位工装及其定位方法.pdf

是你****平呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于阀体机加工的定位工装及其定位方法.pdf
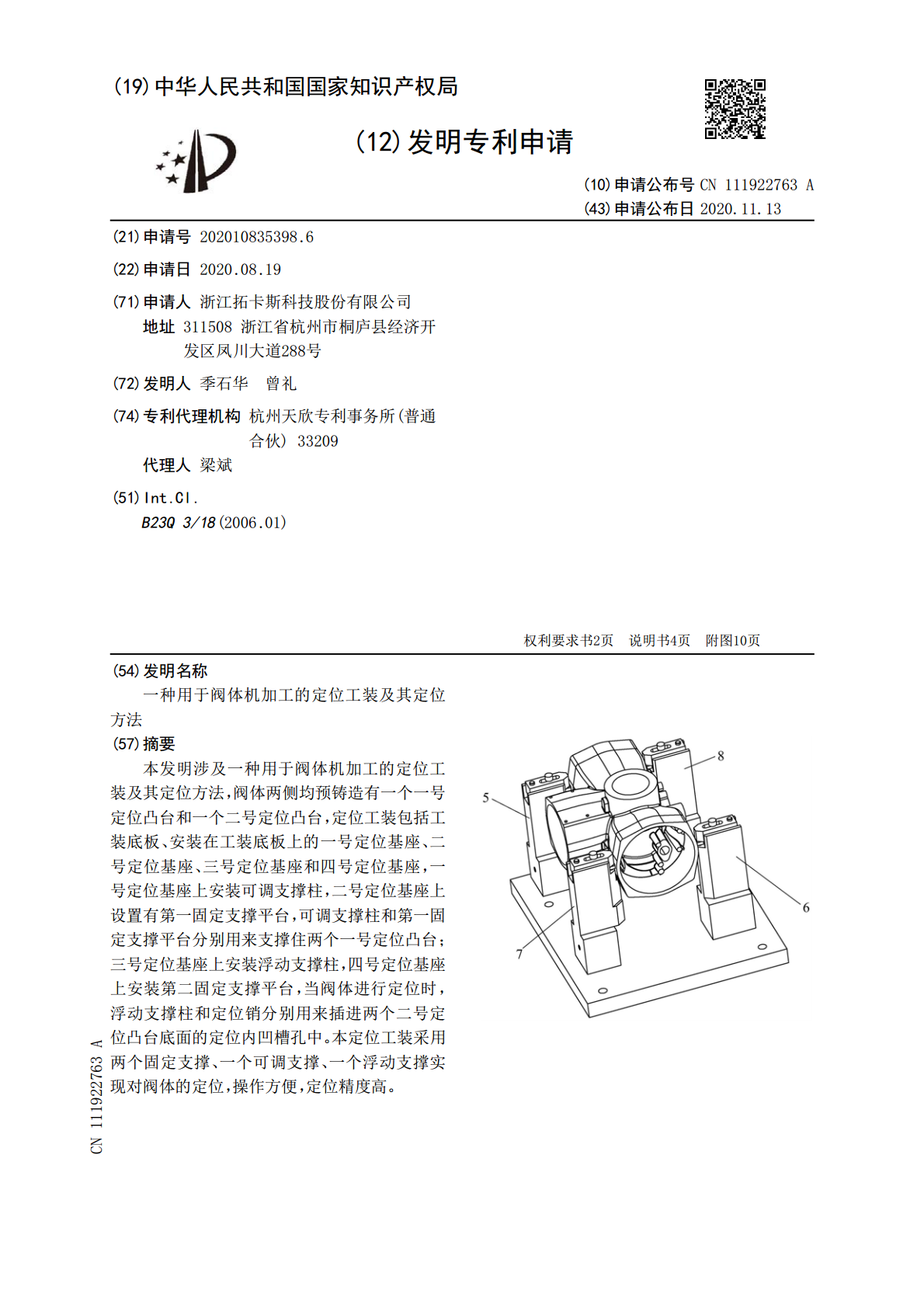
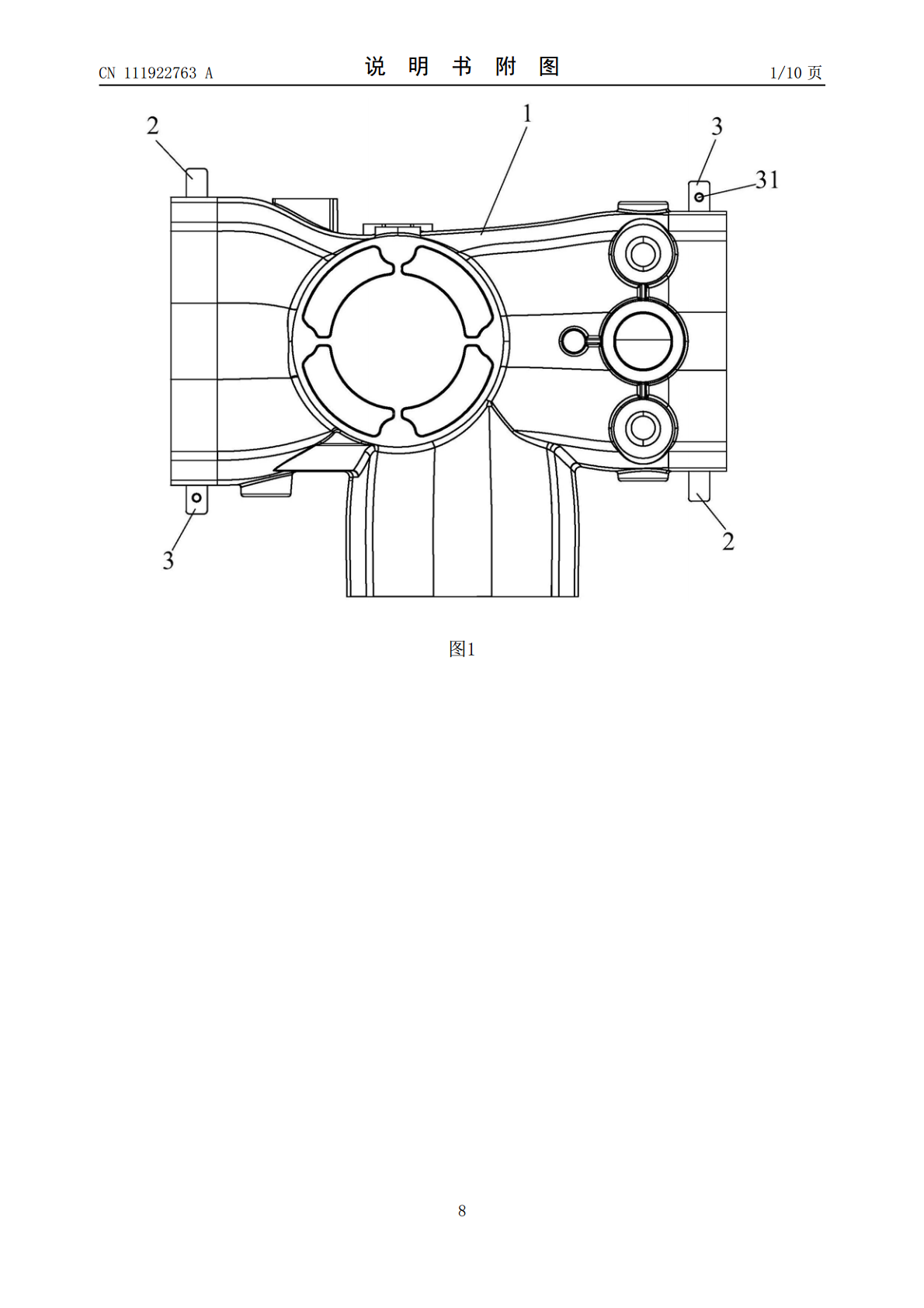
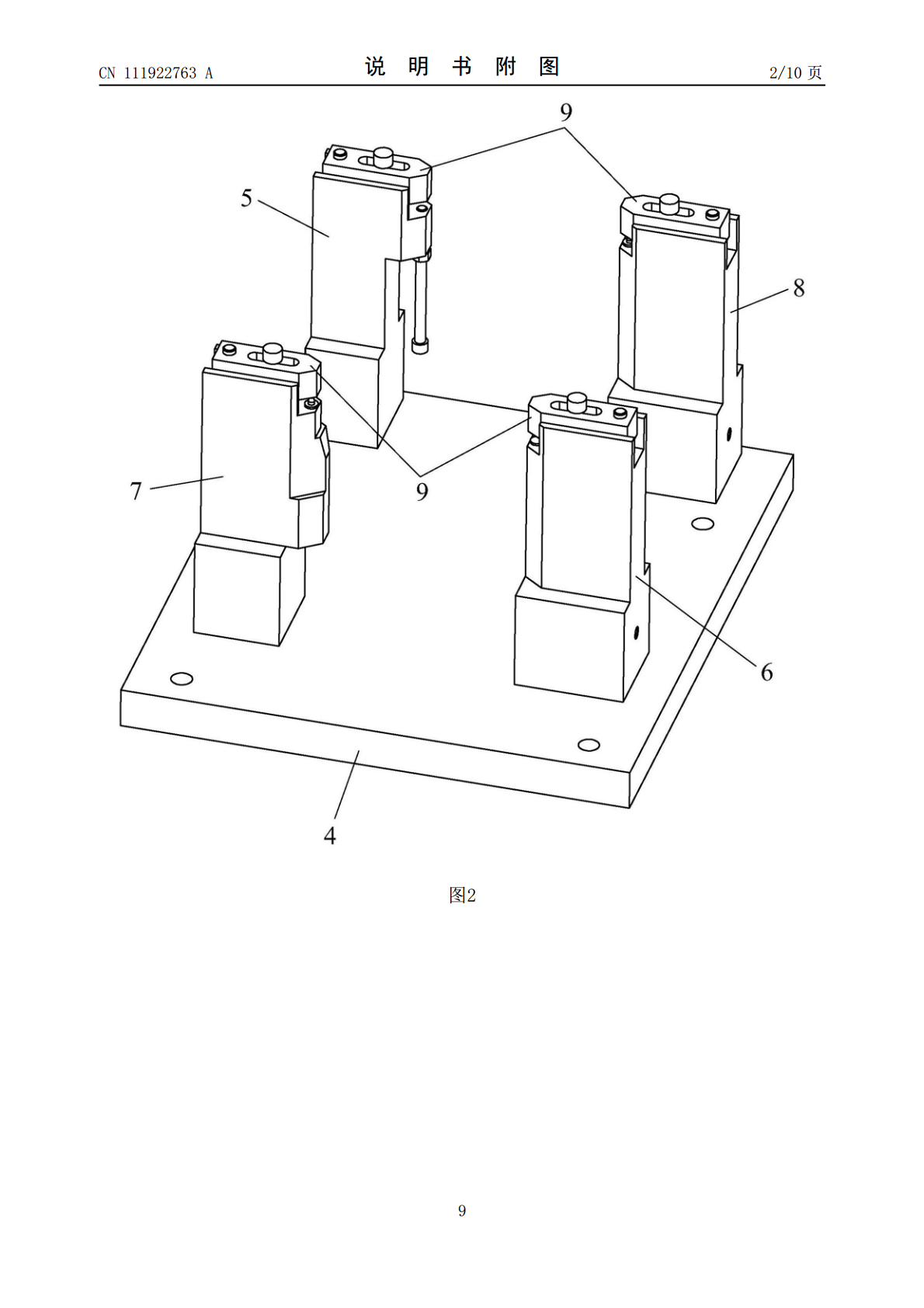
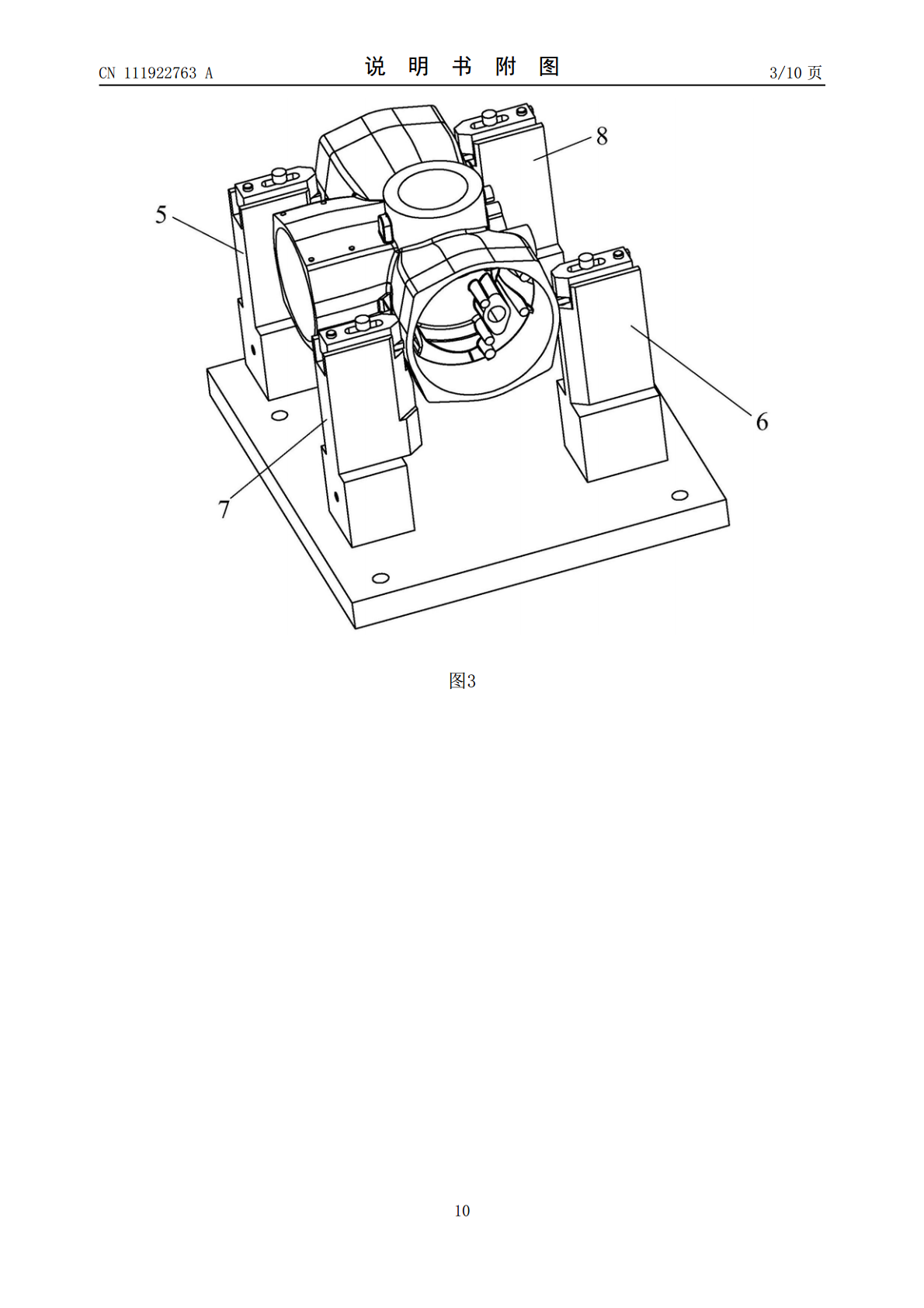
本发明涉及一种用于阀体机加工的定位工装及其定位方法,阀体两侧均预铸造有一个一号定位凸台和一个二号定位凸台,定位工装包括工装底板、安装在工装底板上的一号定位基座、二号定位基座、三号定位基座和四号定位基座,一号定位基座上安装可调支撑柱,二号定位基座上设置有第一固定支撑平台,可调支撑柱和第一固定支撑平台分别用来支撑住两个一号定位凸台;三号定位基座上安装浮动支撑柱,四号定位基座上安装第二固定支撑平台,当阀体进行定位时,浮动支撑柱和定位销分别用来插进两个二号定位凸台底面的定位内凹槽孔中。本定位工装采用两个固定支撑、
一种机加工定位工装.pdf
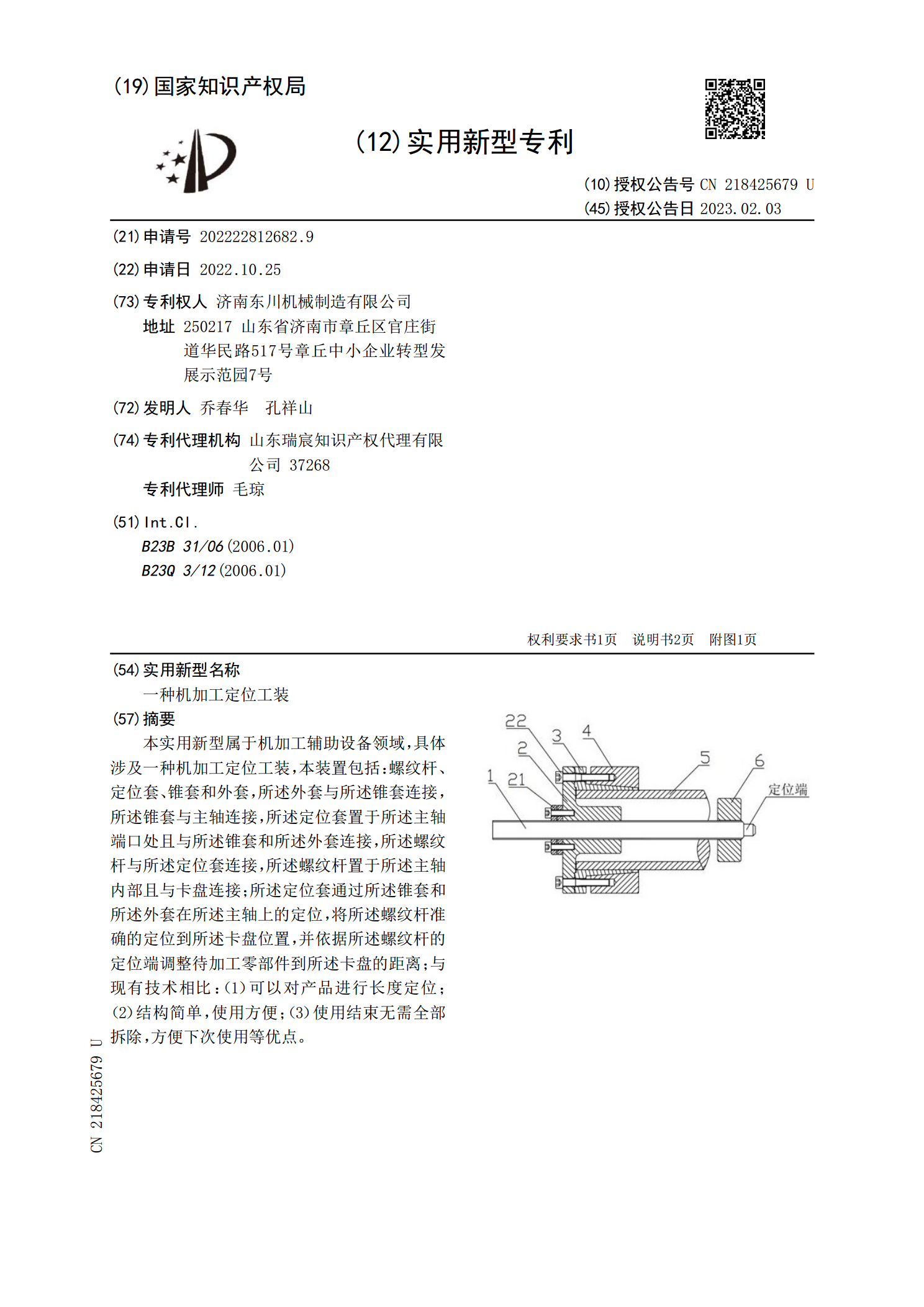
本实用新型属于机加工辅助设备领域,具体涉及一种机加工定位工装,本装置包括:螺纹杆、定位套、锥套和外套,所述外套与所述锥套连接,所述锥套与主轴连接,所述定位套置于所述主轴端口处且与所述锥套和所述外套连接,所述螺纹杆与所述定位套连接,所述螺纹杆置于所述主轴内部且与卡盘连接;所述定位套通过所述锥套和所述外套在所述主轴上的定位,将所述螺纹杆准确的定位到所述卡盘位置,并依据所述螺纹杆的定位端调整待加工零部件到所述卡盘的距离;与现有技术相比:(1)可以对产品进行长度定位;(2)结构简单,使用方便;(3)使用结束无需全
一种汽车前脸定位工装及其定位方法.pdf
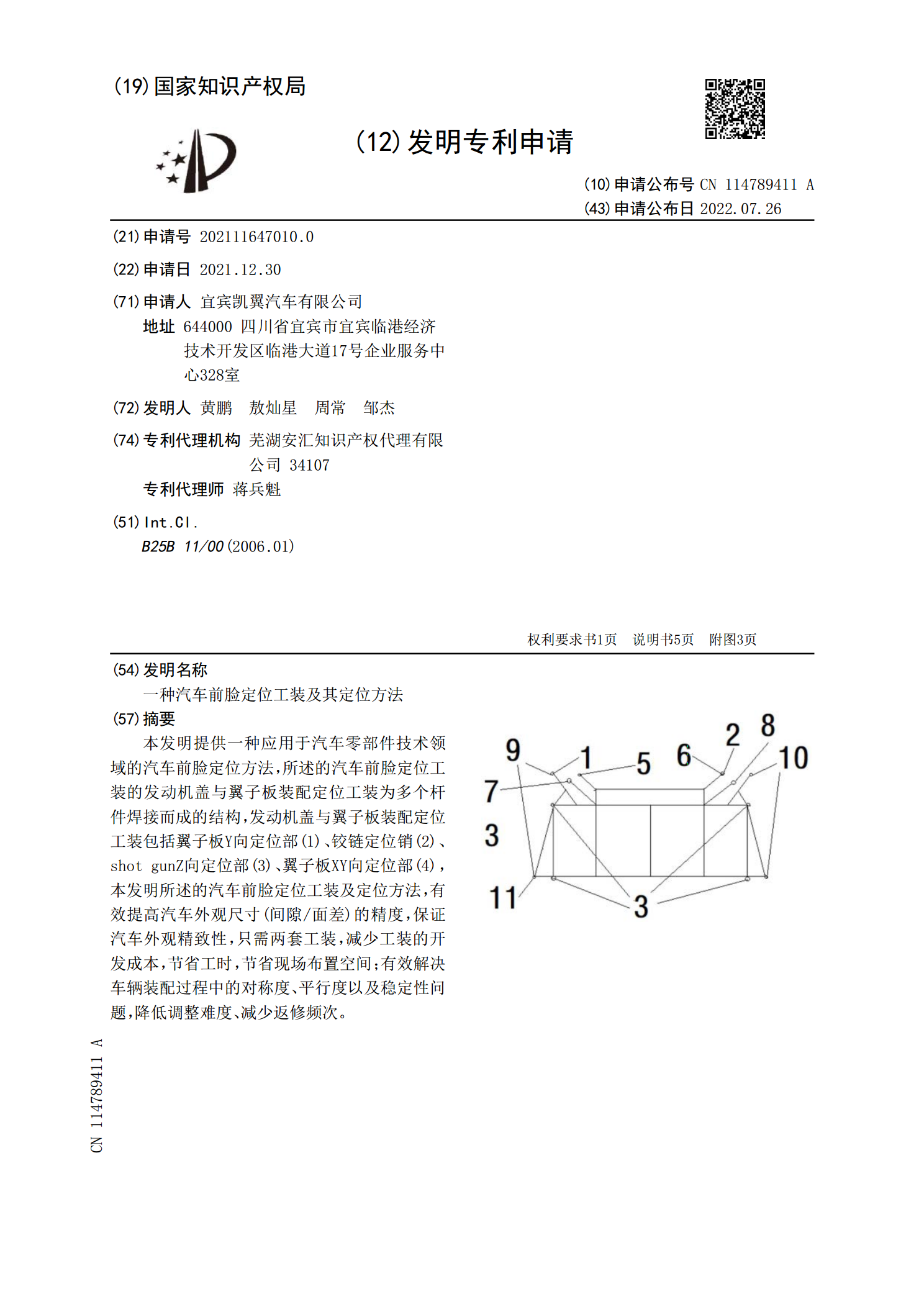
本发明提供一种应用于汽车零部件技术领域的汽车前脸定位方法,所述的汽车前脸定位工装的发动机盖与翼子板装配定位工装为多个杆件焊接而成的结构,发动机盖与翼子板装配定位工装包括翼子板Y向定位部(1)、铰链定位销(2)、shotgunZ向定位部(3)、翼子板XY向定位部(4),本发明所述的汽车前脸定位工装及定位方法,有效提高汽车外观尺寸(间隙/面差)的精度,保证汽车外观精致性,只需两套工装,减少工装的开发成本,节省工时,节省现场布置空间;有效解决车辆装配过程中的对称度、平行度以及稳定性问题,降低调整难度、减少返修频
一种汽车前脸定位工装及其定位方法.pdf
本发明提供一种应用于汽车零部件技术领域的汽车前脸定位方法,所述的汽车前脸定位工装的发动机盖与翼子板装配定位工装为多个杆件焊接而成的结构,发动机盖与翼子板装配定位工装包括翼子板Y向定位部(1)、铰链定位销(2)、shotgunZ向定位部(3)、翼子板XY向定位部(4),本发明所述的汽车前脸定位工装及定位方法,有效提高汽车外观尺寸(间隙/面差)的精度,保证汽车外观精致性,只需两套工装,减少工装的开发成本,节省工时,节省现场布置空间;有效解决车辆装配过程中的对称度、平行度以及稳定性问题,降低调整难度、减少返修频
一种汽车正时系统及其定位工装、定位工装的使用方法.pdf
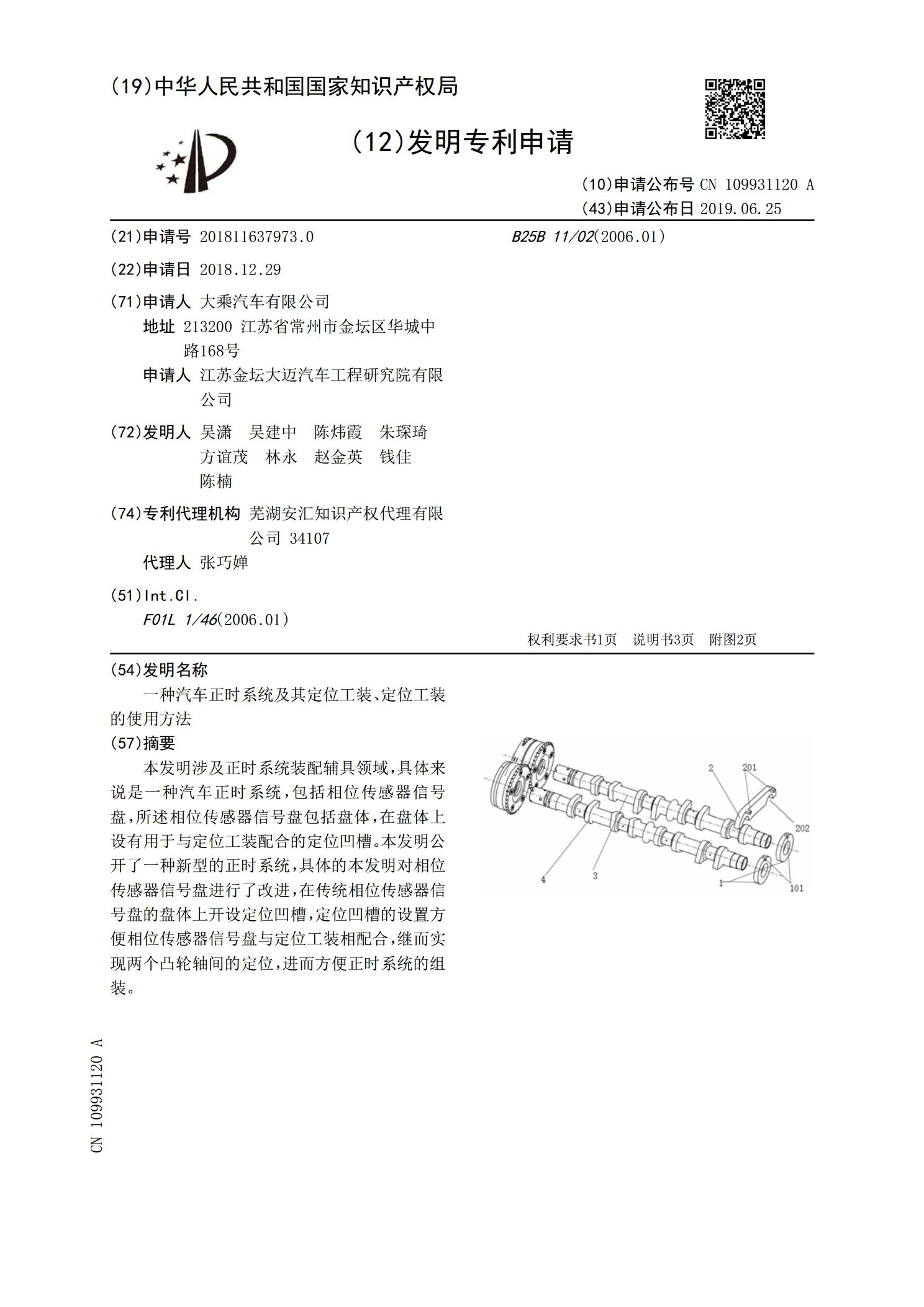
本发明涉及正时系统装配辅具领域,具体来说是一种汽车正时系统,包括相位传感器信号盘,所述相位传感器信号盘包括盘体,在盘体上设有用于与定位工装配合的定位凹槽。本发明公开了一种新型的正时系统,具体的本发明对相位传感器信号盘进行了改进,在传统相位传感器信号盘的盘体上开设定位凹槽,定位凹槽的设置方便相位传感器信号盘与定位工装相配合,继而实现两个凸轮轴间的定位,进而方便正时系统的组装。