
一种九辊热矫直机更换辊盒的方法.pdf

Th****s3

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种九辊热矫直机更换辊盒的方法.pdf
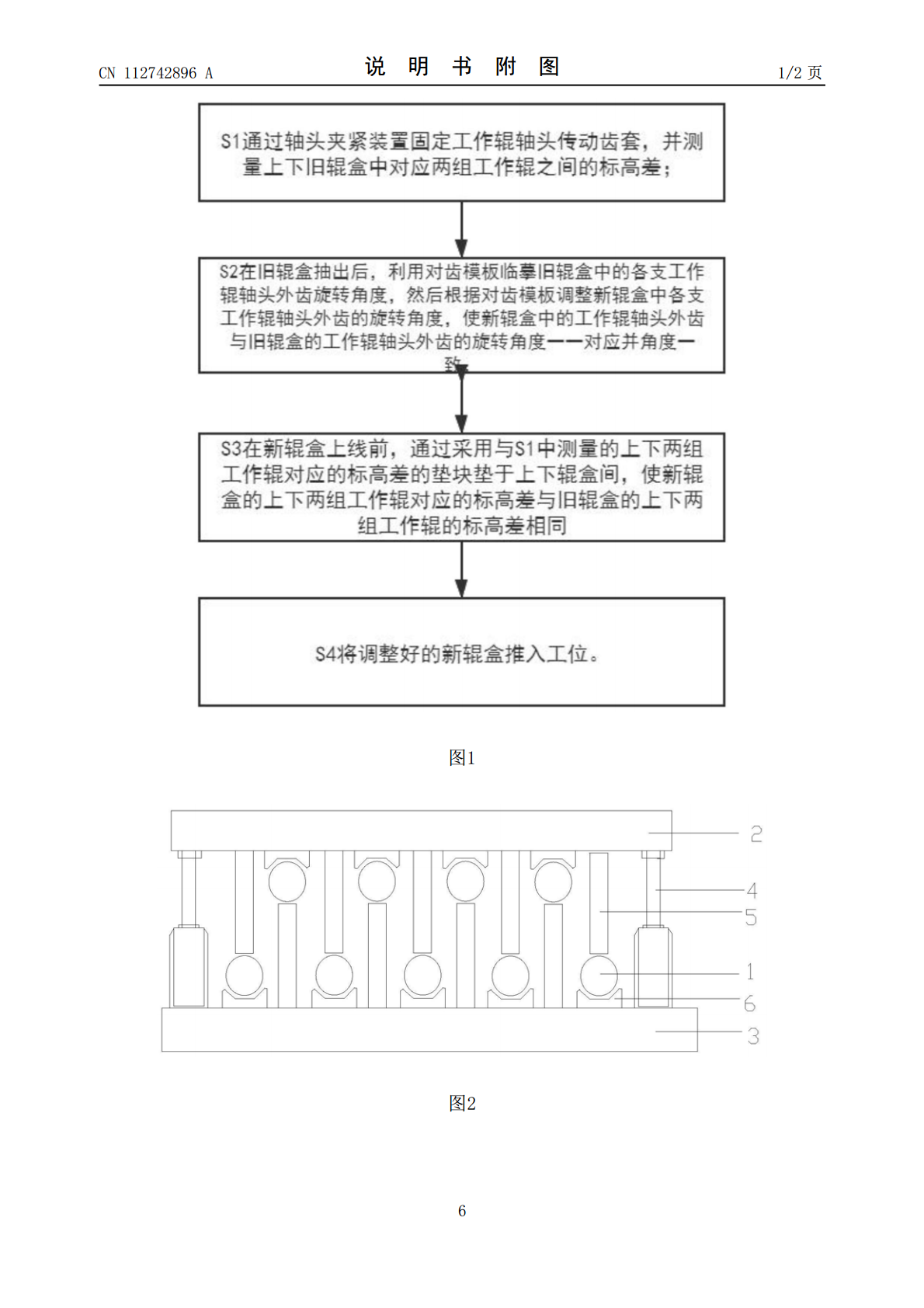
本发明提供了一种九辊热矫直机更换辊盒的方法,属于热轧钢板矫直机技术领域。该方法,包括S1在上下两组旧辊盒抽出前,固定工作辊轴头传动齿套,并测量上下旧辊盒中对应两组工作辊之间的标高差;S2在旧辊盒抽出后,临摹旧辊盒中的各支工作辊轴头外齿旋转角度,调整新辊盒中各支工作辊轴头外齿的旋转角度,使新辊盒中的工作辊轴头外齿与旧辊盒的工作辊轴头外齿的旋转角度一一对应并角度一致;S3在新辊盒上线前,通过采用S1中测量的标高差的垫块垫于上下辊盒间,使新辊盒的上下两组工作辊对应的标高差与旧辊盒的上下两组工作辊的标高差相同;S

热矫直机工作辊辊面粘钢分析.docx
热矫直机工作辊辊面粘钢分析热矫直机工作辊辊面粘钢分析摘要:热矫直机是制造工业界中常用的一种设备,它广泛应用于钢铁行业。然而,在使用过程中工作辊的辊面常会出现粘钢现象,影响矫直效果和生产效率。本论文将从机理分析、常见原因和解决方法等方面,对热矫直机工作辊辊面粘钢现象进行综合分析,并提出一些解决方案。第一部分:引言热矫直机作为一种常用设备,主要用于对热处理后的钢材进行矫直加工,以提高钢材的质量和形状。然而,工作辊辊面粘钢现象的出现给生产带来了一定的困扰。因此,对这一现象进行深入分析并寻找解决方法具有重要意义。
一种辊式矫直机便于换辊的设备及方法.pdf
本发明公开了一种辊式矫直机便于换辊的设备及方法,该设备包括换辊小车,所述换辊小车为具有换辊功能的AGV小车,换辊小车上设有运动控制处理器;所述换辊小车包括固定端、自由端和中间端,固定端固定在车架上;固定端底座上部中间是固定端千斤顶装置,固定端千斤顶装置的两边是气缸;换辊小车的自由端设有与辊盒侧边支撑点相匹配的自由端支撑头,自由端支撑头的下方设有自由端千斤顶装置,自由端底座设有自由端滑块;换辊小车的中间端位于自由端和固定端之间,中间端设有辊盒支撑头;换辊小车的车架上设有支持滑动的丝杠和导轨。本发明实现了矫直

二辊式矫直机辊型及换辊方法的改进.docx
二辊式矫直机辊型及换辊方法的改进二辊式矫直机是金属板材加工中常用的设备,其主要作用是通过对金属板材的辊压,使其产生塑性变形,从而达到矫直的效果。二辊式矫直机由上辊和下辊组成,辊型和换辊方法是二辊式矫直机中非常重要的部分,本文将从这两个方面进行探讨。一、辊型的改进辊型对于矫直效果有着决定性的影响,不同的辊型适用于不同的材质和厚度。常见的辊型有三角形辊型、平面辊型、弧形辊型等多种类型。针对于不同的板材厚度和材质,我们可以采取不同的辊型。针对于薄板材,我们可以采用三角形辊型,其主要优点是能够对小半径弯曲处进行大
矫直机辊圈轴套更换装置.pdf
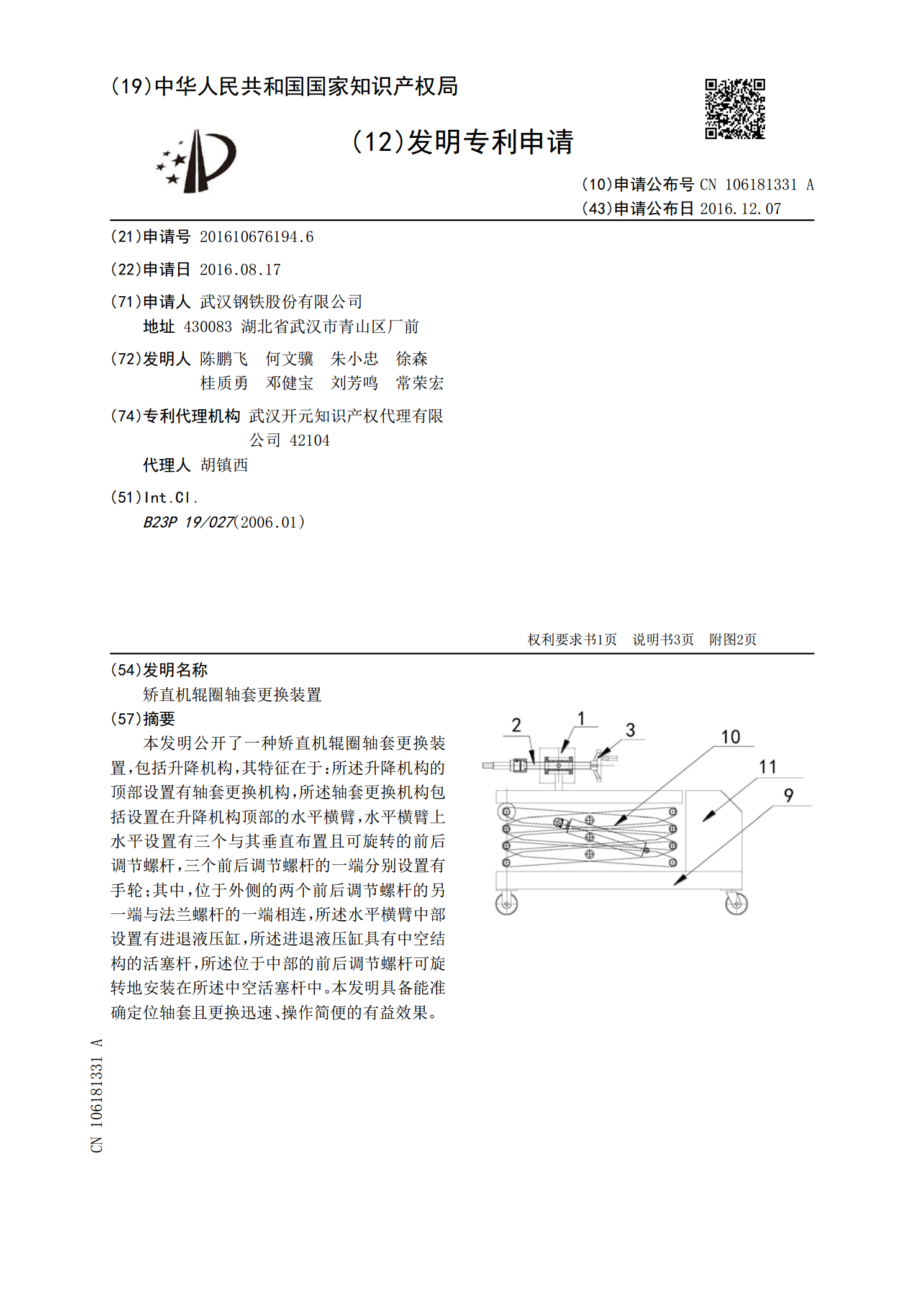
本发明公开了一种矫直机辊圈轴套更换装置,包括升降机构,其特征在于:所述升降机构的顶部设置有轴套更换机构,所述轴套更换机构包括设置在升降机构顶部的水平横臂,水平横臂上水平设置有三个与其垂直布置且可旋转的前后调节螺杆,三个前后调节螺杆的一端分别设置有手轮;其中,位于外侧的两个前后调节螺杆的另一端与法兰螺杆的一端相连,所述水平横臂中部设置有进退液压缸,所述进退液压缸具有中空结构的活塞杆,所述位于中部的前后调节螺杆可旋转地安装在所述中空活塞杆中。本发明具备能准确定位轴套且更换迅速、操作简便的有益效果。