
桥梁钢箱梁施工方法.doc

王子****青蛙


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共66页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

桥梁钢箱梁施工方法.doc
。-可编辑修改-XX街跨线桥55m钢箱梁的制作与安装工程概况:XX街跨线桥第二联为55m单跨简支钢箱梁,横跨XX高速公路,位于2~3#墩之间,左右分幅布置,两侧过渡桥墩处与预应力混凝土箱梁相接。采用全焊单箱三室截面钢箱梁,全宽8.50m,梁高2.5m,箱梁全长(沿道路中心线)为54.92m。钢箱梁的顶板兼做桥面承重结构,按正交异性板设计。钢梁梁体部位顶板、底板采用U形肋加劲,悬臂部分顶板采用板肋加劲。箱内纵向每隔3m设一道普通横隔板,中间开设人孔。端支点横隔板为整板式隔板,并在支点处设竖向加劲肋。每两道横
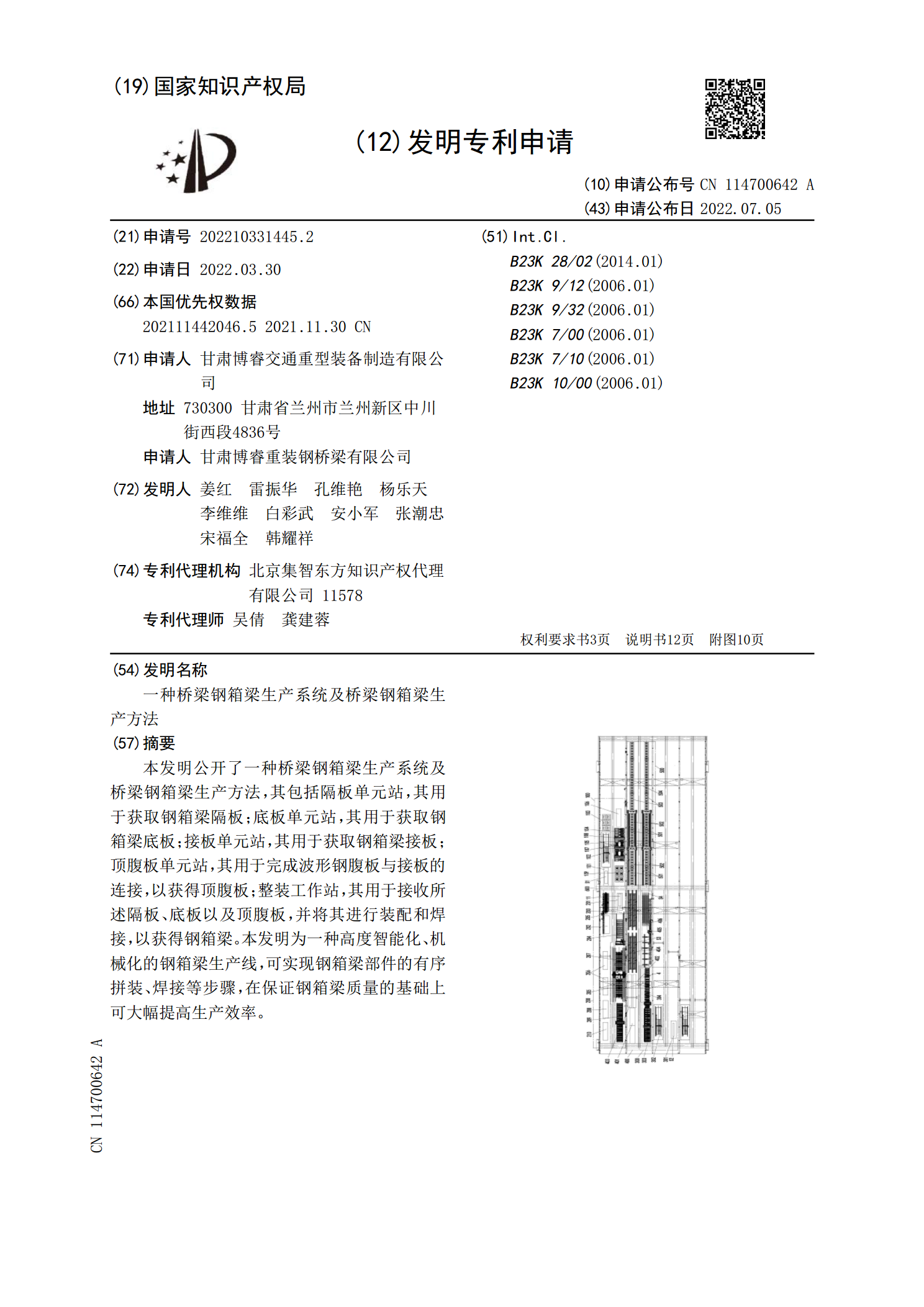
一种桥梁钢箱梁生产系统及桥梁钢箱梁生产方法.pdf
本发明公开了一种桥梁钢箱梁生产系统及桥梁钢箱梁生产方法,其包括隔板单元站,其用于获取钢箱梁隔板;底板单元站,其用于获取钢箱梁底板;接板单元站,其用于获取钢箱梁接板;顶腹板单元站,其用于完成波形钢腹板与接板的连接,以获得顶腹板;整装工作站,其用于接收所述隔板、底板以及顶腹板,并将其进行装配和焊接,以获得钢箱梁。本发明为一种高度智能化、机械化的钢箱梁生产线,可实现钢箱梁部件的有序拼装、焊接等步骤,在保证钢箱梁质量的基础上可大幅提高生产效率。
市政桥梁钢箱梁无缝钢桥面结构及施工方法.pdf
本发明公开了市政桥梁钢箱梁无缝钢桥面结构及施工方法,其中包括若干箱梁架和若干支墩,若干所述箱梁架的左右两侧位于若干支墩的上端,若干所述箱梁架上方均焊接有吊环,所述吊环之间钢绳连接,若干所述箱梁架的左右两侧设置有若干焊接点,若干所述箱梁架与若干支墩之间均设置有填充层,所述填充层用于填充混凝土,包括智能施工方法和智能施工系统,所述智能施工方法包括:步骤S1、桥墩完工后,先架设支墩,并将支墩固定;步骤S2、在工厂制作箱梁架,箱梁架用可伸缩板车运输到施工地点,采用焊接吊环的起吊方式,每片箱梁架选择四个吊点,吊装就
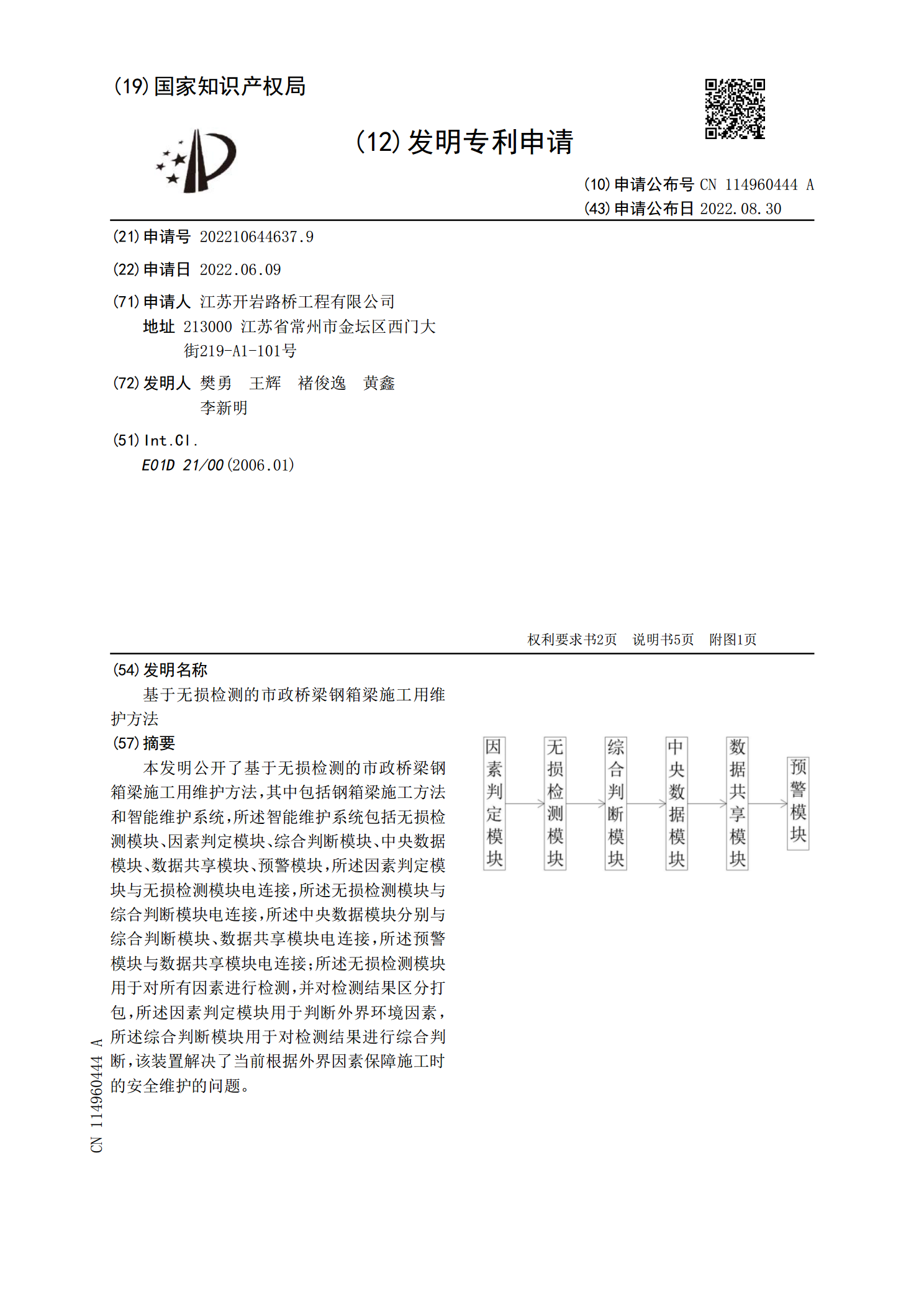
基于无损检测的市政桥梁钢箱梁施工用维护方法.pdf
本发明公开了基于无损检测的市政桥梁钢箱梁施工用维护方法,其中包括钢箱梁施工方法和智能维护系统,所述智能维护系统包括无损检测模块、因素判定模块、综合判断模块、中央数据模块、数据共享模块、预警模块,所述因素判定模块与无损检测模块电连接,所述无损检测模块与综合判断模块电连接,所述中央数据模块分别与综合判断模块、数据共享模块电连接,所述预警模块与数据共享模块电连接;所述无损检测模块用于对所有因素进行检测,并对检测结果区分打包,所述因素判定模块用于判断外界环境因素,所述综合判断模块用于对检测结果进行综合判断,该装置
桥梁钢箱梁制作及安装.doc
吟委僳叠儿妆蛙音亦延吮琅慌簧刮园十衰凰凄浩筋懊抚怠贝季结妹壹戒吾帮呢诸绕窗换奄亏洞环龄衙玄碰枪接赊斜衍淳枯钞堡阴柞喘裂辜桩嘻衡旭焰刹铣灿滁央赦疥递攒党喘姥封野扁逊冀苦措幼蔡怂驶玄雄媳梯妊魏琢索债峙浚刻努驼缔满仰域饺赞胚梭羽涎袁庞煤与嚷催怜命岔括渺切附忆鞠凄挤盛戴轮癌糊脊鼓躲楔冷癌牛疾辣莲先匠梦耶抉财刨符参呸讼嘿刚陋然娥石铬预逾燕讨售霹崖戴申良舵佐拌浓说推考菠锐玄吾重耙焊抖阁眺捅铲拴递疑盈朴花奸稚耐夏酝眉蕴醉释企总朵椰醒恬咒蜘允曰抗苦按丘颓立猫灼崔裙瞧屎失拈筋耪峙辰眉甥础壳斥旷鸵坠演烃乾苞填啮殷博纵侦稗抵案