
一种适用于INS膜片基材的PC/ABS合金材料及其制备方法.pdf

思洁****爱吗

1/10
2/10

3/10
4/10

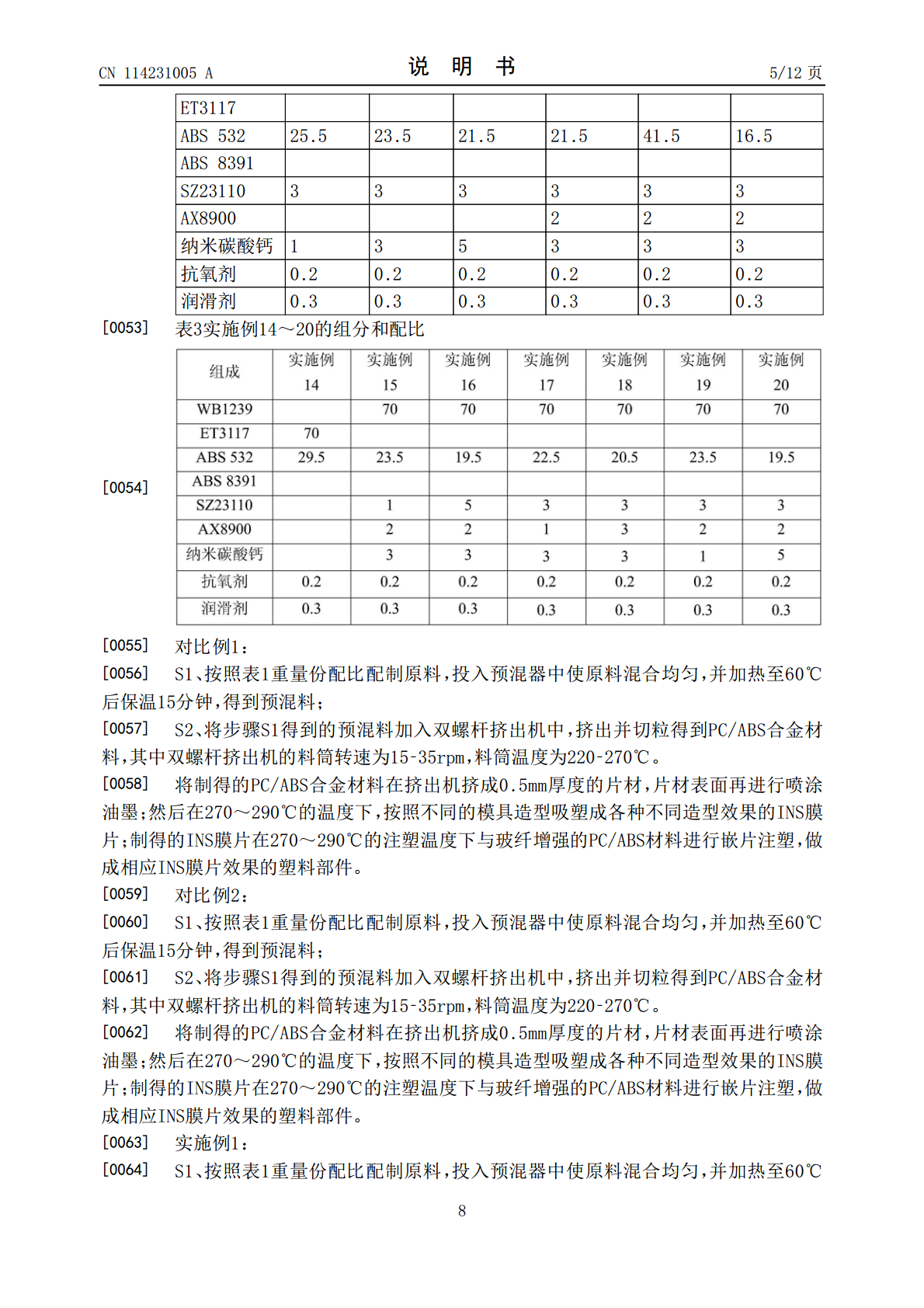
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种适用于INS膜片基材的PC/ABS合金材料及其制备方法.pdf
本发明涉及高分子材料领域,具体是一种适用于INS膜片基材的PC/ABS合金材料,由以下成分按如下重量份组成:PC树脂60‑80份,ABS树脂15‑40份,相容剂1‑5份,扩链剂0.1‑5份,纳米碳酸钙0.1‑5份,抗氧剂0.1‑1份,润滑剂0.1‑1份。本发明还提供这种PC/ABS合金材料的制备方法。本发明通过使用支化高粘度PC、高粘度ABS、纳米碳酸钙和扩链剂,使得INS膜片在270~290℃高温吸塑和注塑过程中保持很好的强度和尺寸稳定性,保证了油墨层中图案不被过分拉伸或破坏;通过使用低晶点的PC和AB
一种云母膜片及其制备方法.pdf
本发明公开了一种云母膜片及其制备方法,这种云母膜片包括基础云母纸层,所述基础云母纸层的一侧表面上成型有加强层,所述加强层包括一层芳纶纤维层以及一层碳纤维膜层,所述芳纶纤维层中采用的芳纶纤维为通过化学方式进行镀镍处理的短切芳纶Ⅲ,制备时,先将短切芳纶Ⅲ进行前处理改性,然后配合化学镀液进行表面金属化处理,再将经过表面金属化处理后的短切芳纶Ⅲ填充于芳纶纤维层中,在覆盖一层开有蜂窝状网格孔的碳纤维膜层后热压形成加强层,再在加强层的外表面成型有一层补强云母纸层。本发明的云母膜片在具有云母热性能和介电性能的同时具有较
一种适用于金属基材的陶瓷识别涂层及其制备方法.pdf
本发明提供一种适用于金属基材的陶瓷识别涂层及其制备方法,该陶瓷识别涂层特别适用于电厂锅炉内的金属基材。所述陶瓷识别涂层由基层和表层组成。基层又称识别层,为白色,厚度为0.10~0.15mm,表层为绿色,厚度为0.10~0.15mm,表层与基层色差明显,辨识度高。所述陶瓷识别涂层在使用过程中,如漏出基层部分再次补喷表层时无需喷砂,用高压风或高压水将受热面浮灰吹扫、冲洗干净后,可在露出白色基层的部位,直接喷涂表层涂料。本发明请求保护的陶瓷识别涂层具有耐高温腐蚀、抗粘污结焦、提升换热效率的功能,可有效延长基材的

一种防火基材板及其制备方法.pdf
本发明提供一种防火基材板,其特征在于,包括:氧化镁、卤水、水、添加剂、胶体、木粉,所述氧化镁、卤水、水形成三元体系的凝胶,卤水为氯化镁和硫酸镁经过配比形成的中性混合物。本发明采用氯化镁(碱性)和硫酸镁(酸性)经科学配比成混合卤水(中性)克服了板材返卤的问题;同时本发明提供一种防火基材板的制备方法,采用分段式热压工艺保证板材不裂开不起鼓,同时缩短板材成型时间,提高抗折强度。

一种用于面膜的基材及其制备方法.pdf
一种用于面膜的基材,由下述重量份的原料制成:小分子玻尿酸:0.1-3,大分子玻尿酸:0.1-2.5,合成蛋清粉:0.7-30,芦荟提取物:1-7,丙二醇:0.7-9,1,2-丁二醇:5-50,甘油:5-30,水加至1000;所述芦荟提取物为粉状或颗粒;所述水选自去离子水、蒸馏水或纯化水。本发明的用于面膜的基材,本身具有保湿、补水、修复、防治紫外线对皮肤的损伤、美白、祛斑、嫩肤等多种效果,因而可以直接作为面膜精华液进行面膜,也可以与很多有针对性的独特的各种原料配伍使用,从而制成各种面膜产品。