
手工电弧焊.doc

仙人****88


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
手工电弧焊.pdf
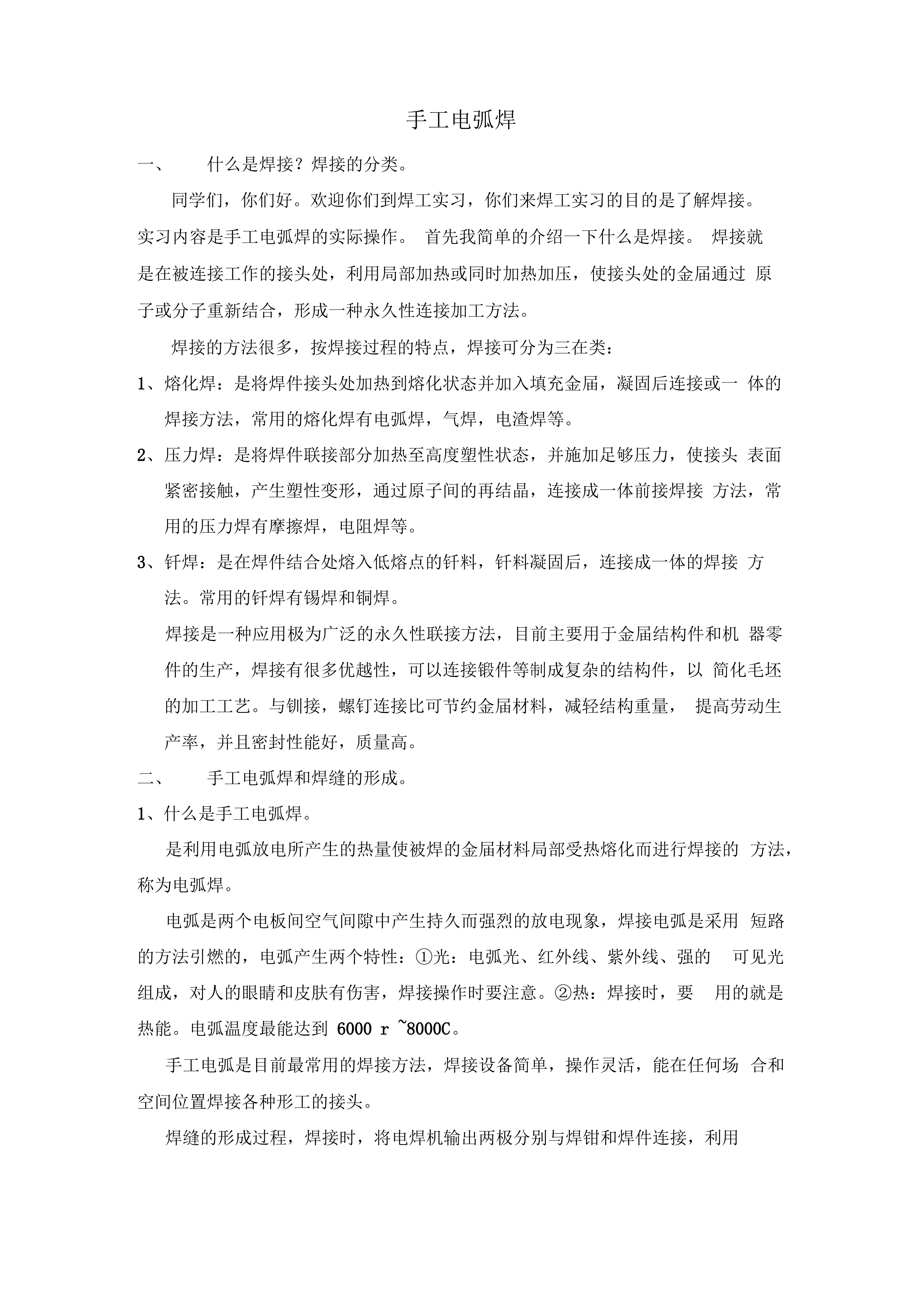
手工电弧焊一、什么是焊接?焊接的分类。同学们你们好。欢迎你们到焊工实习你们来焊工实习的目的是了解焊接。实习内容是手工电弧焊的实际操作。首先我简单的介绍一下什么是焊接。焊接就是在被连接工作的接头处利用局部加热或同时加热加压使接头处的金届通过原子或分子重新结合形成一种永久性连接加工方法。焊接的方法很多按焊接过程的特点焊接可分

手工电弧焊.doc
5.2手工电弧焊电弧焊是熔化焊中最基本的焊接方法,它也是在各种焊接方法中应用最普遍的焊接方法,其中最简单最常见的是用手工操作电焊条进行焊接的电弧焊,称为手工电弧焊,简称手弧焊。手弧焊的设备简单,操作方便灵活,适应性强。它适用于厚度2mm以上的各种金属材料和各种形状结构的焊接,尤其适于结构形状复杂、焊缝短或弯曲的焊件和各种不同空间位置的焊缝焊接。手弧焊的主要缺点是焊接质量不够稳定,生产效率较低,对操作者的技术水平要求较高。5.2.1手弧焊的焊接过程首先将电焊机的输出端两极分别与焊件和焊钳连接,如图5-4所示

手工电弧焊.doc
施工技术交底工程名称八冶兰州基地南院A9号商住楼交底日期2012年07月12日施工单位八冶203工程处分项工程名称手工电弧焊交底内容:地下室墙体砌筑施工准备作业条件焊工必须持证上岗。作业现场要有安全防护、防火、通风措施,防止发生触电、火灾、中毒及烧伤等事故。正式焊接前,各个电焊工应对其在工程中准备进行电弧焊的主要规格的钢筋各焊3个模拟试件,做拉伸试验,经试验合格后,方可参加施工作业。材料要求钢筋:钢筋的级别、规格必须符合设计要求,有产品合格证、出厂检测报告和进场复验报告。进口钢筋还应做化学试验及可焊性试验
手工电弧焊.ppt
焊接理论知识在现代机械制造生产过程中,机器或产品的零件一般都是先由原材料制成毛坯,再经过具体的切削加工来制成。所谓毛坯,就是根据图纸所要求的工艺尺寸、形状而制成的坯料。工厂中常用的毛坯有:型材、铸件、锻件、冲压件、焊接件等。其中,焊接件就是由焊接这种成形方法制成的。在我们国家国民经济建设领域,焊接有着极为广泛的应用,它广泛的应用于机械制造、船舶制造、建筑安装、航空航天等诸多领域。1.焊接定义:2.焊接分类:焊接特点手工电弧焊焊接设备交流焊机直流焊机焊接过程焊条电弧焊焊接电弧电焊条--供夹持用的电极焊条组成

手工电弧焊.pdf
第六章焊接把金属零件或材料在加热或加压下,利用原子间的结合与扩散作用,连接成为一个整体的过程称为焊接。它是工业生产和工程建设中应用广泛的一种金属连接方法。焊接方法的种类很多,按焊接工艺特征可以分为熔化焊、压力焊和钎焊三大类。生产上常用的焊接方法有手工电弧焊、气焊和电阻焊等。6.1手工电弧焊6.1.1手工电弧焊的焊接过程(a)焊接连线(b)焊接过程图6.1焊条电弧焊过程1—零件2—焊缝3—焊条4—焊钳1'—熔渣2'—焊缝3'—保护气体4'—药皮5—焊接电源6—电缆7—地线夹头5'—焊芯6'—熔滴7'—电弧8