
手工电弧焊.pdf

17****27

1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
手工电弧焊.pdf
手工电弧焊一、什么是焊接?焊接的分类。同学们你们好。欢迎你们到焊工实习你们来焊工实习的目的是了解焊接。实习内容是手工电弧焊的实际操作。首先我简单的介绍一下什么是焊接。焊接就是在被连接工作的接头处利用局部加热或同时加热加压使接头处的金届通过原子或分子重新结合形成一种永久性连接加工方法。焊接的方法很多按焊接过程的特点焊接可分
手工电弧焊.ppt
焊接理论知识在现代机械制造生产过程中,机器或产品的零件一般都是先由原材料制成毛坯,再经过具体的切削加工来制成。所谓毛坯,就是根据图纸所要求的工艺尺寸、形状而制成的坯料。工厂中常用的毛坯有:型材、铸件、锻件、冲压件、焊接件等。其中,焊接件就是由焊接这种成形方法制成的。在我们国家国民经济建设领域,焊接有着极为广泛的应用,它广泛的应用于机械制造、船舶制造、建筑安装、航空航天等诸多领域。1.焊接定义:2.焊接分类:焊接特点手工电弧焊焊接设备交流焊机直流焊机焊接过程焊条电弧焊焊接电弧电焊条--供夹持用的电极焊条组成

手工电弧焊.pdf
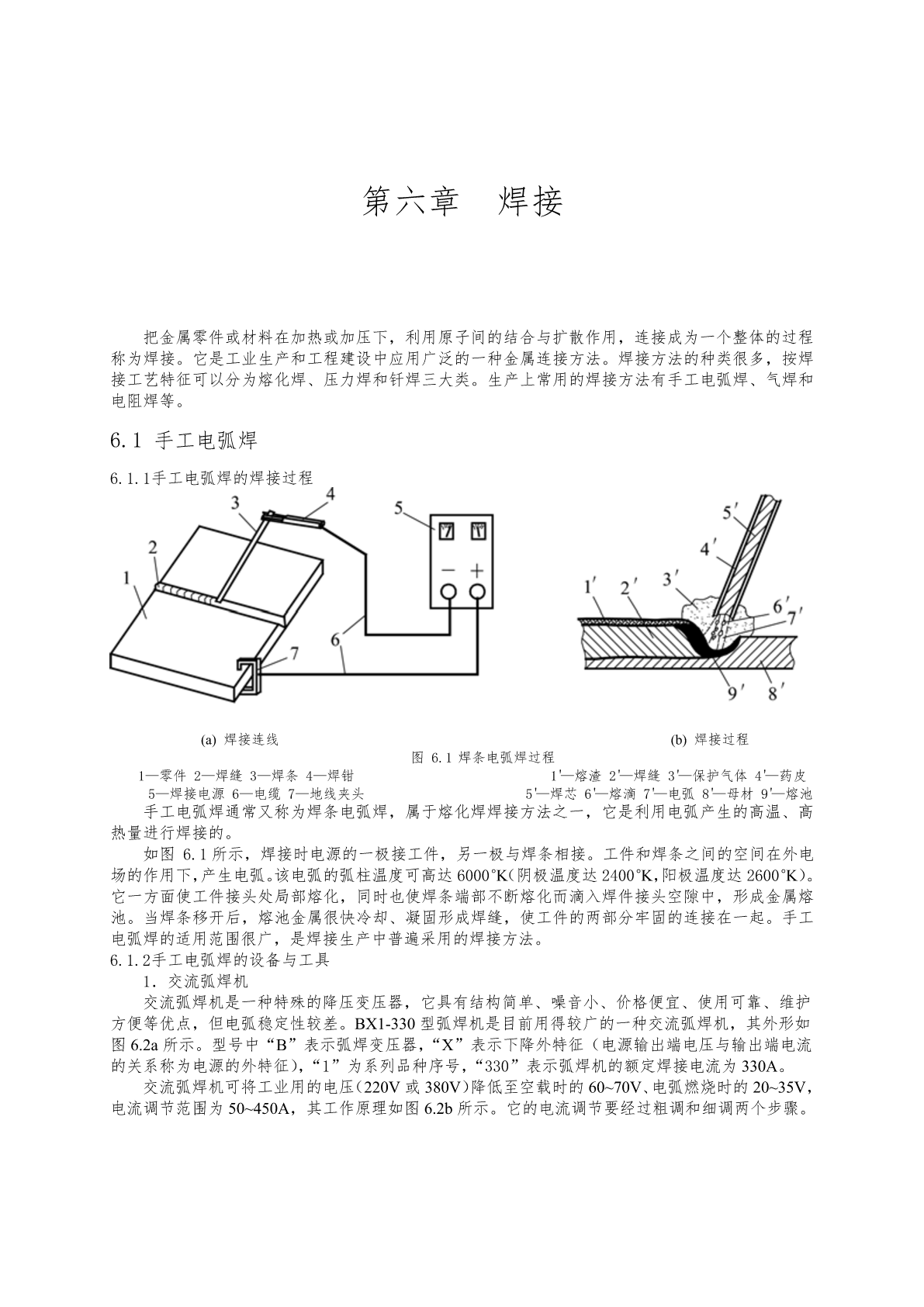
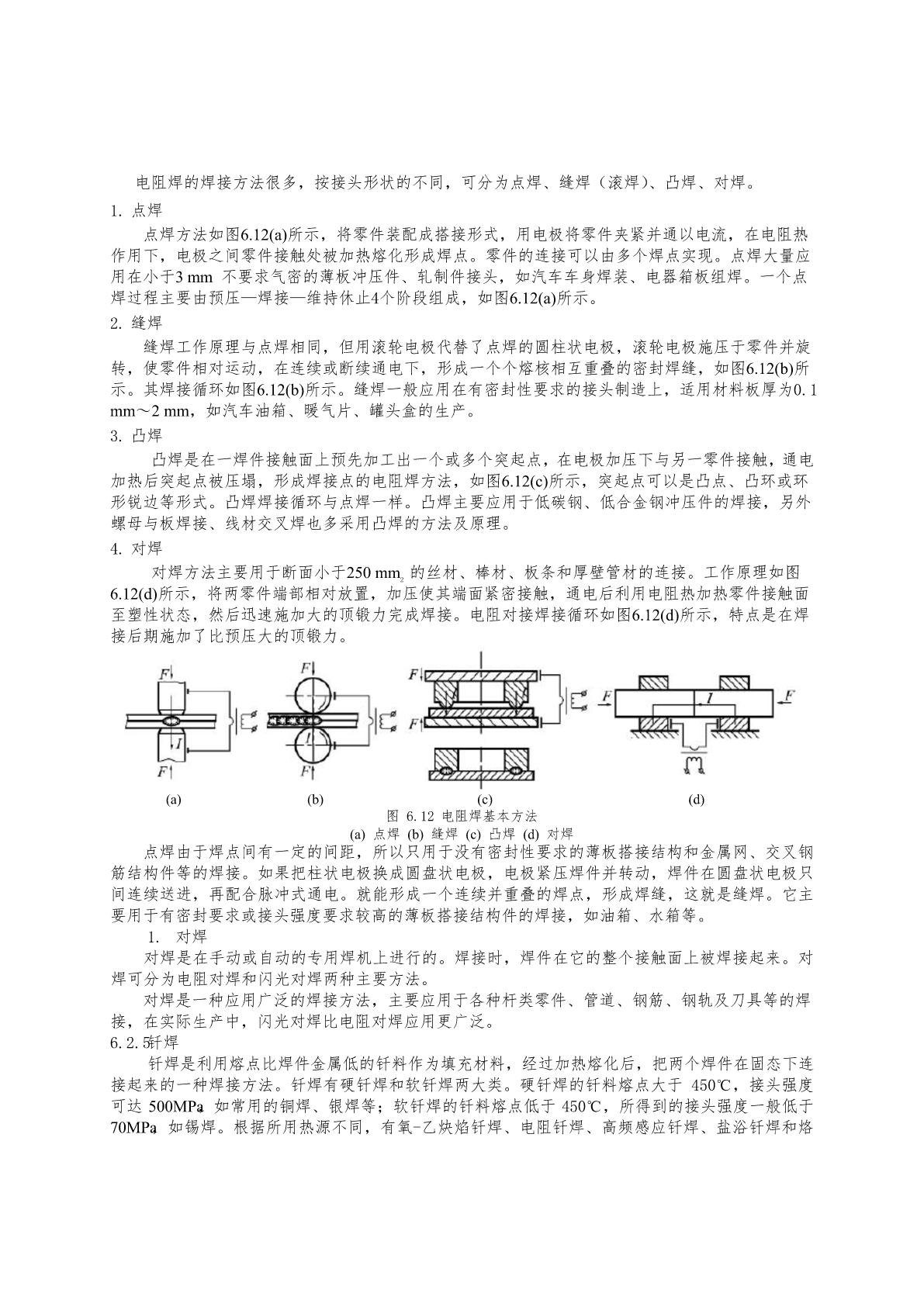
第六章焊接把金属零件或材料在加热或加压下,利用原子间的结合与扩散作用,连接成为一个整体的过程称为焊接。它是工业生产和工程建设中应用广泛的一种金属连接方法。焊接方法的种类很多,按焊接工艺特征可以分为熔化焊、压力焊和钎焊三大类。生产上常用的焊接方法有手工电弧焊、气焊和电阻焊等。6.1手工电弧焊6.1.1手工电弧焊的焊接过程(a)焊接连线(b)焊接过程图6.1焊条电弧焊过程1—零件2—焊缝3—焊条4—焊钳1'—熔渣2'—焊缝3'—保护气体4'—药皮5—焊接电源6—电缆7—地线夹头5'—焊芯6'—熔滴7'—电弧8

手工电弧焊.doc
一、手弧焊的焊接过程及焊接电弧1.焊接过程焊接前,先将焊件和焊钳通过导线分别接到弧焊机输出端的两极,并用焊钳夹持焊条。焊接时,首先在焊件与焊条间引出电弧,电弧热将同时熔化焊件接头处和焊条,形成金属熔池,随着焊条沿焊接方向向前移动,新的熔池不断产生,原先的熔池则不断冷却、凝固、形成焊缝,使分离的两个焊接连接在一起。焊后用清渣锤把覆盖在焊缝上的熔渣清理干净,检查焊接质量。手工电弧焊手工电弧焊是电弧焊的一种,因手工操作而得名,简称手弧焊。手弧焊所用设备比较简单,操作机动灵活,能在任何场合和空间位置焊接各种形式的
手工电弧焊.ppt
焊接:是通过加热或加压或两者并用,用(或不用)填充材料,使工件达到结合的一种方法。促进原子或分子之间产生结合和扩散的方法是加热或加压,或两者并用。二、焊接方法分类压焊:在焊接过程中,必须对焊件施加压力(加热或不加热),以完成焊接的方法,称为压焊。如电阻焊、冷压焊等。这类焊接方法的共同特点是,焊件不论加热与否均施加一定的压力,使两结合面紧密接触产生结合作用,从而使两焊件连接在一起,接触含与摩擦焊都属于这一类。钎焊:是硬钎焊和软钎焊的总称,采用比母材熔点低的金属材料作为钎料,将焊件和钎料加热到高于钎料的熔点,