
滤棒成型机上胶控制方法、装置、设备和介质.pdf

是湛****21

1/8
2/8
3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
滤棒成型机上胶控制方法、装置、设备和介质.pdf
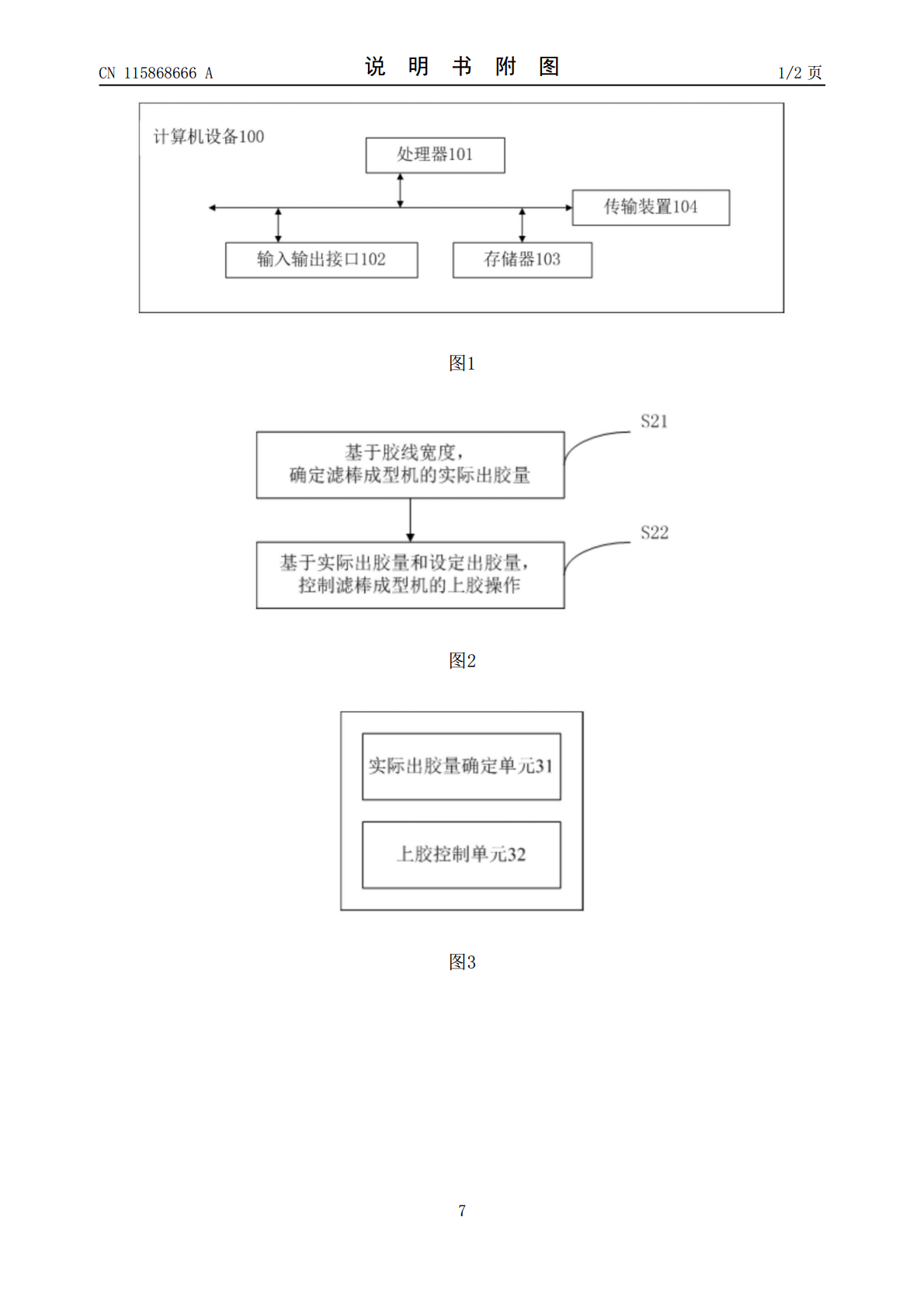
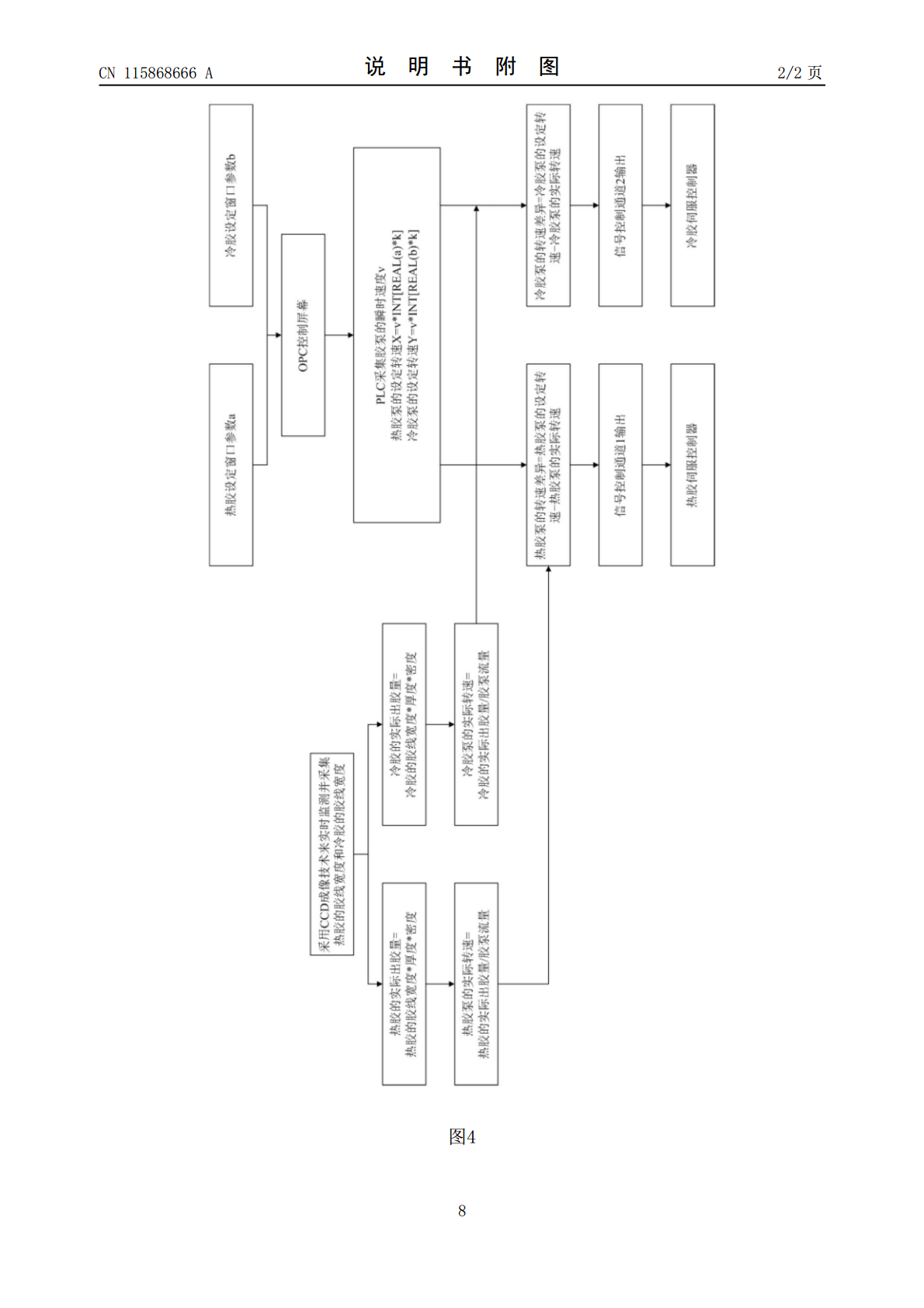
本发明涉及烟草制造技术领域,特别涉及滤棒成型机上胶控制方法、装置、设备和介质。本发明的方法包括:基于胶线宽度,确定滤棒成型机的实际出胶量;基于所述实际出胶量和设定出胶量,控制所述滤棒成型机的上胶操作。本发明可以提高滤棒成型机的上胶控制精度。
滤棒上胶装置、系统及上胶方法.pdf
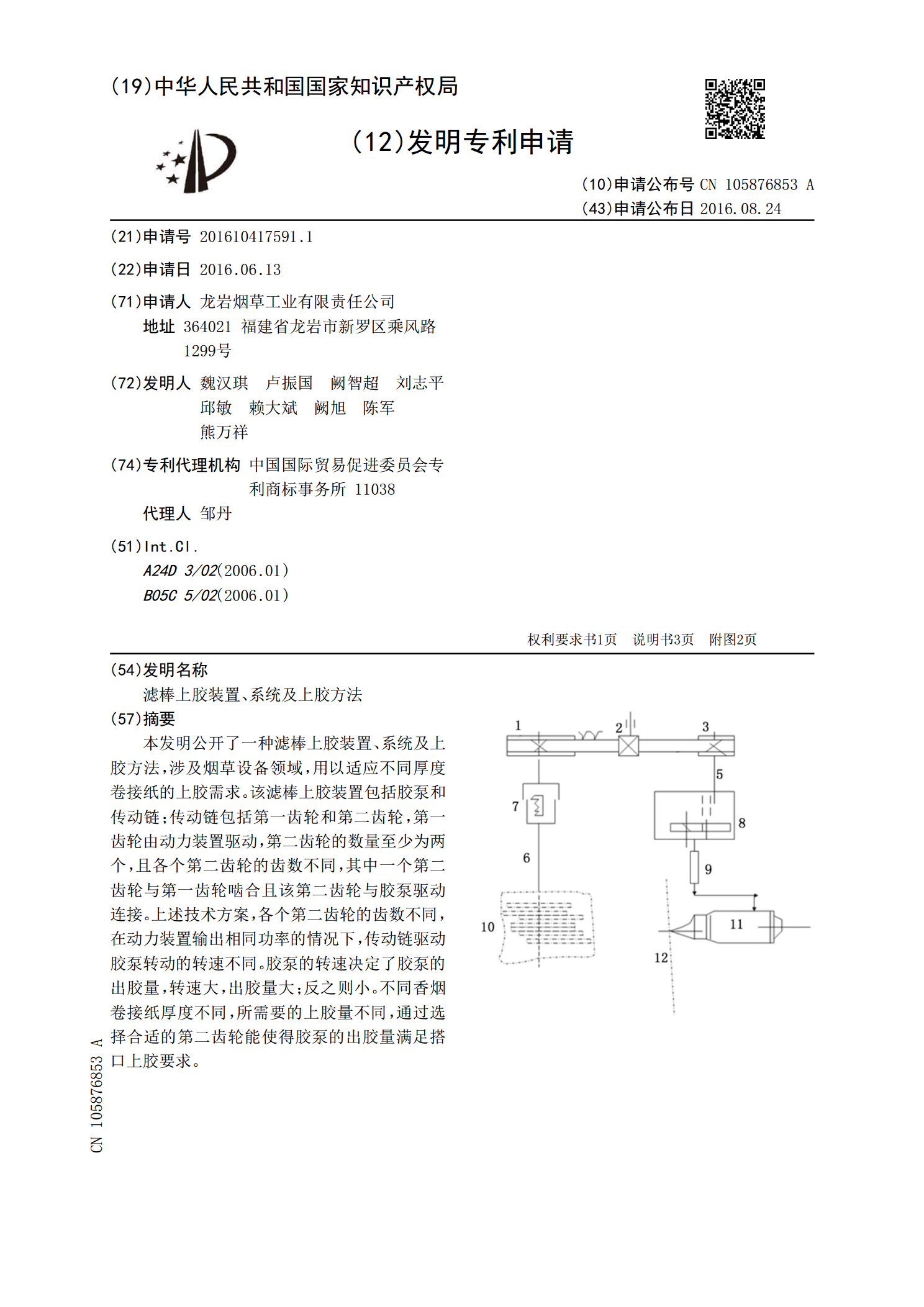
本发明公开了一种滤棒上胶装置、系统及上胶方法,涉及烟草设备领域,用以适应不同厚度卷接纸的上胶需求。该滤棒上胶装置包括胶泵和传动链;传动链包括第一齿轮和第二齿轮,第一齿轮由动力装置驱动,第二齿轮的数量至少为两个,且各个第二齿轮的齿数不同,其中一个第二齿轮与第一齿轮啮合且该第二齿轮与胶泵驱动连接。上述技术方案,各个第二齿轮的齿数不同,在动力装置输出相同功率的情况下,传动链驱动胶泵转动的转速不同。胶泵的转速决定了胶泵的出胶量,转速大,出胶量大;反之则小。不同香烟卷接纸厚度不同,所需要的上胶量不同,通过选择合适的

滤棒填丝量稳定的控制方法、装置、设备及介质.pdf
本申请公开了一种滤棒填丝量稳定的控制方法、装置、设备及介质,其中,该滤棒填丝量稳定的控制方法包括:获取成型机发送的成型机参数,基于成型机参数,启动成型机,并实时获取成型机的运行速度和丝束传送至成型机之前的实际张力值;根据运行速度和实际张力值,通过运动伺服控制器调控运动伺服电机的电机速度;将构成吸阻滤棒的丝束按照电机速度传送至成型机中,用于生成密度均匀的滤棒。该方法通过运行速度和实际张力值使运动伺服控制器调控运动伺服电机的电机速度,用于控制丝束未进入成型机前的运行速度,保证丝束在运行过程中存在的张力稳定在一

滤棒成型加线装置.pdf
本发明公开了一种滤棒成型加线装置,属于卷烟成型技术领域。包括棉线施加香料装置和烟舌处导线装置,棉线通过固定在主体支架上的陶瓷导线架进入上积液盘,然后进入香液储存箱浸泡香料后通过透明软管再次进入上积液盘,经羊毛毡挤压后再次通过透明软管进入烟舌导线装置或者进入下积液盘通过导线轮经羊毛毡再次挤压后进入烟舌导线装置。烟舌导线装置上的主支架固定在调节固定座上,导线套固定座安装在主支架上,通过微调螺栓和调节固定座将棉线控制在滤棒中心,最后棉线从导线套进入滤棒成型机烟舌成型加线滤棒。具有提高香料利用率,便于控制香料施加

丝束和滤纸机械折叠混合的卷烟滤棒成型装置.pdf
本发明公开了一种丝束和滤纸机械折叠混合的卷烟滤棒成型装置,在支架(1)的一端水平安装有导辊(2)和与导辊(2)平行的压辊(3),在支架(1)的另一端安装有调节支架(4),调节支架(4)上水平安装有固定柱(5)和调节管(6),调节管(6)和固定柱(5)上安装有竖直的调节板(7),调节板(7)的一端安装有水平的调节杆(10),调节杆(10)的两端通过“工”形支架(11)安装有两块水平的折叠板(12),两块折叠板(12)之间形成V形缺口,调节板(7)下部固定有分配板(13),分配板(13)的前端为V形前端且分配