
一种两侧平移压靠合模的成型模具.pdf

是向****23

1/8
2/8
3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种两侧平移压靠合模的成型模具.pdf
本发明公开了一种两侧平移压靠合模的成型模具,一对竖直连接板的下部之间竖直弹性移动设置有竖直移动板;竖直移动板的上端面上成型有若干前后均匀分布的圆柱状的竖直插柱;左右移动座的下端面上成型有若干与竖直插柱配合的竖直插孔;上模板的前端面上成型有一对左右分布的驱动板;连接支撑板的前部竖直移动设置有一对左右分布的圆柱状的主驱动柱;主驱动柱与驱动板一一对应;主驱动柱的底部成型有下连接板;下连接板的上端面的另一端成型有副驱动柱;副驱动柱竖直穿过连接支撑板的前部;副驱动柱的上端与相应侧的竖直移动板的前端固定连接。
一种月饼压模成型模具.pdf
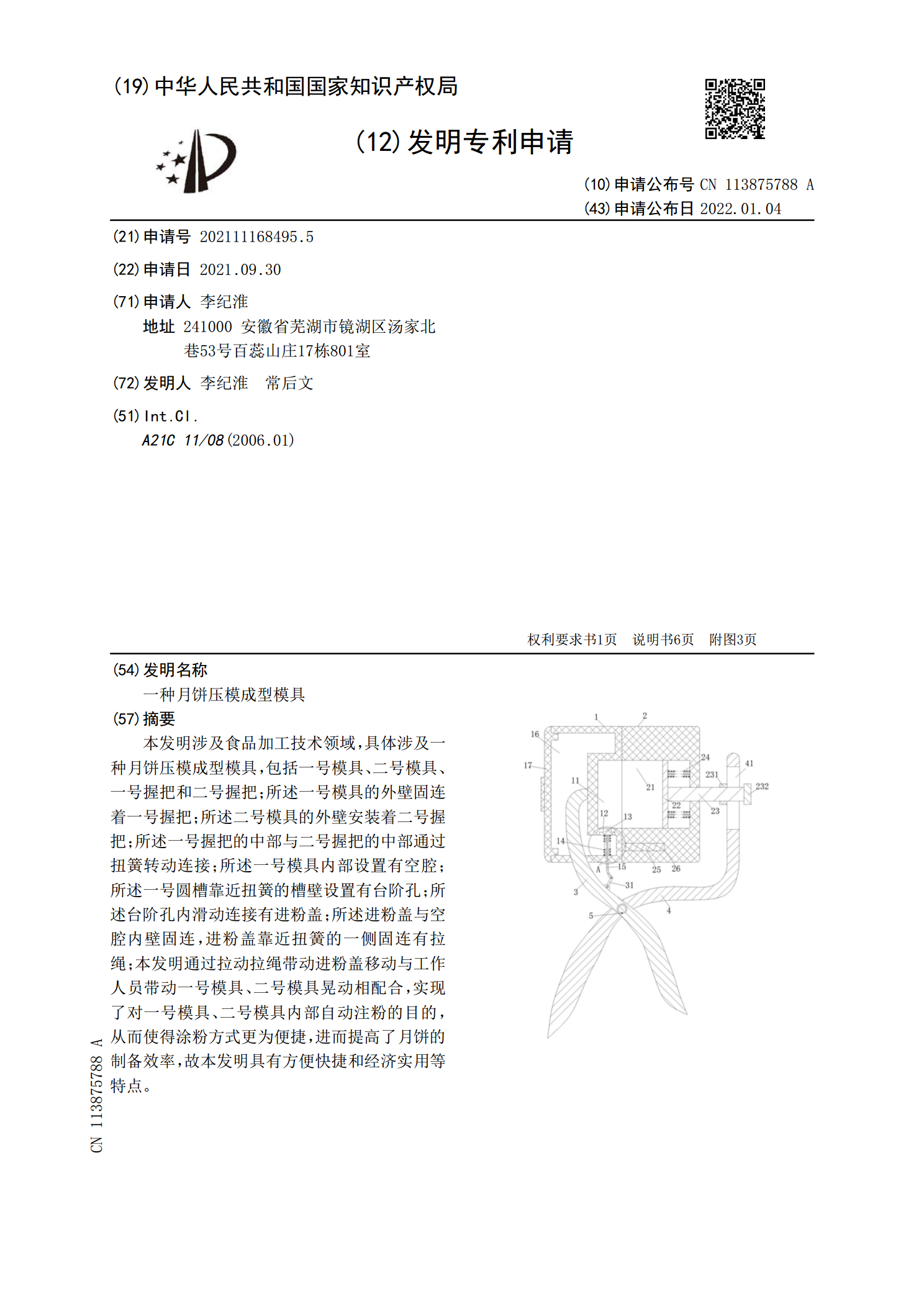
本发明涉及食品加工技术领域,具体涉及一种月饼压模成型模具,包括一号模具、二号模具、一号握把和二号握把;所述一号模具的外壁固连着一号握把;所述二号模具的外壁安装着二号握把;所述一号握把的中部与二号握把的中部通过扭簧转动连接;所述一号模具内部设置有空腔;所述一号圆槽靠近扭簧的槽壁设置有台阶孔;所述台阶孔内滑动连接有进粉盖;所述进粉盖与空腔内壁固连,进粉盖靠近扭簧的一侧固连有拉绳;本发明通过拉动拉绳带动进粉盖移动与工作人员带动一号模具、二号模具晃动相配合,实现了对一号模具、二号模具内部自动注粉的目的,从而使得涂
一种熔头成型工艺、合模模具及熔头成型设备.pdf
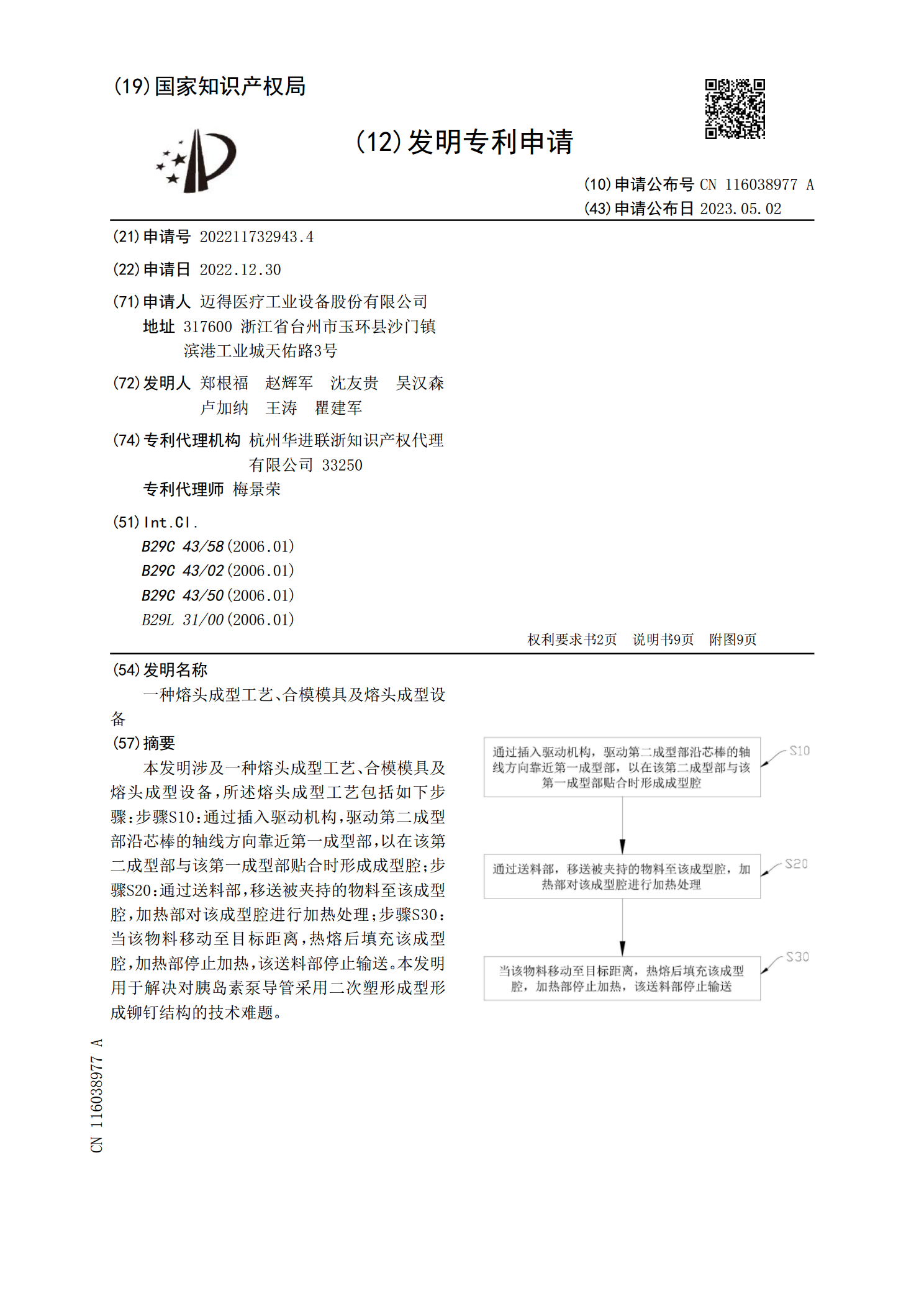
本发明涉及一种熔头成型工艺、合模模具及熔头成型设备,所述熔头成型工艺包括如下步骤:步骤S10:通过插入驱动机构,驱动第二成型部沿芯棒的轴线方向靠近第一成型部,以在该第二成型部与该第一成型部贴合时形成成型腔;步骤S20:通过送料部,移送被夹持的物料至该成型腔,加热部对该成型腔进行加热处理;步骤S30:当该物料移动至目标距离,热熔后填充该成型腔,加热部停止加热,该送料部停止输送。本发明用于解决对胰岛素泵导管采用二次塑形成型形成铆钉结构的技术难题。

一种伺服电缸合模的压塑成型装置.pdf
本发明公开了一种伺服电缸合模的压塑成型装置,涉及模具设备领域,包括:上模具;下模具,所述上模具位于所述下模具的上方;以及伺服电缸合模机构,所述伺服电缸合模机构能够驱动所述下模具上下往复直线运动;其中,所述伺服电缸合模机构包括驱动机构、导向机构和螺母旋转式滚珠丝杆,所述螺母旋转式滚珠丝杆包括丝杆;所述驱动机构驱动螺母旋转式滚珠丝杆运动时,所述丝杆贯穿所述导向机构上下往复直线运动;所述丝杆与所述下模具连接;其中,所述丝杆表面的啮合段导程由上至下逐渐变小。该伺服电缸合模的压塑成型装置取代了液压合模装置,解决了液
一种模具压模装置.pdf
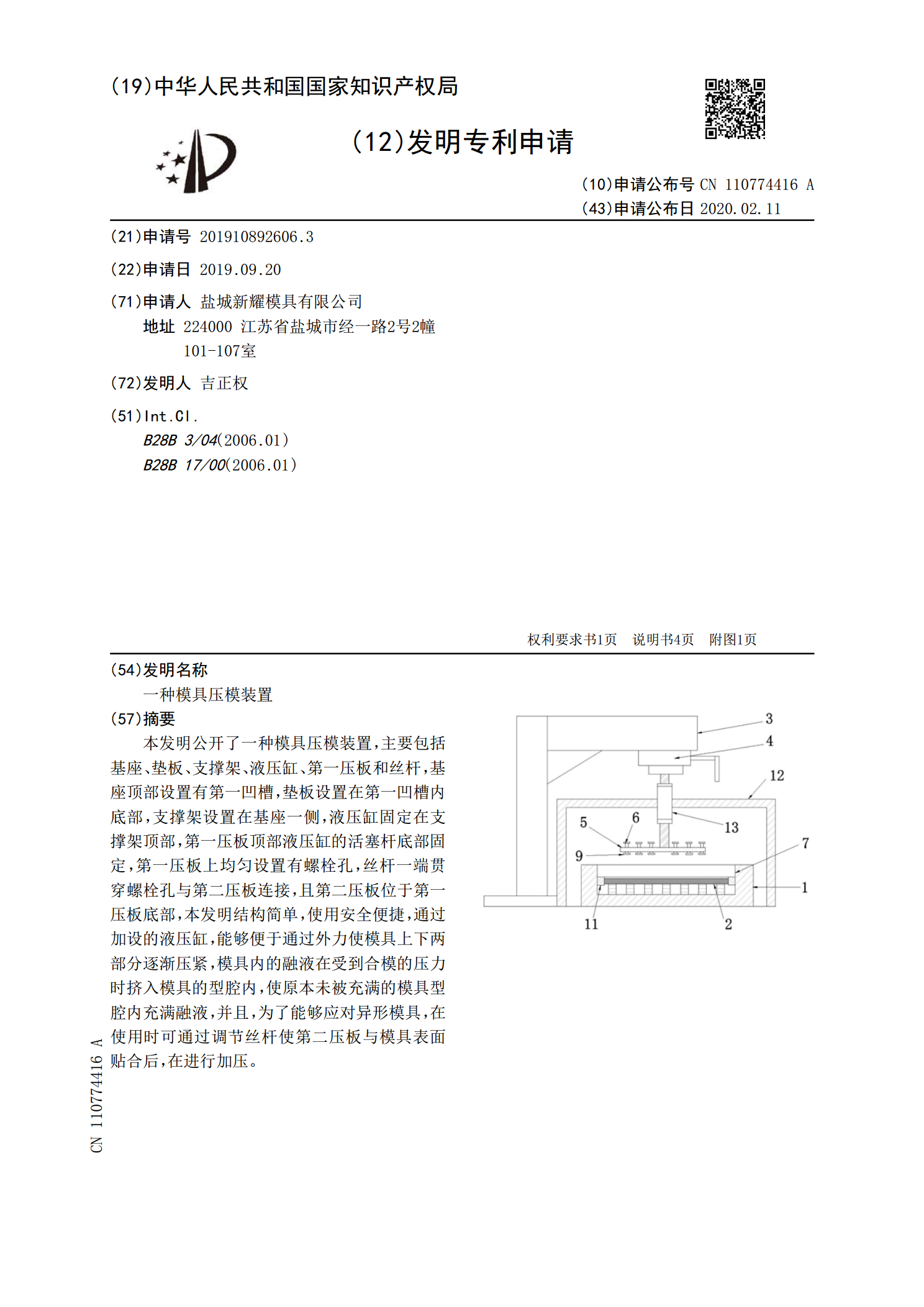
本发明公开了一种模具压模装置,主要包括基座、垫板、支撑架、液压缸、第一压板和丝杆,基座顶部设置有第一凹槽,垫板设置在第一凹槽内底部,支撑架设置在基座一侧,液压缸固定在支撑架顶部,第一压板顶部液压缸的活塞杆底部固定,第一压板上均匀设置有螺栓孔,丝杆一端贯穿螺栓孔与第二压板连接,且第二压板位于第一压板底部,本发明结构简单,使用安全便捷,通过加设的液压缸,能够便于通过外力使模具上下两部分逐渐压紧,模具内的融液在受到合模的压力时挤入模具的型腔内,使原本未被充满的模具型腔内充满融液,并且,为了能够应对异形模具,在使