
囊袋式柔性平板膜元件、制备方法和平板膜组件.pdf

代瑶****zy


1/10
2/10
3/10
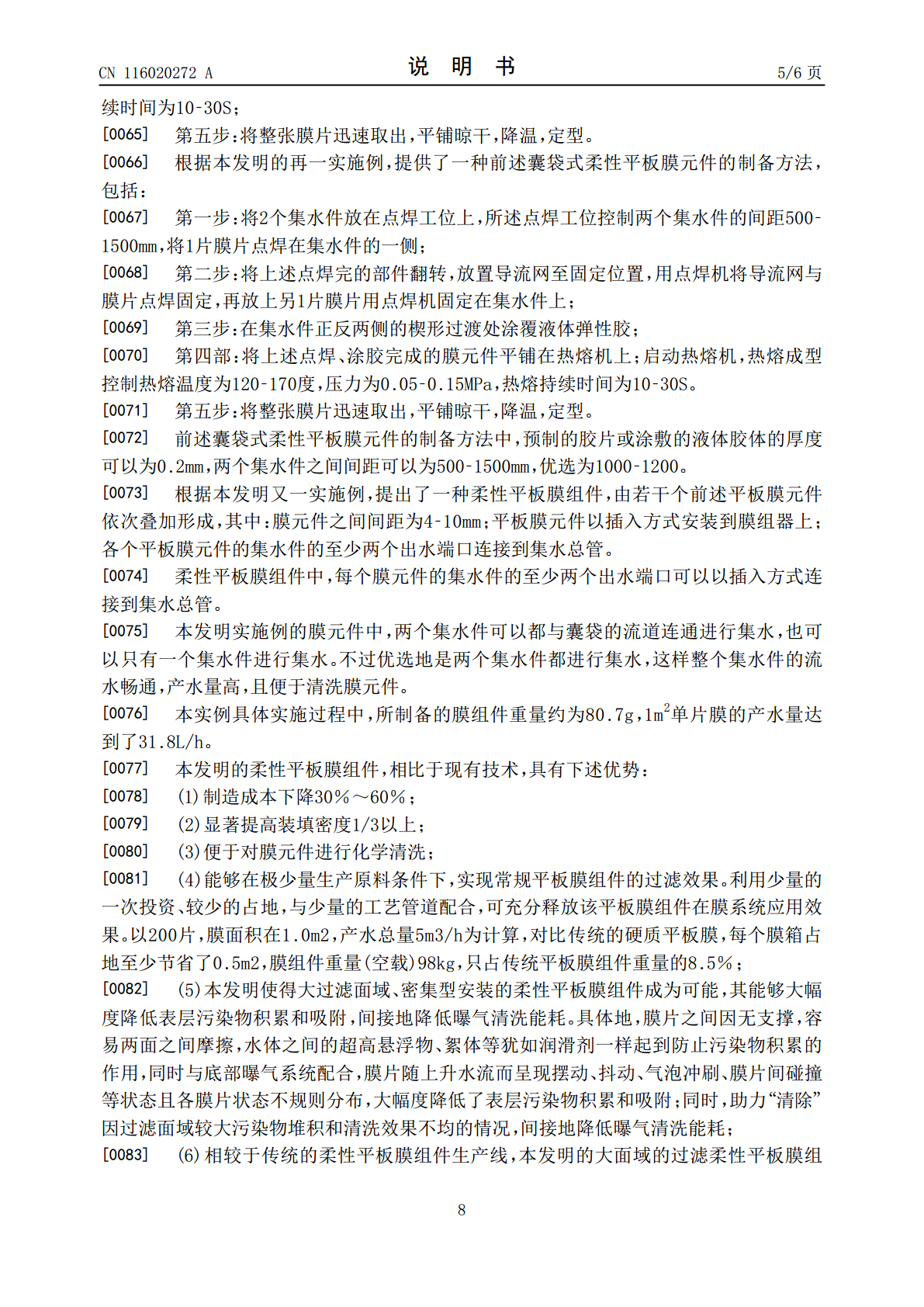
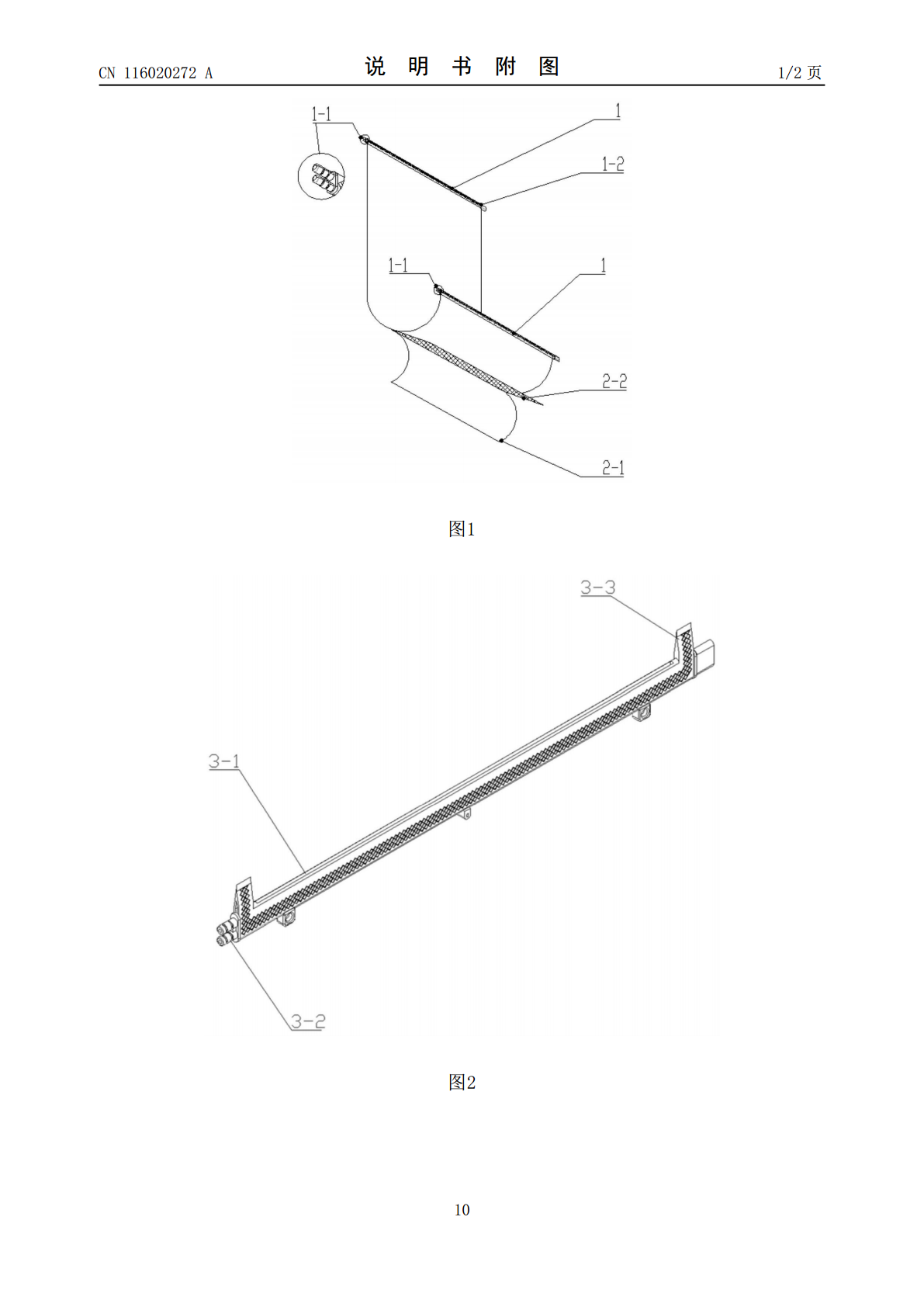
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

囊袋式柔性平板膜元件、制备方法和平板膜组件.pdf
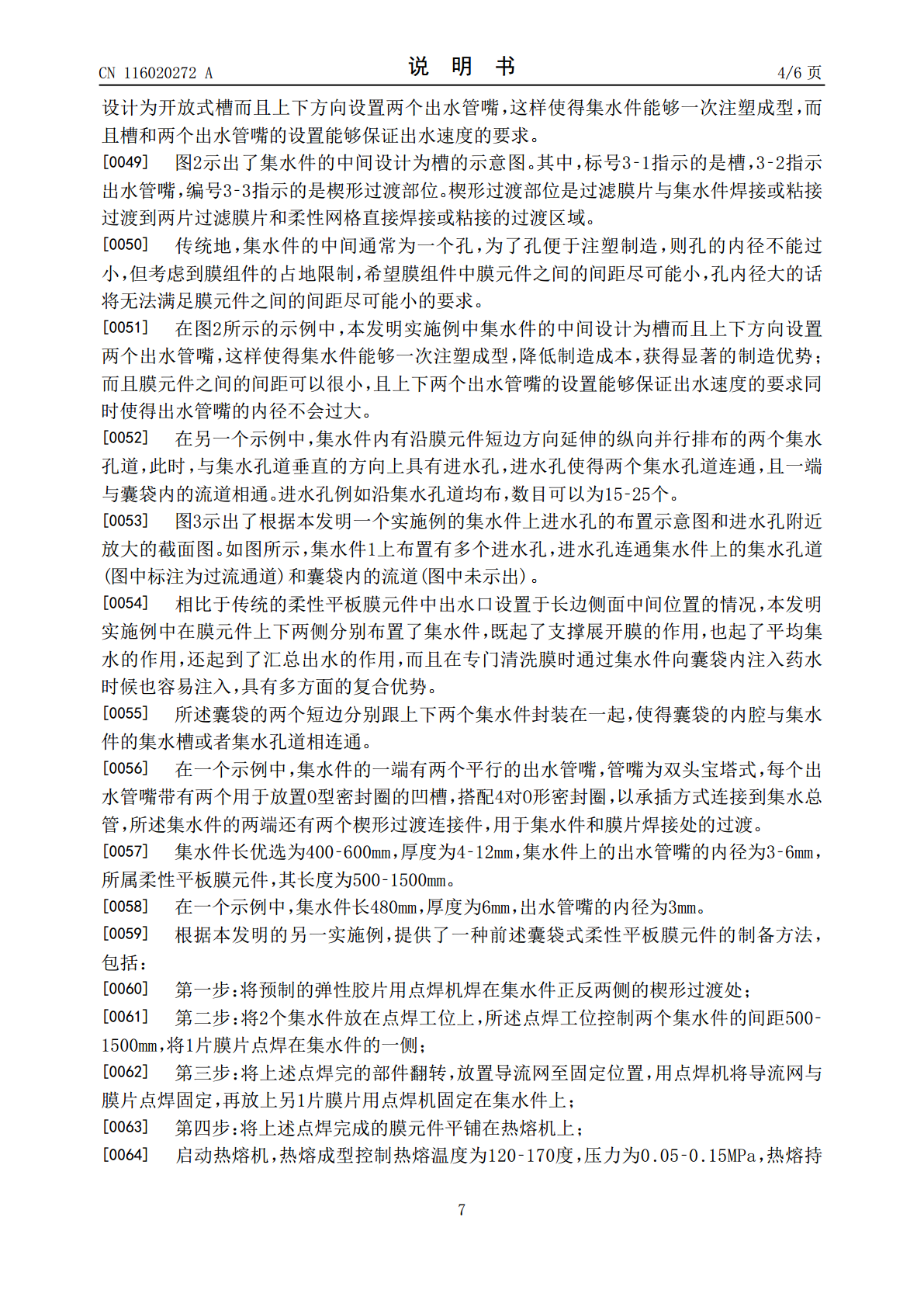
提供了柔性平板膜元件、组件及制备方法。膜元件包括:两片过滤膜片、柔性导流网格以及集水件;两片过滤膜片和中间的柔性导流网格构成囊袋形式,囊袋的两个长边闭合,两个短边至少一边开口;至少顶端的集水件内有集水槽或者纵向并行排布的两个集水孔道,至少一个开口端与集水件的集水槽或者集水孔道连通;集水件的一端堵封,另一端具有水管嘴,出水管嘴一端连通于集水槽或者集水孔道,另一端与集水总管对接后连通,集水件注塑成型得到。柔性平板膜制造成本低;显著提高装填密度;便于对膜元件进行化学清洗;安装程序简单,对接口精度高;可不停工的条

一种平板膜元件及其制备方法.pdf
本发明涉及超微滤膜领域,公开了一种平板膜元件,其包括两层相互叠加的平板复合膜,两层平板复合膜中间设置有若干相互交叉的热熔树脂。叠加两层平板复合膜四周留有一用于出水的小口,其余密封连接。本发明还公开了一种平板膜元件的制备方法,其包括如下步骤:S1、将两卷平板复合膜表面涂上热熔树脂。S2、将涂有热熔树脂的两卷平板复合膜经过双滚挤压,使得平板复合膜上的热熔树脂呈“十”字交叉融合成一体,得到初始平板膜元件;S3、将步骤S2中制得的初始平板膜元件裁剪成需要的尺寸,四周进行焊接,留一个小口出水,即可得到平板膜元件。本

超滤平板膜的制备方法.pdf
本发明属于膜分离技术领域,具体的涉及一种超滤平板膜的制备方法。本发明包括以下步骤:(1)将PVDF、有机溶剂、致孔剂、表面改性剂加入容器中,搅拌,负压脱泡,制得涂膜液;(2)用容积泵准确计量输送至涂布头,经涂布头挤出涂覆于无纺布上,得到初膜;(3)初膜在空气中停留,浸入相分离槽中,所属相分离槽中为去离子水;(4)浸过相分离槽的涂覆膜利用去离子水置换出有机溶剂,连续浸入成孔水浴槽中,成孔水浴槽中为致孔剂的水溶液;(5)浸过相分离槽的涂覆膜连续浸入固化水浴槽中;(6)所得的涂覆膜连续进入烘干机烘干。本发明生产

一种新型MBR软式平板膜元件及其膜组件.pdf
本发明公开了一种新型MBR软式平板膜元件及其膜组件,解决了目前平板膜组件装填密度小、生产成本高的问题。新型MBR平板膜元件包括两侧膜片和中间的衬布及导流网。膜片之间通过热熔胶焊接,于平板膜的顶部位置设置两个与膜腔相通的出水嘴,对于膜高度较大的膜元件,可在顶部出水嘴固定保留的前提下于侧面增设出水嘴。出水嘴粘接在两张平板膜之间。若干个平板膜元件通过支撑孔维持一定有效间距形成膜组件,相邻膜元件之间安装有一定厚度的隔垫以保证相同的膜间距。本发明的新型MBR软式平板膜元件取消了传统平板膜元件需要的塑料或其它耐腐蚀材
一种新型MBR平板分离膜、MBR平板膜组件及其应用.pdf
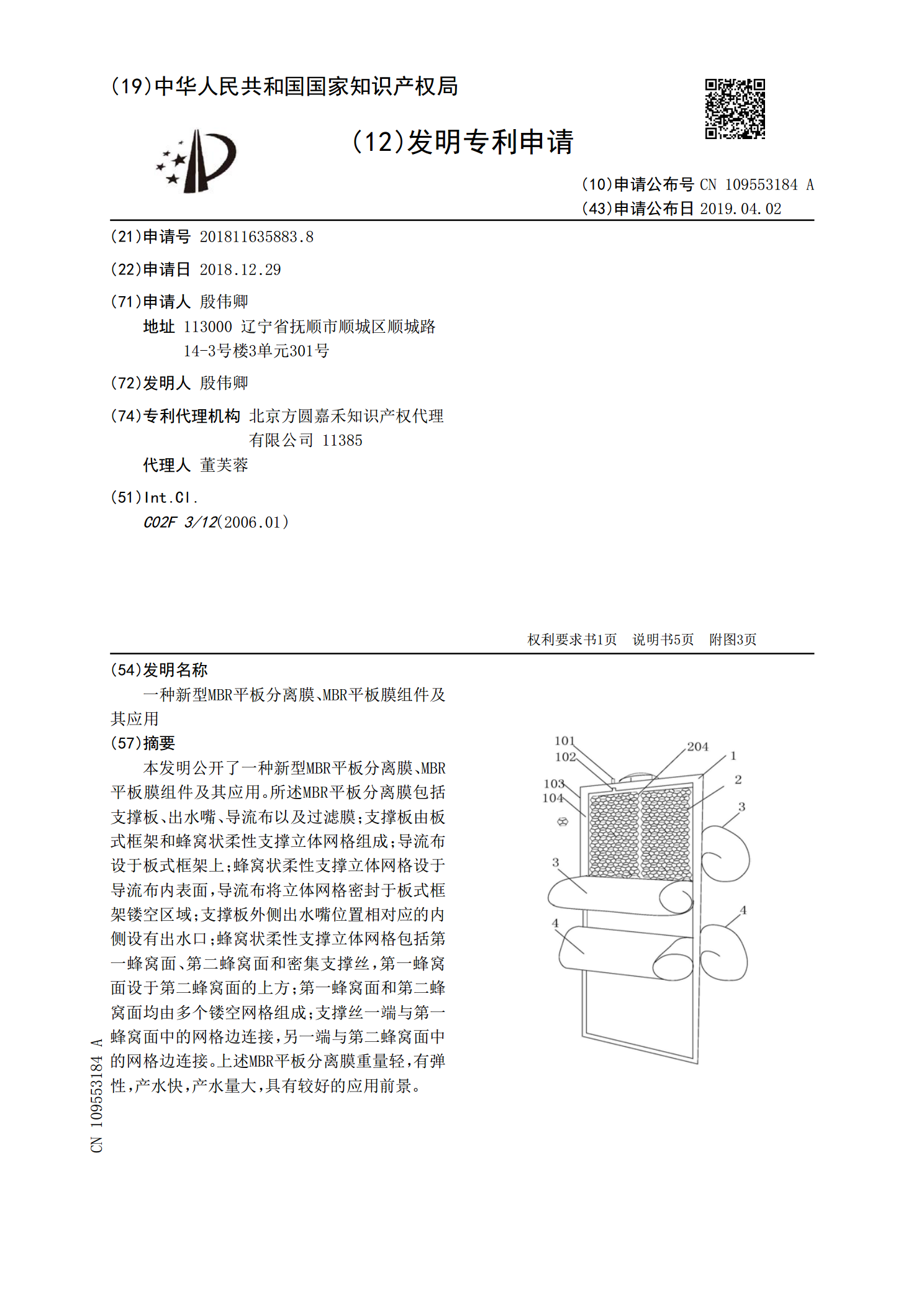
本发明公开了一种新型MBR平板分离膜、MBR平板膜组件及其应用。所述MBR平板分离膜包括支撑板、出水嘴、导流布以及过滤膜;支撑板由板式框架和蜂窝状柔性支撑立体网格组成;导流布设于板式框架上;蜂窝状柔性支撑立体网格设于导流布内表面,导流布将立体网格密封于板式框架镂空区域;支撑板外侧出水嘴位置相对应的内侧设有出水口;蜂窝状柔性支撑立体网格包括第一蜂窝面、第二蜂窝面和密集支撑丝,第一蜂窝面设于第二蜂窝面的上方;第一蜂窝面和第二蜂窝面均由多个镂空网格组成;支撑丝一端与第一蜂窝面中的网格边连接,另一端与第二蜂窝面中