
面向工艺参数带钢热连轧时空多尺度过程监控方法及装置.pdf

书生****写意


1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

面向工艺参数带钢热连轧时空多尺度过程监控方法及装置.pdf
本发明公开了一种面向工艺参数带钢热连轧时空多尺度过程监控方法及装置,涉及工业过程监控技术领域。包括:获取带钢热连轧全流程的多维时空数据;其中,多维时空数据包括过程数据以及工艺参数;将多维时空数据输入到构建好的时空多尺度过程监控模型;根据多维时空信息数据以及时空多尺度过程监控模型,得到带钢热连轧时空多尺度过程监控结果。本发明能够突破传统过程监测方法仅利用过程维数据,未能对全流程、多系统下的时空信息进行有效挖掘与关联解析的局限,通过实时控制层与过程控制层的协同监测,实现工艺参数不适配、设定值计算异常、模型误匹

MWCVA方法的带钢热连轧过程故障检测研究.docx
MWCVA方法的带钢热连轧过程故障检测研究MWCVA(multi-waveletconvolutionalvariationalautoencoder)方法是一种基于多小波变换、卷积和变分自编码器的故障检测方法。在带钢热连轧过程中,故障检测对于生产线的稳定运行和质量控制至关重要。本论文将介绍MWCVA方法的原理和应用,并结合带钢热连轧过程,探讨故障检测的研究。一、引言带钢热连轧过程是金属加工过程中的重要环节,其质量直接影响到最终产品的性能。传统的故障检测方法通常需要人工参与,效率低下且易受主观因素影响。因

带钢热连轧工艺设计软件的开发.docx
带钢热连轧工艺设计软件的开发标题:带钢热连轧工艺设计软件的开发摘要:随着工业的发展和技术的进步,热连轧工艺在带钢生产中起着至关重要的作用。为了提高带钢热连轧工艺的设计效率和准确度,本文研究开发了一款带钢热连轧工艺设计软件。该软件基于先进的模拟技术和计算算法,能够实现工艺参数的优化和优化方案的快速生成。通过实验证明,该软件不仅能够提高热连轧工艺的效率和质量,还可以减少生产过程中的资源消耗和成本。第一部分:引言1.1研究背景和意义1.2国内外研究现状1.3本文研究目标和内容第二部分:带钢热连轧工艺的设计原理2
一种带钢热连轧温度控制方法及装置.pdf
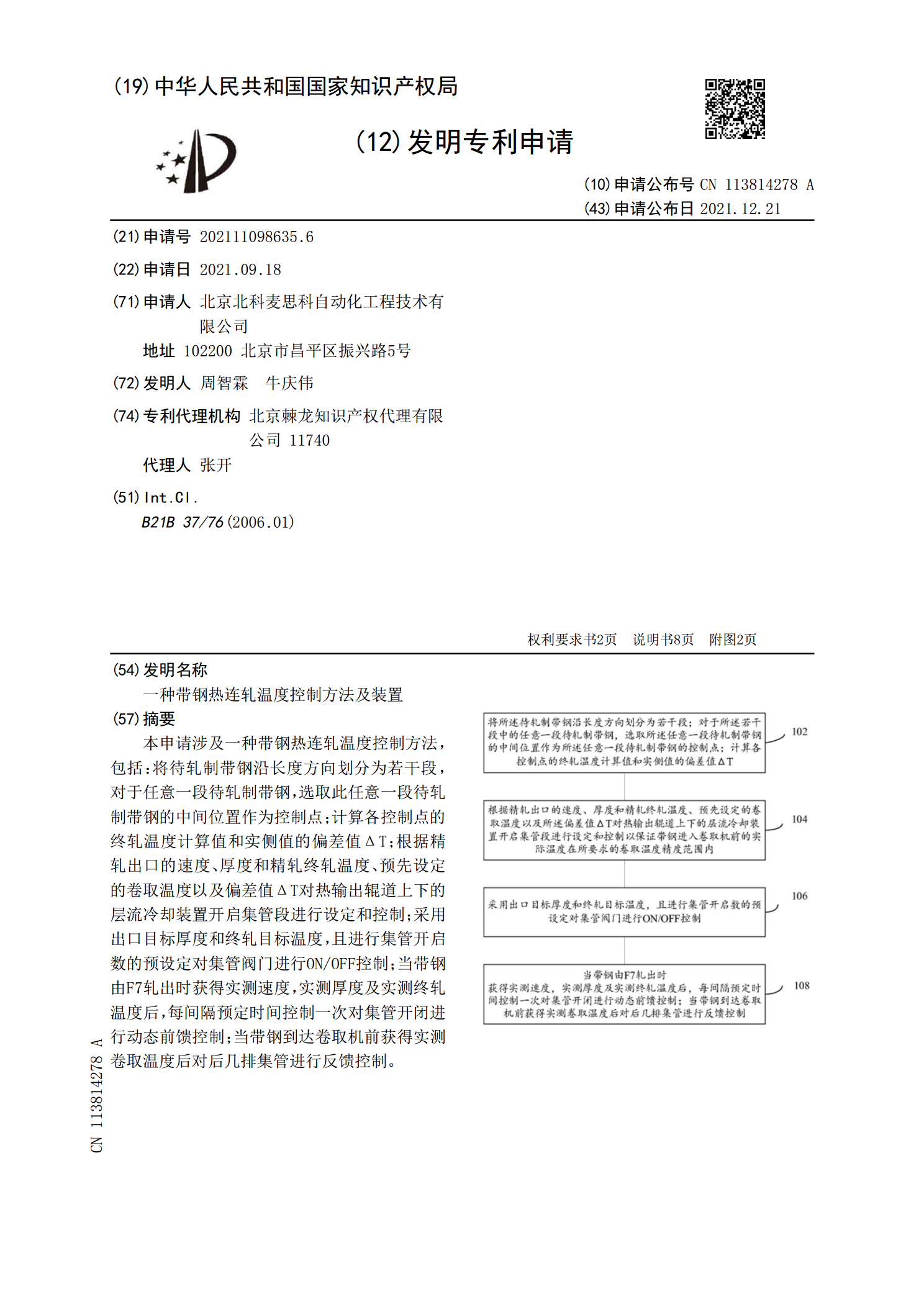
本申请涉及一种带钢热连轧温度控制方法,包括:将待轧制带钢沿长度方向划分为若干段,对于任意一段待轧制带钢,选取此任意一段待轧制带钢的中间位置作为控制点;计算各控制点的终轧温度计算值和实侧值的偏差值ΔT;根据精轧出口的速度、厚度和精轧终轧温度、预先设定的卷取温度以及偏差值ΔT对热输出辊道上下的层流冷却装置开启集管段进行设定和控制;采用出口目标厚度和终轧目标温度,且进行集管开启数的预设定对集管阀门进行ON/OFF控制;当带钢由F7轧出时获得实测速度,实测厚度及实测终轧温度后,每间隔预定时间控制一次对集管开闭进行
一种预测带钢热连轧过程温度演变的方法.pdf
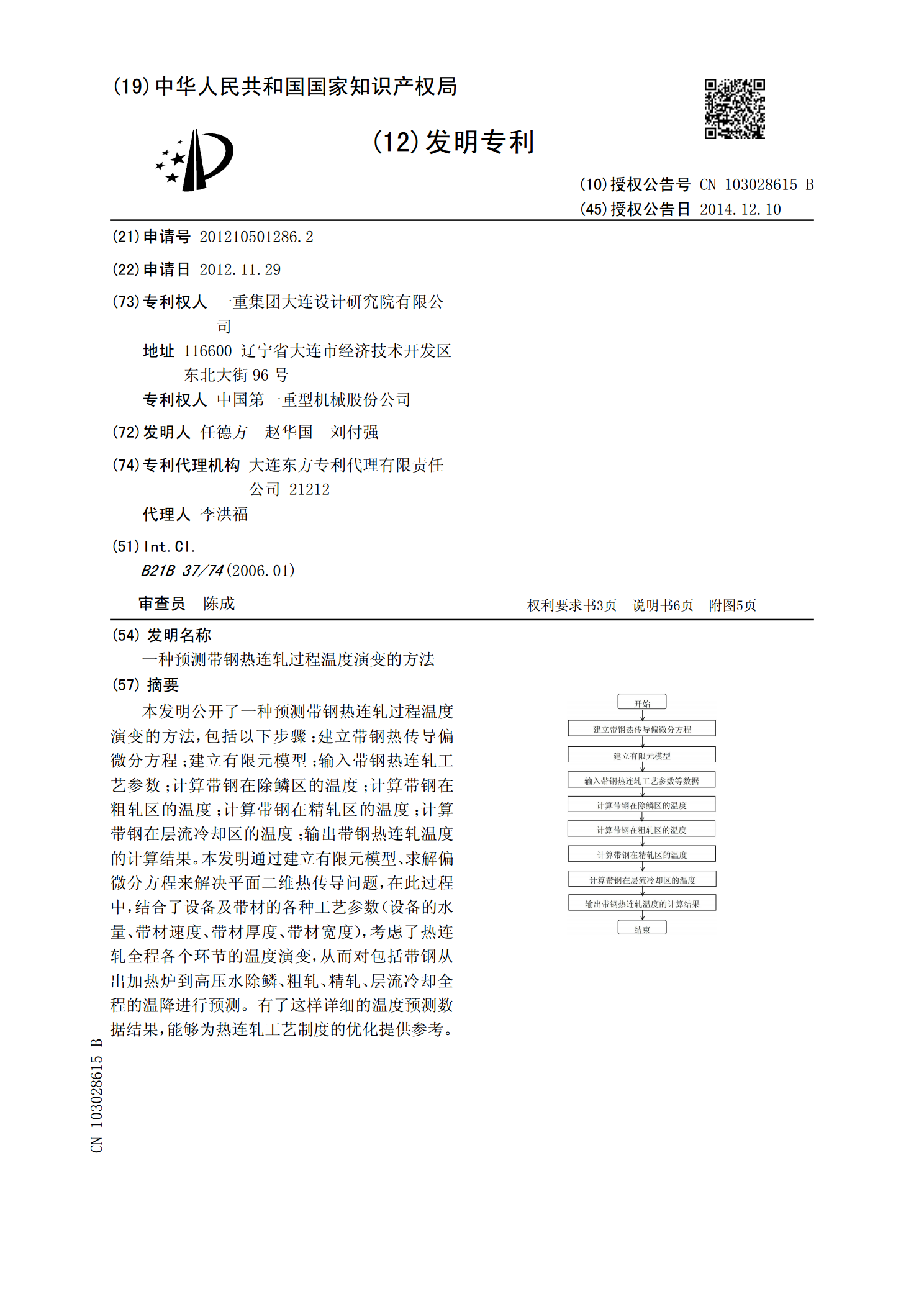
本发明公开了一种预测带钢热连轧过程温度演变的方法,包括以下步骤:建立带钢热传导偏微分方程;建立有限元模型;输入带钢热连轧工艺参数;计算带钢在除鳞区的温度;计算带钢在粗轧区的温度;计算带钢在精轧区的温度;计算带钢在层流冷却区的温度;输出带钢热连轧温度的计算结果。本发明通过建立有限元模型、求解偏微分方程来解决平面二维热传导问题,在此过程中,结合了设备及带材的各种工艺参数(设备的水量、带材速度、带材厚度、带材宽度),考虑了热连轧全程各个环节的温度演变,从而对包括带钢从出加热炉到高压水除鳞、粗轧、精轧、层流冷却全