
金属表面高深宽比柱状微纳织构的高效加工装置和方法.pdf

一只****ua

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属表面高深宽比柱状微纳织构的高效加工装置和方法.pdf
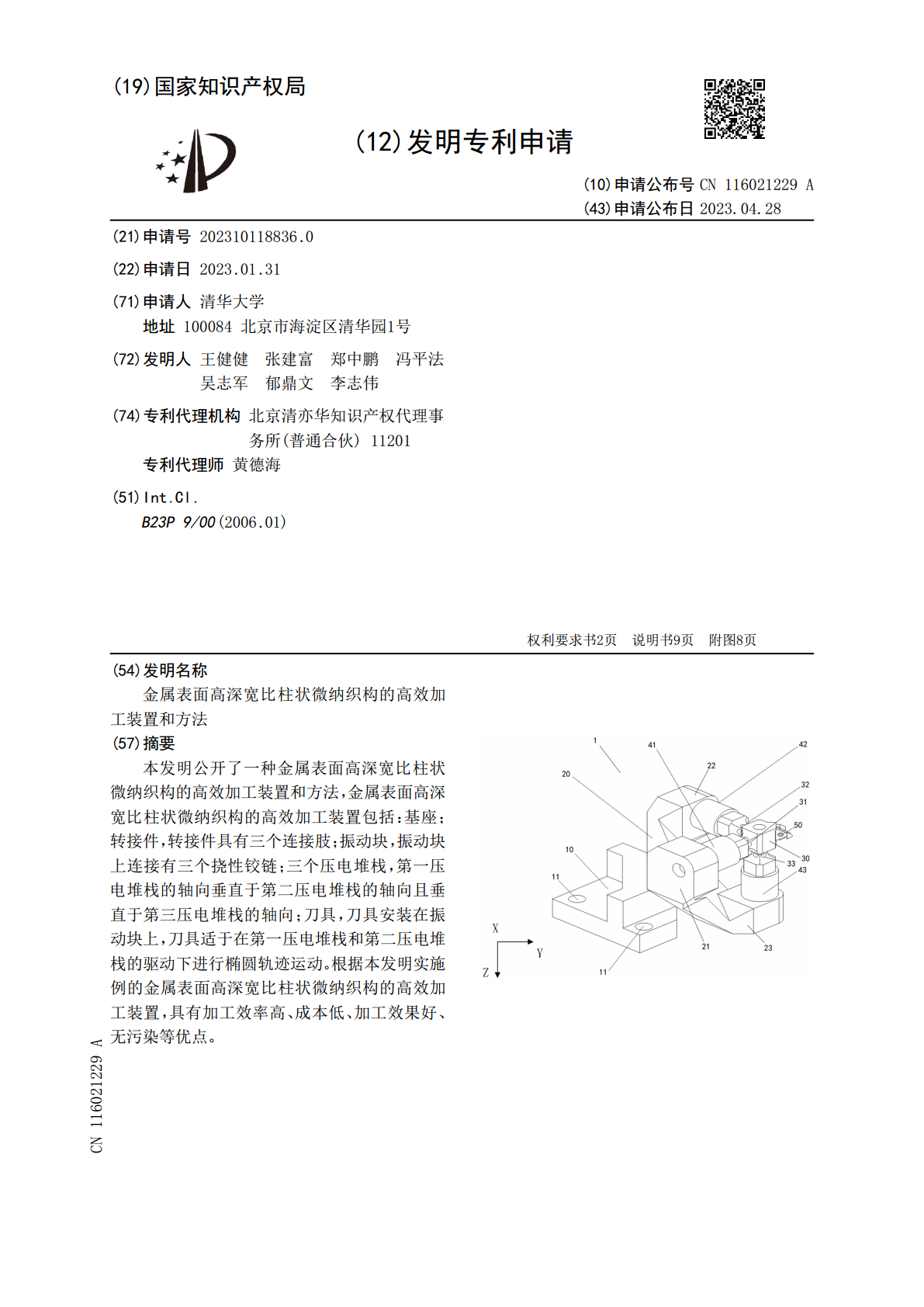
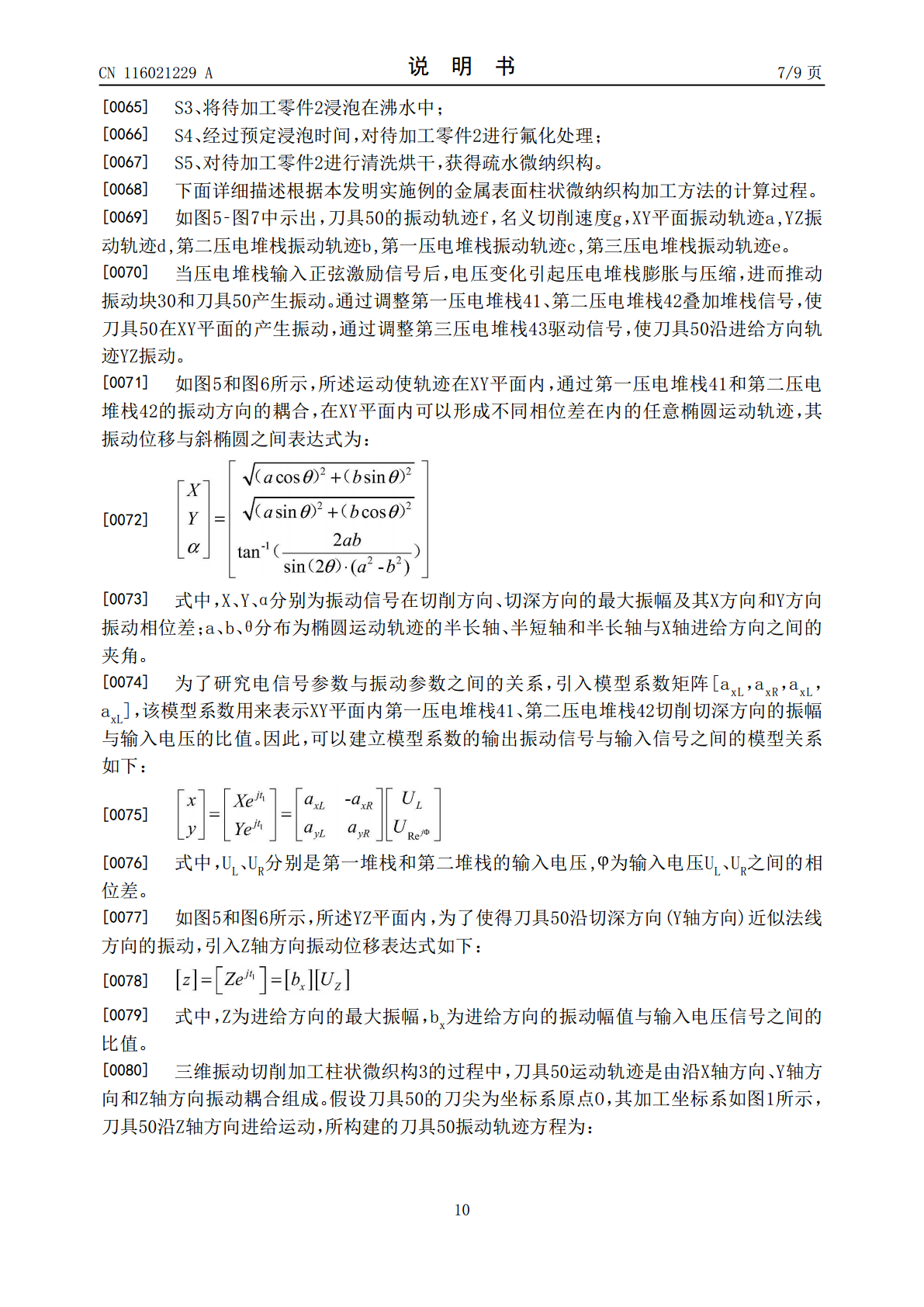
本发明公开了一种金属表面高深宽比柱状微纳织构的高效加工装置和方法,金属表面高深宽比柱状微纳织构的高效加工装置包括:基座;转接件,转接件具有三个连接肢;振动块,振动块上连接有三个挠性铰链;三个压电堆栈,第一压电堆栈的轴向垂直于第二压电堆栈的轴向且垂直于第三压电堆栈的轴向;刀具,刀具安装在振动块上,刀具适于在第一压电堆栈和第二压电堆栈的驱动下进行椭圆轨迹运动。根据本发明实施例的金属表面高深宽比柱状微纳织构的高效加工装置,具有加工效率高、成本低、加工效果好、无污染等优点。

高深宽比微纳结构模拟、加工及应用.docx
高深宽比微纳结构模拟、加工及应用高深宽比微纳结构模拟、加工及应用摘要:微纳结构是指纳米级别的微观结构,具有体积小、面积大、比表面积高等优点,广泛应用于微电子、生物医学、光电子等领域。高深宽比微纳结构是其中一类形状特异、尺寸极小的结构,常用于表面加工和微流控领域。本文将针对高深宽比微纳结构进行分析,介绍其模拟、加工和应用方面的研究进展。关键词:高深宽比;微纳结构;模拟;加工;应用一、高深宽比微纳结构的概念和特点高深宽比微纳结构是指其深度远大于宽度的微纳结构。由于在宽度不变的情况下,单位面积上的高度和深度(或
径向超声振动辅助微织构滚蚀电解加工方法及装置.pdf
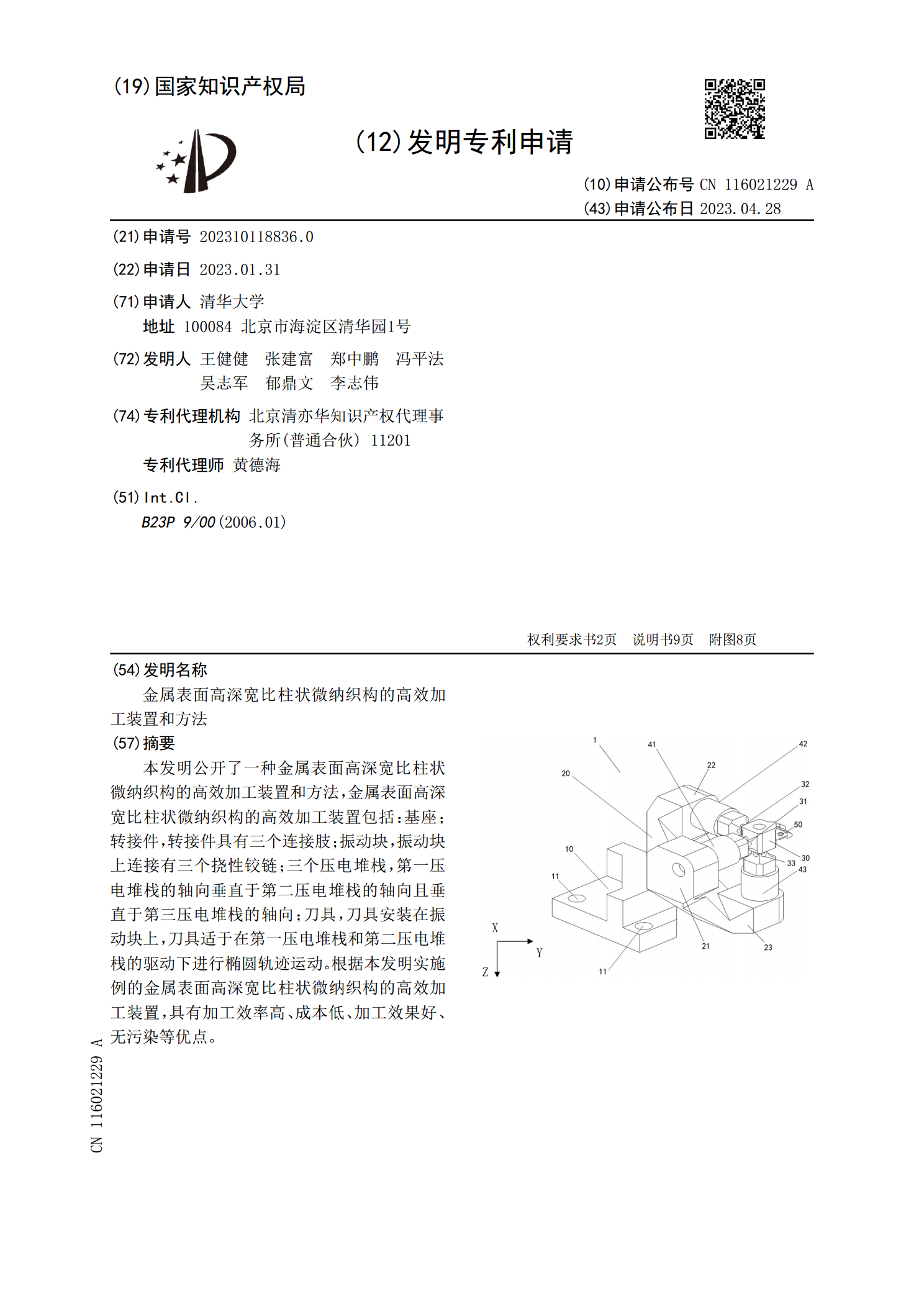
一种径向超声振动辅助微织构滚蚀电解加工方法,所述方法包括以下步骤:将阴极工具和阳极工件布置在电解反应工作箱内,电解液从电解反应工作箱的左右两侧喷入,阴极工具上设有径向超声换能器并可沿着Z轴方向移动,阴极工具的阴极滚轮的外表面设有微织构群,将阳极工件布置在阴极滚轮的下方并可沿着X轴、Y轴方向运动,超声发生器产生特定频率的信号,径向超声换能器在外部电压激励下,带动阴极主轴进行径向振动,通过周期性地改变阴极滚轮与阳极工件之间的加工间隙。本发明提供一种径向超声振动辅助微织构滚蚀电解加工方法及装置,解决表面微织构加
一种基于超声滚压和飞秒激光加工的微纳织构导轨及方法.pdf
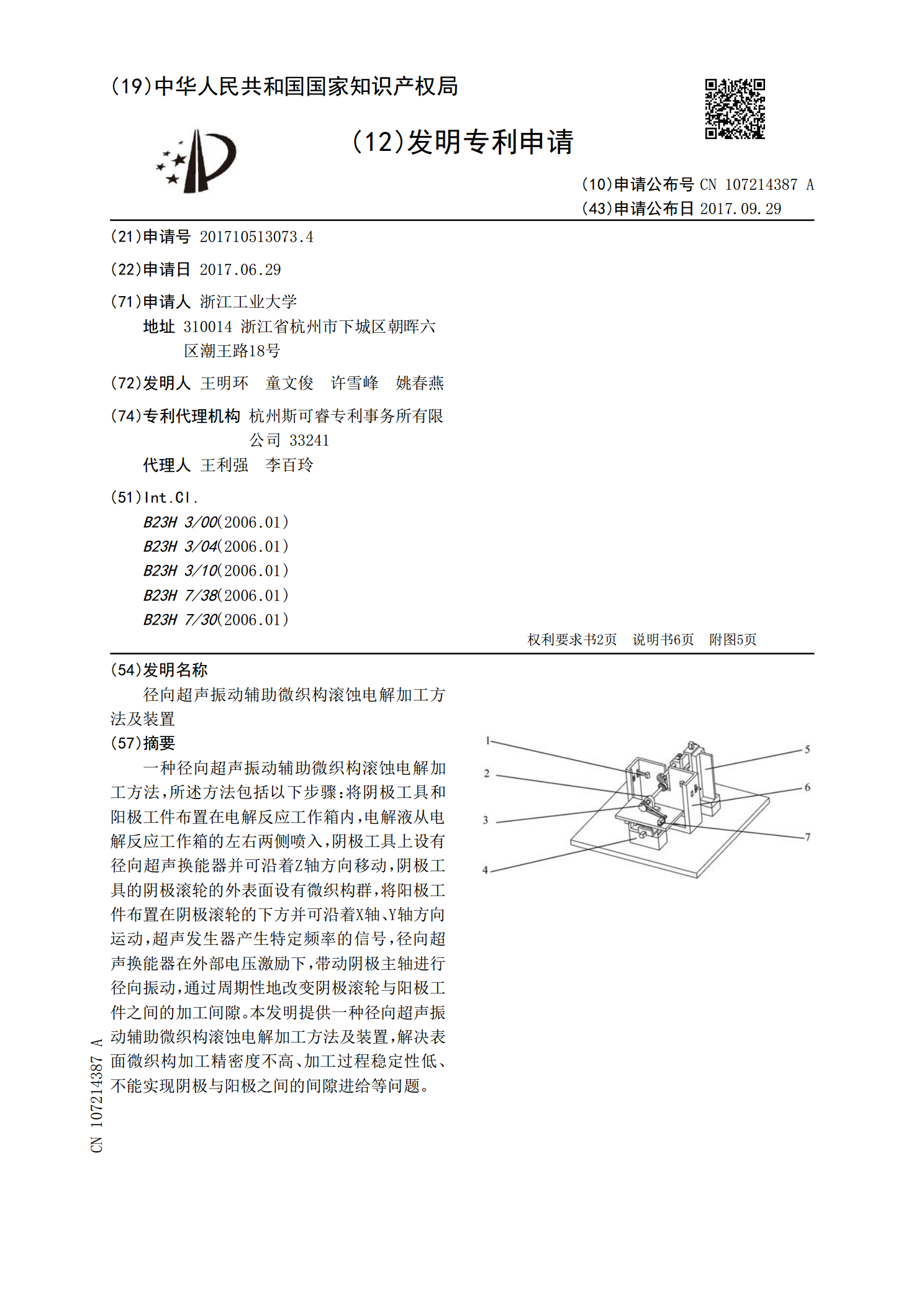
本公开提供一种基于超声滚压和飞秒激光加工的微纳织构导轨及方法,涉及导轨表面处理领域,包括导轨基体,导轨基体表面设有多条横向沟槽和多条纵向沟槽,横向沟槽与纵向沟槽交叉形成网格状的微织构沟槽,微织构沟槽内设有依次间隔布置的纳织构沟槽,纳织构沟槽平行于横向沟槽或纵向沟槽,针对目前导轨基体表面织构难以满足机床滑动需求的问题,在进行导轨基体表面加工时,先利用超声滚压加工出微织构沟槽,然后利用飞秒激光在微织构沟槽内加工纳织构沟槽,实现微纳复合织构化导轨的制备,从而提高导轨的摩擦学性能,延长导轨服役寿命。
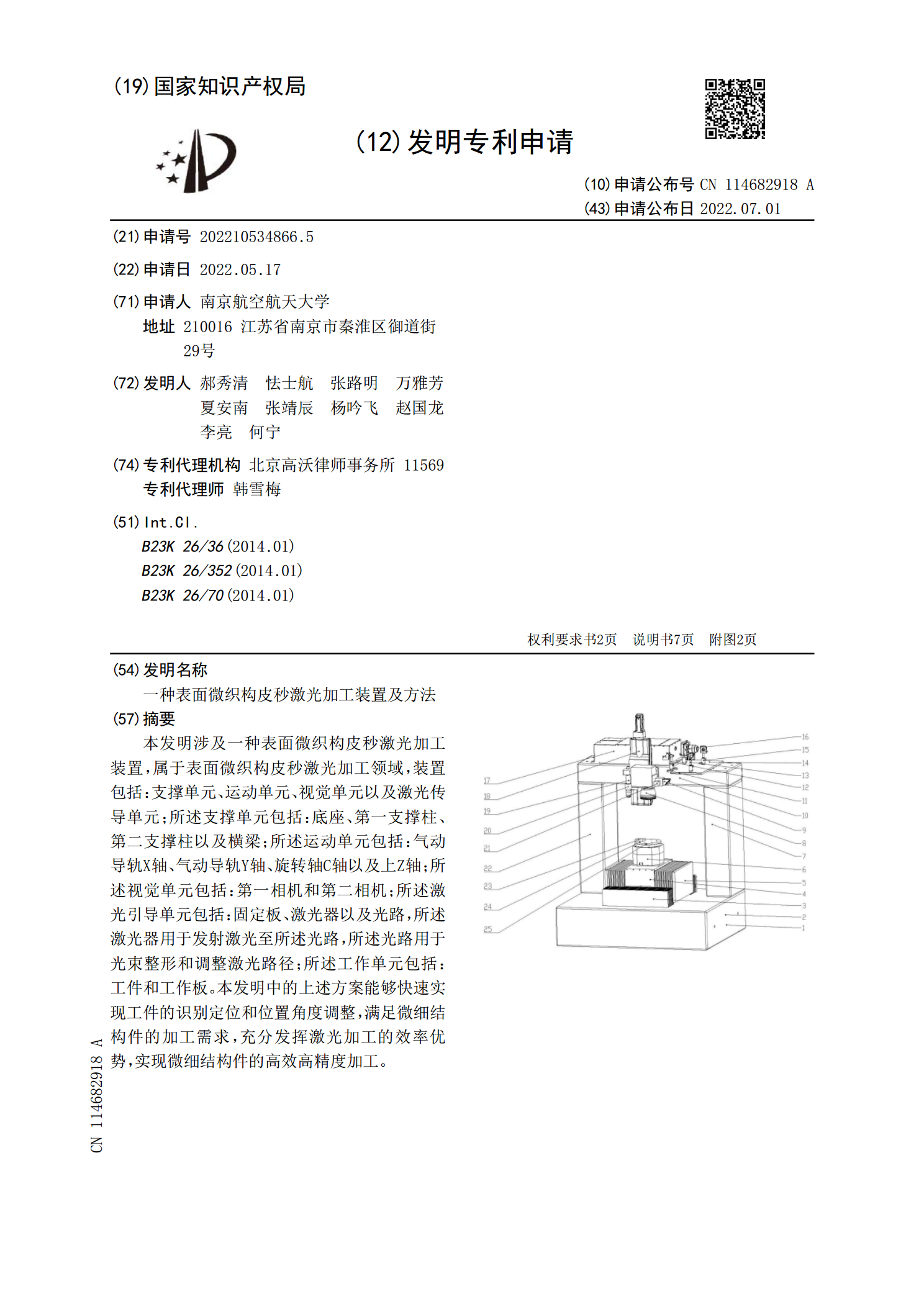
一种表面微织构皮秒激光加工装置及方法.pdf
本发明涉及一种表面微织构皮秒激光加工装置,属于表面微织构皮秒激光加工领域,装置包括:支撑单元、运动单元、视觉单元以及激光传导单元;所述支撑单元包括:底座、第一支撑柱、第二支撑柱以及横梁;所述运动单元包括:气动导轨X轴、气动导轨Y轴、旋转轴C轴以及上Z轴;所述视觉单元包括:第一相机和第二相机;所述激光引导单元包括:固定板、激光器以及光路,所述激光器用于发射激光至所述光路,所述光路用于光束整形和调整激光路径;所述工作单元包括:工件和工作板。本发明中的上述方案能够快速实现工件的识别定位和位置角度调整,满足微细结