
一种表面微织构皮秒激光加工装置及方法.pdf

猫巷****傲柏


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种表面微织构皮秒激光加工装置及方法.pdf
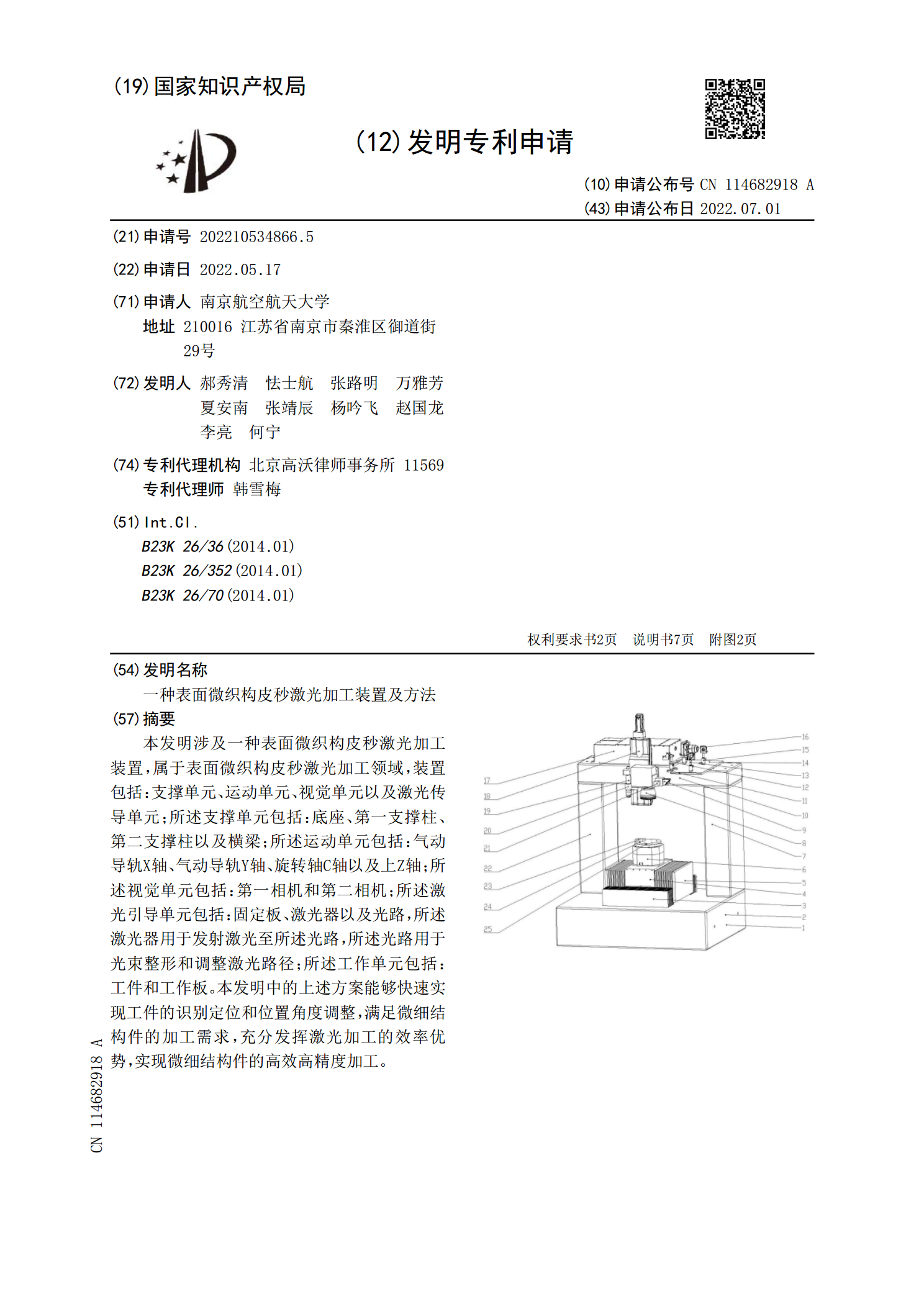
本发明涉及一种表面微织构皮秒激光加工装置,属于表面微织构皮秒激光加工领域,装置包括:支撑单元、运动单元、视觉单元以及激光传导单元;所述支撑单元包括:底座、第一支撑柱、第二支撑柱以及横梁;所述运动单元包括:气动导轨X轴、气动导轨Y轴、旋转轴C轴以及上Z轴;所述视觉单元包括:第一相机和第二相机;所述激光引导单元包括:固定板、激光器以及光路,所述激光器用于发射激光至所述光路,所述光路用于光束整形和调整激光路径;所述工作单元包括:工件和工作板。本发明中的上述方案能够快速实现工件的识别定位和位置角度调整,满足微细结

TC11钛合金表面微凹坑织构皮秒激光加工工艺.docx
TC11钛合金表面微凹坑织构皮秒激光加工工艺标题:TC11钛合金表面微凹坑织构皮秒激光加工工艺摘要:本论文研究了钛合金表面微凹坑织构的皮秒激光加工工艺。通过对TC11钛合金表面进行皮秒激光加工,可以实现微凹坑织构的精确控制。本研究采用数学模型和实验验证相结合的方法,分析了激光参数、加工速度、激光能量和扫描模式对表面织构的影响。研究结果表明,在适当的激光参数下,可以得到具有良好形貌和复杂结构的微凹坑织构表面。本工艺在提高钛合金表面性能和应用领域具有重要意义。1.引言随着现代工程技术的发展,高性能材料的需求越

刀具表面微织构激光加工方法研究与分析.docx
刀具表面微织构激光加工方法研究与分析刀具表面的微织构在现代制造业中起着重要的作用,它可以改善刀具的摩擦性能、降低摩擦阻力、延长刀具使用寿命等。而激光加工作为一种非接触加工技术,具有高精度、高效率、无变形等优点,近年来被广泛应用于刀具表面微织构的加工中。本文将对刀具表面微织构激光加工方法进行研究与分析。一、刀具表面微织构的意义1.提高刀具的摩擦性能:刀具表面微织构可以增加刀具与工件之间的接触面积,提高摩擦系数,从而减少切削力和摩擦阻力。2.延长刀具的使用寿命:刀具表面微织构可以减少切削温度,提高切削润滑效果

一种电解加工表面微织构的方法.pdf
本申请公开了一种电解加工表面微织构的方法,其特征在于,所述方法包含工具阴极、电解加工电源、电解液、激光光束发生器;所述工具阴极包含光导电层和透明导电层。该方法利用光导电层和透明导电层组成的工具阴极实现表面微织构的电解加工,具有表面微织构轮廓实时可控,无需涂胶、光刻、曝光等复杂过程,针对不同表面微织构加工无需更换工具阴极,可对任意曲面工件表面加工微织构等优点。

基于纳秒激光加工技术的表面织构工艺参数研究.docx
基于纳秒激光加工技术的表面织构工艺参数研究基于纳秒激光加工技术的表面织构工艺参数研究摘要:近年来,纳秒激光加工技术在制造业领域得到了广泛应用,其在表面织构方面的研究也日益受到关注。本文针对纳秒激光加工技术在表面织构方面的应用进行了研究,重点探讨了工艺参数对织构效果的影响。利用纳秒激光对不同材料进行加工实验,通过调节激光功率、扫描速度和脉冲重复频率等工艺参数,获得了不同织构效果及其对表面性能的影响。实验结果表明,适当调节工艺参数可以实现不同类型的织构效果,进而改善材料的摩擦性能、抗腐蚀性能等。关键词:纳秒激