
管制玻璃瓶生产线自动上管装置及其动作流程方法.pdf

雨巷****碧易

1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
管制玻璃瓶生产线自动上管装置及其动作流程方法.pdf
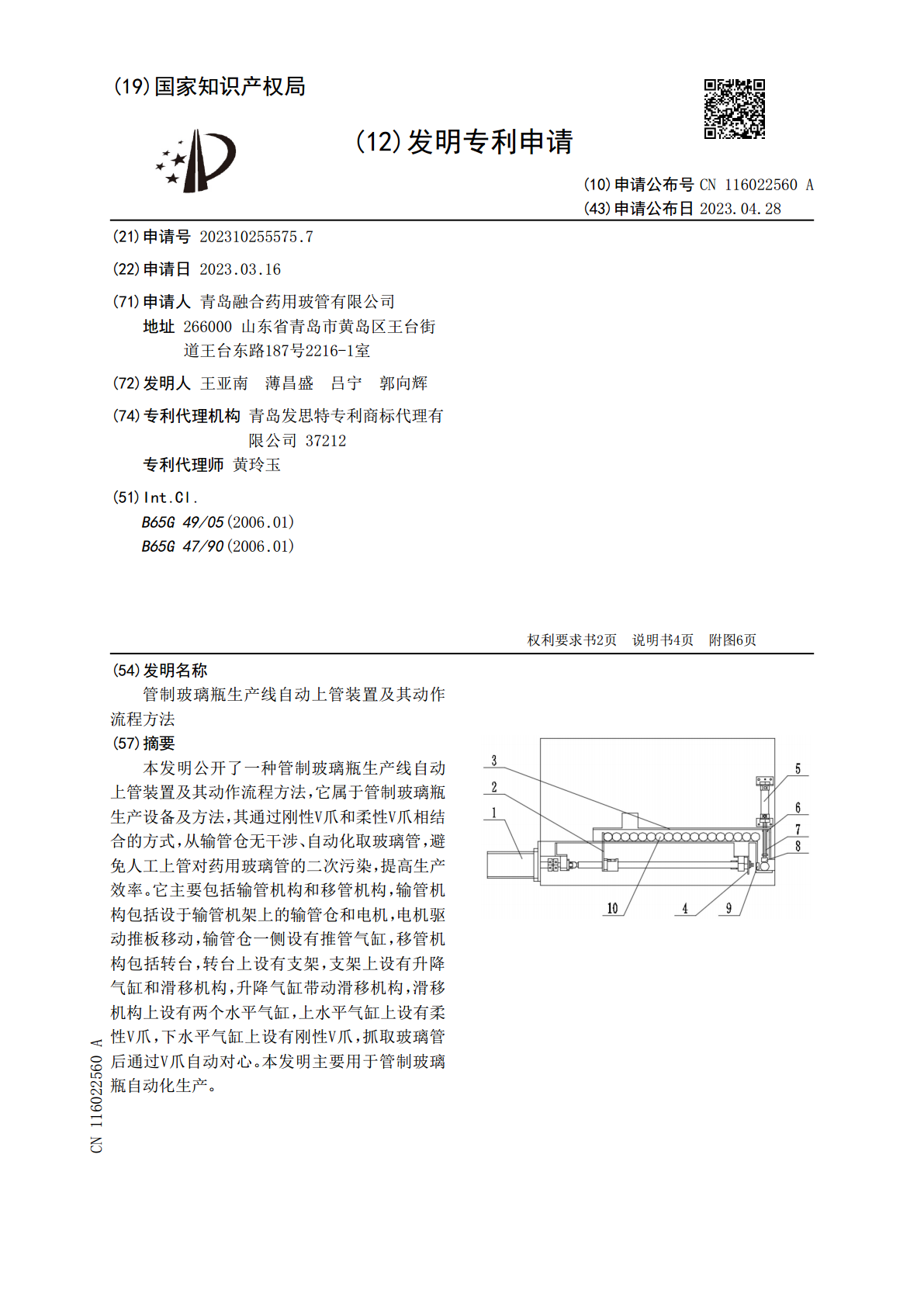
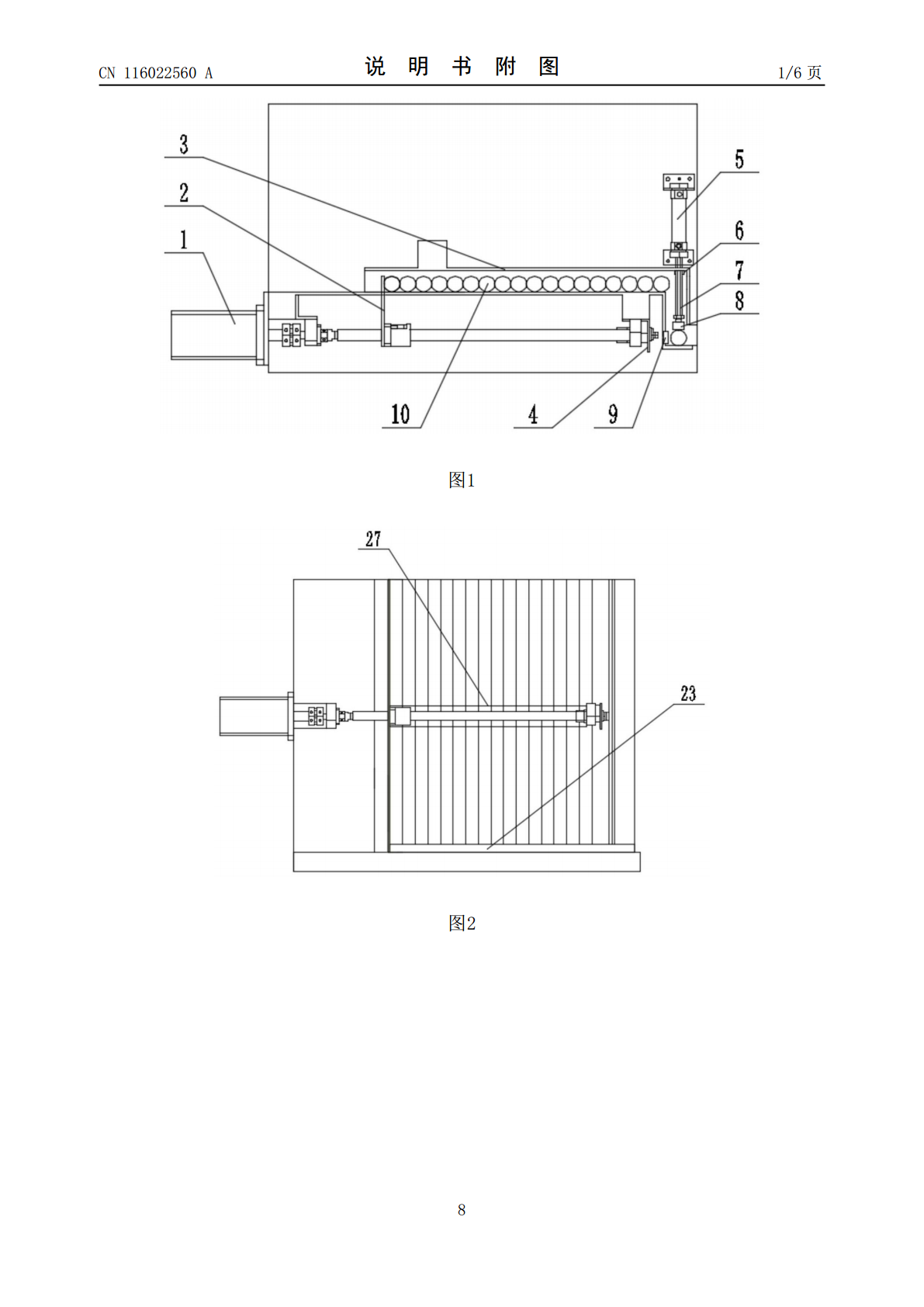
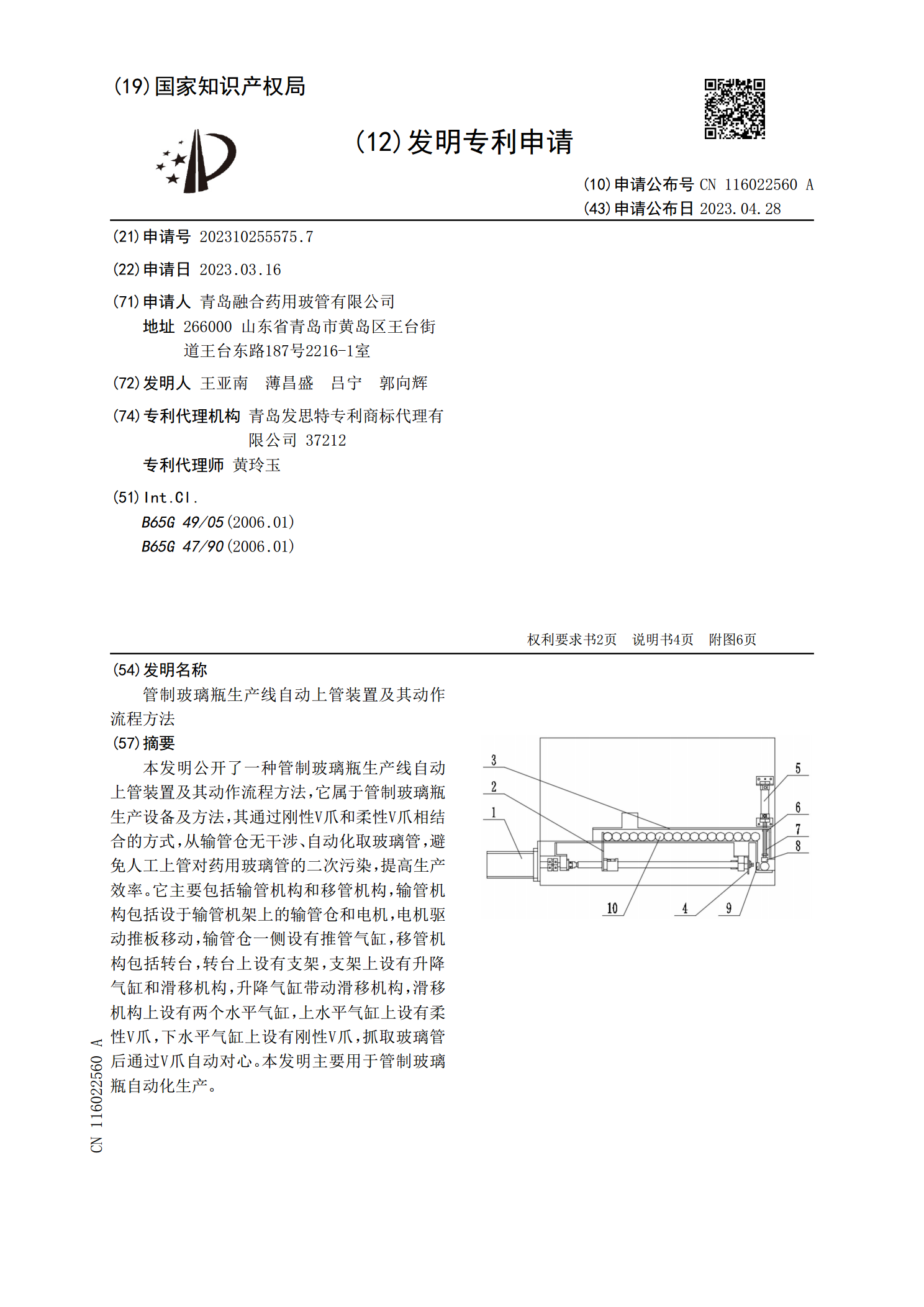
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116022560A(43)申请公布日2023.04.28(21)申请号202310255575.7(22)申请日2023.03.16(71)申请人青岛融合药用玻管有限公司地址266000山东省青岛市黄岛区王台街道王台东路187号2216-1室(72)发明人王亚南薄昌盛吕宁郭向辉(74)专利代理机构青岛发思特专利商标代理有限公司37212专利代理师黄玲玉(51)Int.Cl.B65G49/05(2006.01)B65G47/90(2006.0

自动上管机及其自动插管装置.pdf
本发明公开了一种自动插管装置,主要用于玻璃瓶的制瓶系统中,一般是用在用于制瓶的上管机中。该自动插管装置包括基架座及设置在该基架座上的凸轮柱,其中,所述凸轮柱上设有升降回转滑套机构;所述升降回转滑套机构上设有旋转机械手及用于控制该旋转机械手相对所述升降回转滑套机构前后移动的前后移动机构;所述基架座上设有用于控制所述升降回转滑套机构升降的升降机构。其具有结构简单,向制瓶机供应玻璃管的精度高,工作过程中占用空间小,玻璃管掉落概率低、安全性高等特点。本发明还提供了一种包括上述自动插管装置的自动上管机。

管结合装置及其方法.pdf
本发明提供一种可以将封有含蛋白质液体的管相互稳定结合且耗材使用安全可靠的管结合设备。治具一(3)及治具二(4)将至少两根软管(7)固定并大致保持平行;可更换的带盒(20)内有切割带(30),切割带(30)的一部分呈卷装且可自转,其另一部分露出带盒(20)呈平面状,呈卷装的部分的自转可带动呈平面状的部分切割带(30)做直线运动并完成使用过的切割带(30)的更换。呈平面状的切割带(30)被夹持加热机构加热后在切断运动机构的驱动下切断软管(7),在割断运动机构驱动下做直线运动时可以排出软管(7)断面上残留的蛋白
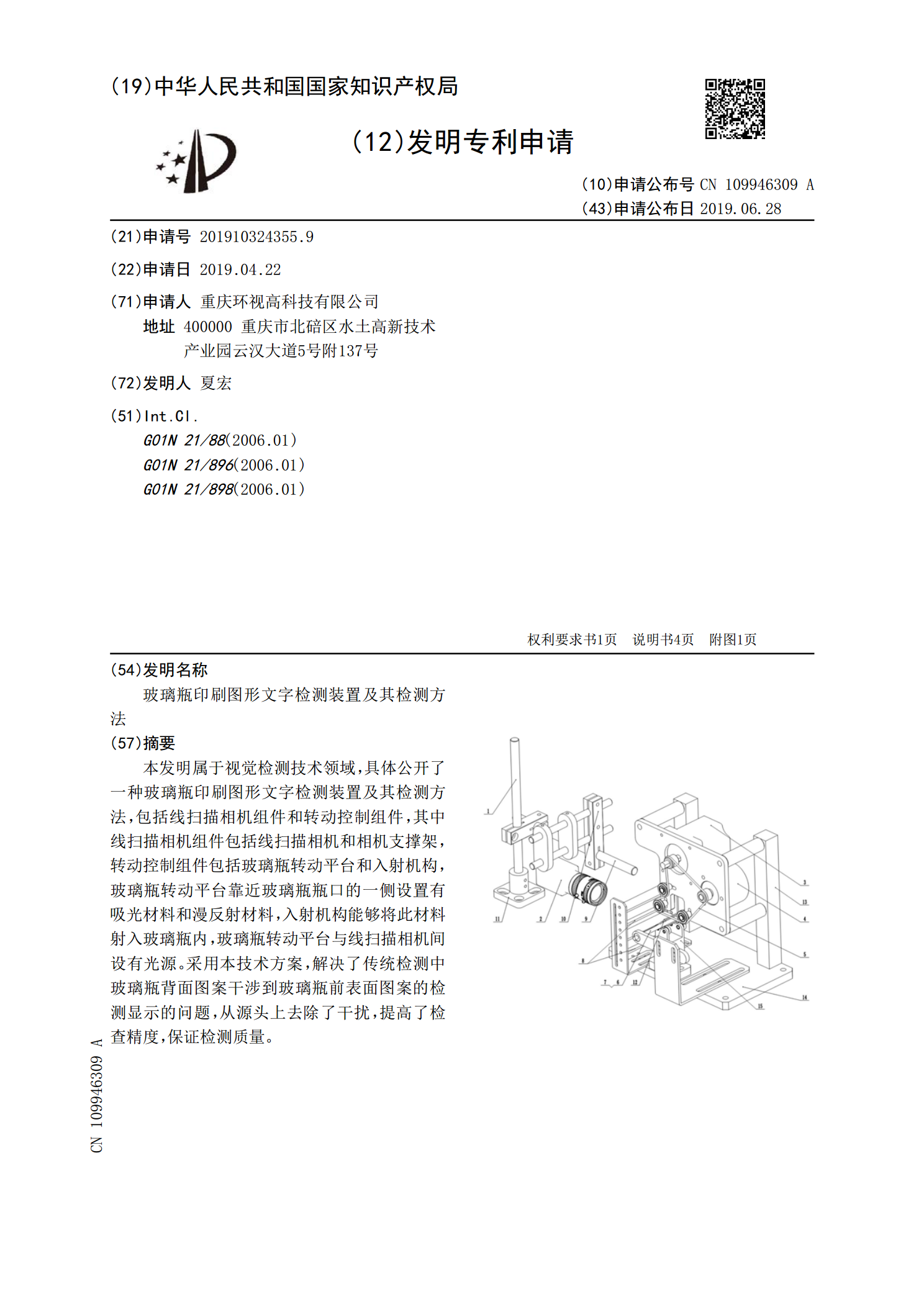
玻璃瓶印刷图形文字检测装置及其检测方法.pdf
本发明属于视觉检测技术领域,具体公开了一种玻璃瓶印刷图形文字检测装置及其检测方法,包括线扫描相机组件和转动控制组件,其中线扫描相机组件包括线扫描相机和相机支撑架,转动控制组件包括玻璃瓶转动平台和入射机构,玻璃瓶转动平台靠近玻璃瓶瓶口的一侧设置有吸光材料和漫反射材料,入射机构能够将此材料射入玻璃瓶内,玻璃瓶转动平台与线扫描相机间设有光源。采用本技术方案,解决了传统检测中玻璃瓶背面图案干涉到玻璃瓶前表面图案的检测显示的问题,从源头上去除了干扰,提高了检查精度,保证检测质量。

冲压装置及其动作控制方法.pdf
本发明提供了一种冲压装置及其动作控制方法,抑制工件的质量不良的产生,并且抑制模具和设备的损坏。该冲压装置具备:模具,其中上模与具有第一工序用下模和第二工序用下模的下模相对;机器人(参照图1),其将载置于第一工序用下模并进行压模后的工件搬运至第二工序用下模;以及控制部(参照图1),其控制机器人的动作,该冲压装置还具备:测量部,其在载置于第一工序用下模述工件的压模完成后,获取设于下模的基准位置的位置信息和工件的位置信息;以及计算部(参照图1),其根据由测量部获取到的基准位置的位置信息和工件的位置信息计算位置偏