
锥形电机定子冲片叠压装置.docx

雨巷****珺琦


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锥形电机定子冲片叠压装置.docx
锥形电机定子冲片叠压装置锥形转子三相异步电动机定子每个冲片的内径大小是不同的,因此其叠压工艺比较特殊。现通常使用的方法,叠压模具中有三根定制的圆棒,将冲片放入模具中,利用冲片槽口底部的圆弧面与圆棒的圆柱面的配合做定位,冲片按顺序放入模具中,模具放入油压机中,冲片外形在模具外包滑块的作用下包紧,扣片在滚轮的作用下将冲片扣紧,整个工序完成。这种模具结构方法,定位的圆棒是的,完成的定子内槽不齐,外形同柱度差。定子在扣片作用点附近高度误差大。针对上述现有技术的不足,需设计一种定子冲片垂直度好,且叠压紧凑,定子内槽

锥形电机定子冲片叠压装置.docx
锥形电机定子冲片叠压装置锥形转子三相异步电动机定子每个冲片的内径大小是不同的,因此其叠压工艺比较特殊。现通常使用的方法,叠压模具中有三根定制的圆棒,将冲片放入模具中,利用冲片槽口底部的圆弧面与圆棒的圆柱面的配合做定位,冲片按顺序放入模具中,模具放入油压机中,冲片外形在模具外包滑块的作用下包紧,扣片在滚轮的作用下将冲片扣紧,整个工序完成。这种模具结构方法,定位的圆棒是的,完成的定子内槽不齐,外形同柱度差。定子在扣片作用点附近高度误差大。针对上述现有技术的不足,需设计一种定子冲片垂直度好,且叠压紧凑,定子内槽
锥形定子冲片扣片叠压装置.pdf
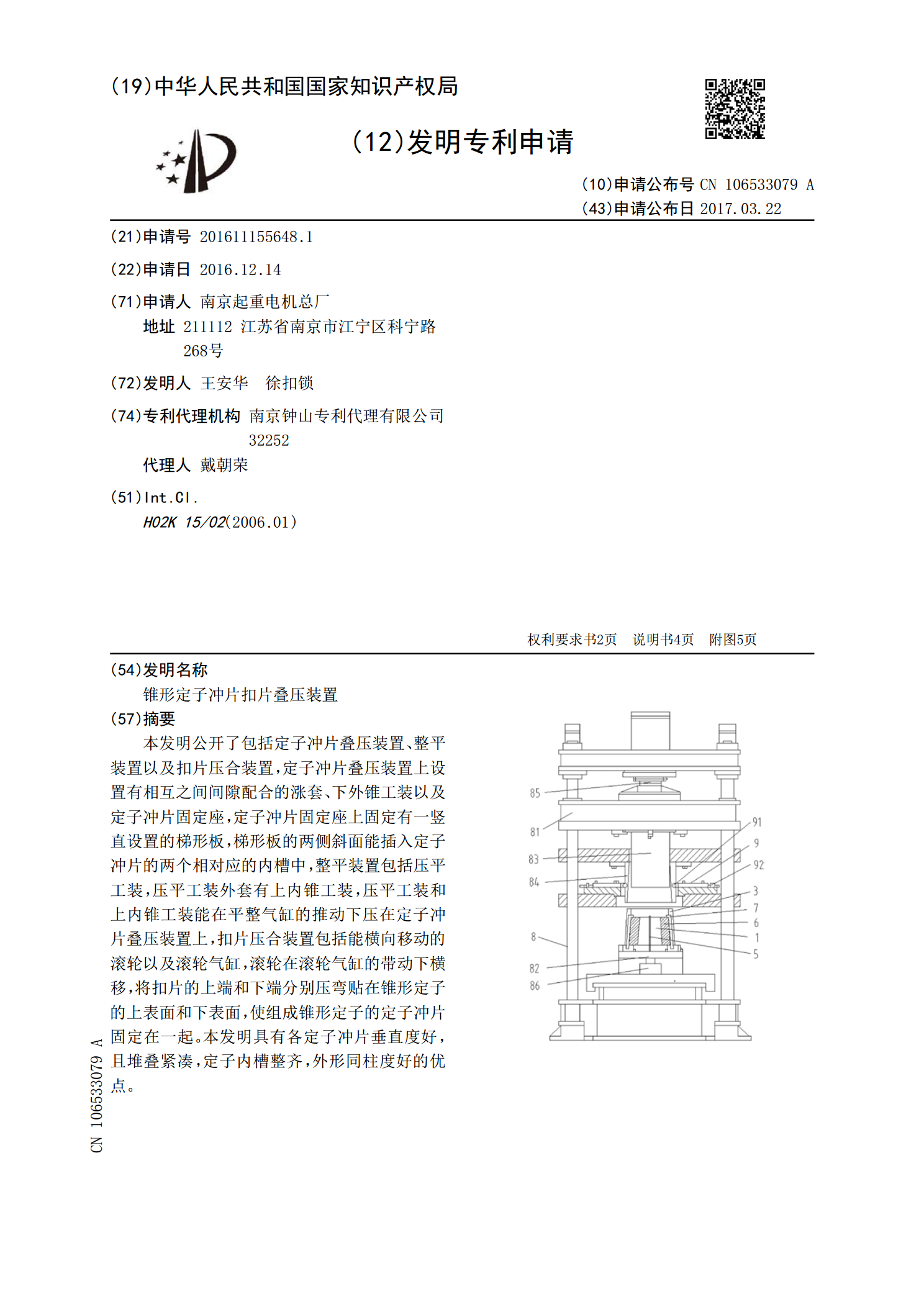
本发明公开了包括定子冲片叠压装置、整平装置以及扣片压合装置,定子冲片叠压装置上设置有相互之间间隙配合的涨套、下外锥工装以及定子冲片固定座,定子冲片固定座上固定有一竖直设置的梯形板,梯形板的两侧斜面能插入定子冲片的两个相对应的内槽中,整平装置包括压平工装,压平工装外套有上内锥工装,压平工装和上内锥工装能在平整气缸的推动下压在定子冲片叠压装置上,扣片压合装置包括能横向移动的滚轮以及滚轮气缸,滚轮在滚轮气缸的带动下横移,将扣片的上端和下端分别压弯贴在锥形定子的上表面和下表面,使组成锥形定子的定子冲片固定在一起。
一种方形定子冲片叠压胎及其叠压方法.pdf
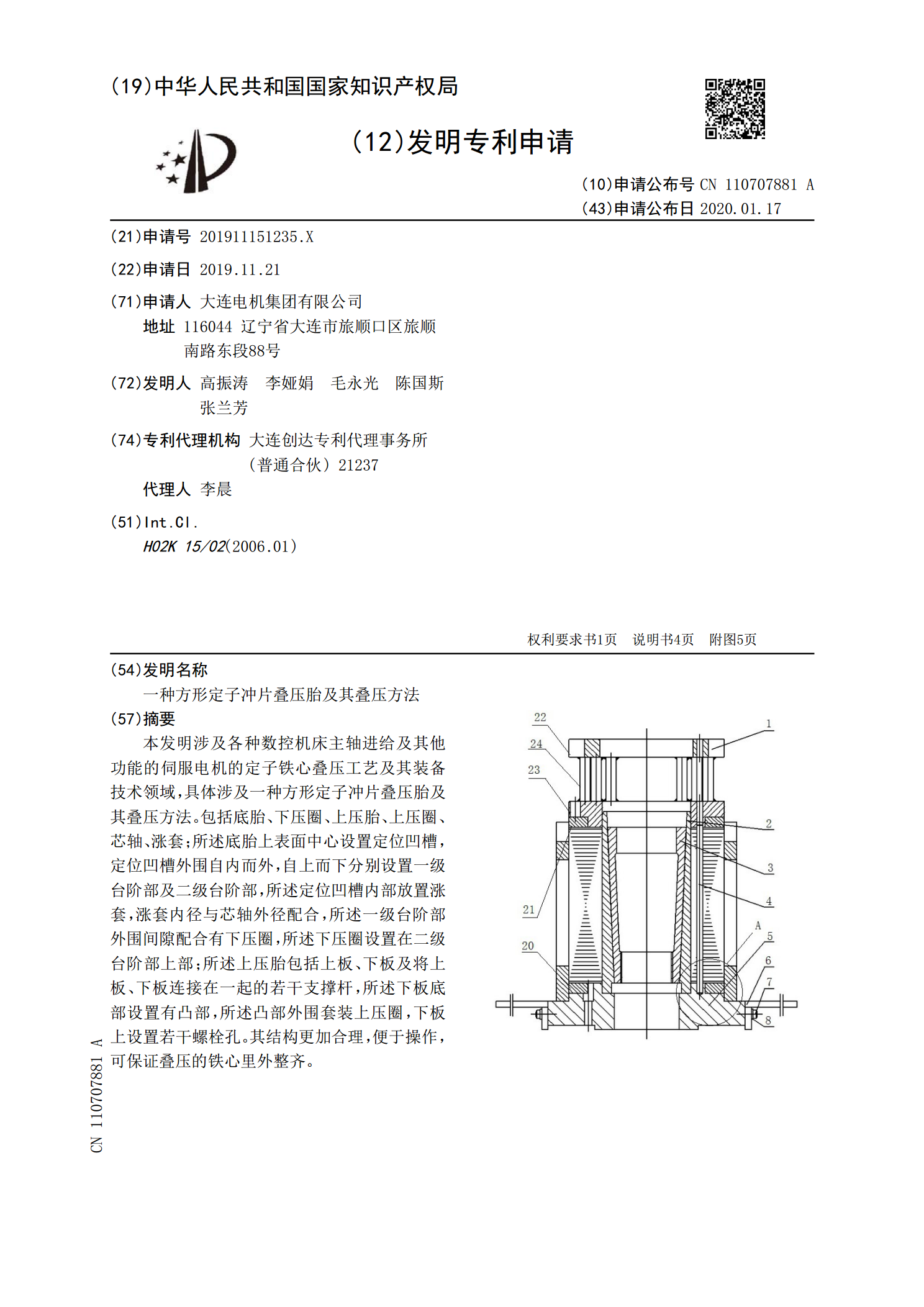
本发明涉及各种数控机床主轴进给及其他功能的伺服电机的定子铁心叠压工艺及其装备技术领域,具体涉及一种方形定子冲片叠压胎及其叠压方法。包括底胎、下压圈、上压胎、上压圈、芯轴、涨套;所述底胎上表面中心设置定位凹槽,定位凹槽外围自内而外,自上而下分别设置一级台阶部及二级台阶部,所述定位凹槽内部放置涨套,涨套内径与芯轴外径配合,所述一级台阶部外围间隙配合有下压圈,所述下压圈设置在二级台阶部上部;所述上压胎包括上板、下板及将上板、下板连接在一起的若干支撑杆,所述下板底部设置有凸部,所述凸部外围套装上压圈,下板上设置若
一种定子冲片用稳定叠压设备及其叠压工艺.pdf
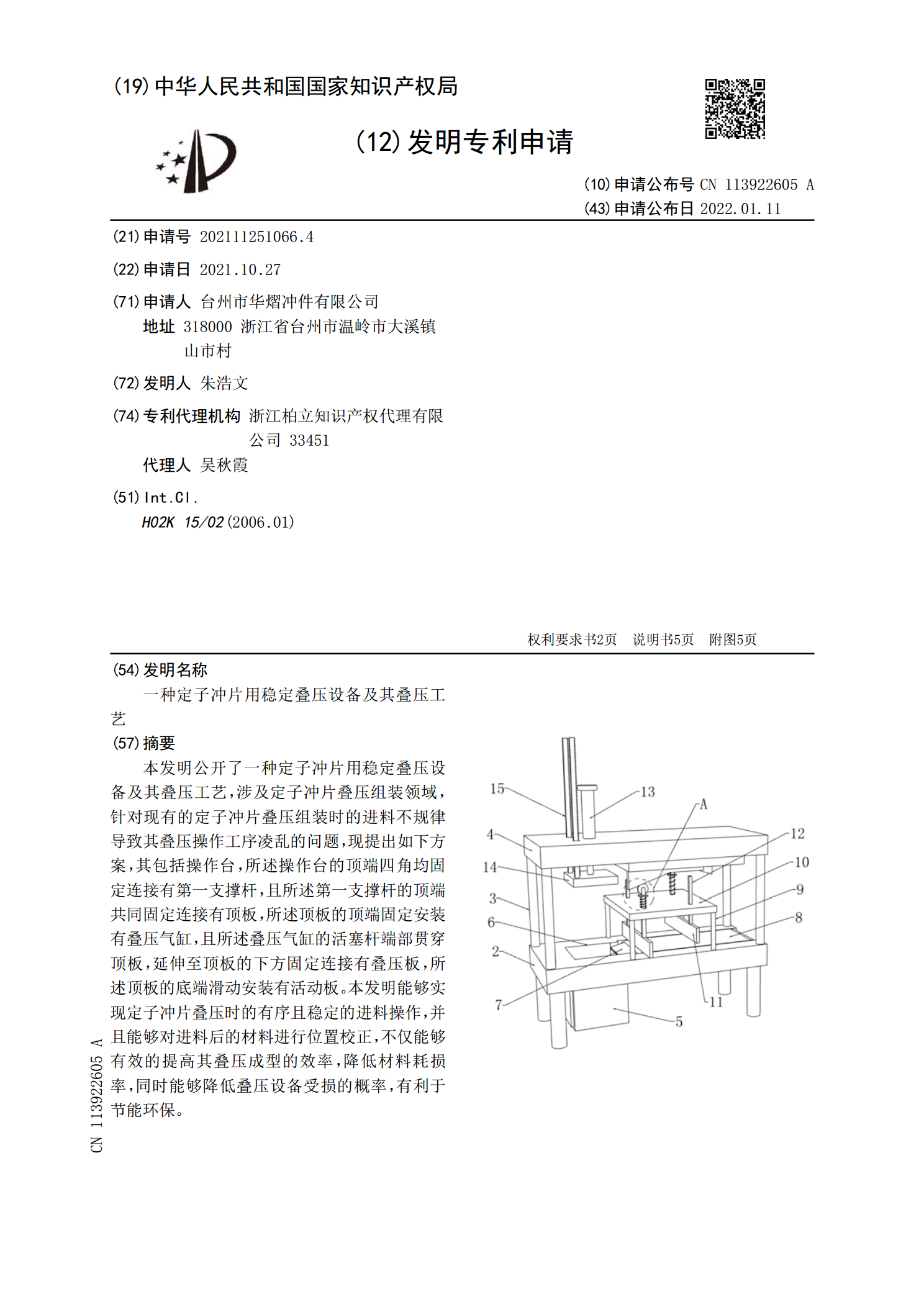
本发明公开了一种定子冲片用稳定叠压设备及其叠压工艺,涉及定子冲片叠压组装领域,针对现有的定子冲片叠压组装时的进料不规律导致其叠压操作工序凌乱的问题,现提出如下方案,其包括操作台,所述操作台的顶端四角均固定连接有第一支撑杆,且所述第一支撑杆的顶端共同固定连接有顶板,所述顶板的顶端固定安装有叠压气缸,且所述叠压气缸的活塞杆端部贯穿顶板,延伸至顶板的下方固定连接有叠压板,所述顶板的底端滑动安装有活动板。本发明能够实现定子冲片叠压时的有序且稳定的进料操作,并且能够对进料后的材料进行位置校正,不仅能够有效的提高其叠