
车刀的刃磨(车工实训).docx

仙人****88

1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
车刀的刃磨(车工实训).docx
授课题目:车刀的刃磨教学目的、要求:1、了解车刀的材料、种类和用途。2、了解砂轮的种类和使用砂轮的安全知识。3、初步掌握车刀的刃磨姿势及刃磨方法。教学重点及难点:正确使用刻度盘,注意消除间隙。掌握试切、试测的方法教学基本内容方法及手段讲解:1、车刀的基本性能车刀切削部分在很高的切削温度下工作,连续经受强烈摩擦,并承受很大的切削力和冲击,所以切削部分的材料必须具备下列基本性能:(1)硬度(2)耐磨性(3)强度和韧性(4)耐热性(5)工艺性2、车刀切削部分常用材料高速钢:〔又称锋钢、白钢〕W18Cr4VW9C

车刀的刃磨(车工实训).docx
授课题目:车刀的刃磨教学目的、要求:1、了解车刀的材料、种类和用途。2、了解砂轮的种类和使用砂轮的安全知识。3、初步掌握车刀的刃磨姿势及刃磨方法。教学重点及难点:正确使用刻度盘,注意消除间隙。掌握试切、试测的方法教学基本内容方法及手段讲解:1、车刀的基本性能车刀切削部分在很高的切削温度下工作,连续经受强烈摩擦,并承受很大的切削力和冲击,所以切削部分的材料必须具备下列基本性能:(1)硬度(2)耐磨性(3)强度和韧性(4)耐热性(5)工艺性2、车刀切削部分常用材料高速钢:〔又称锋钢、白钢〕W18Cr4VW9C
车刀的刃磨.ppt
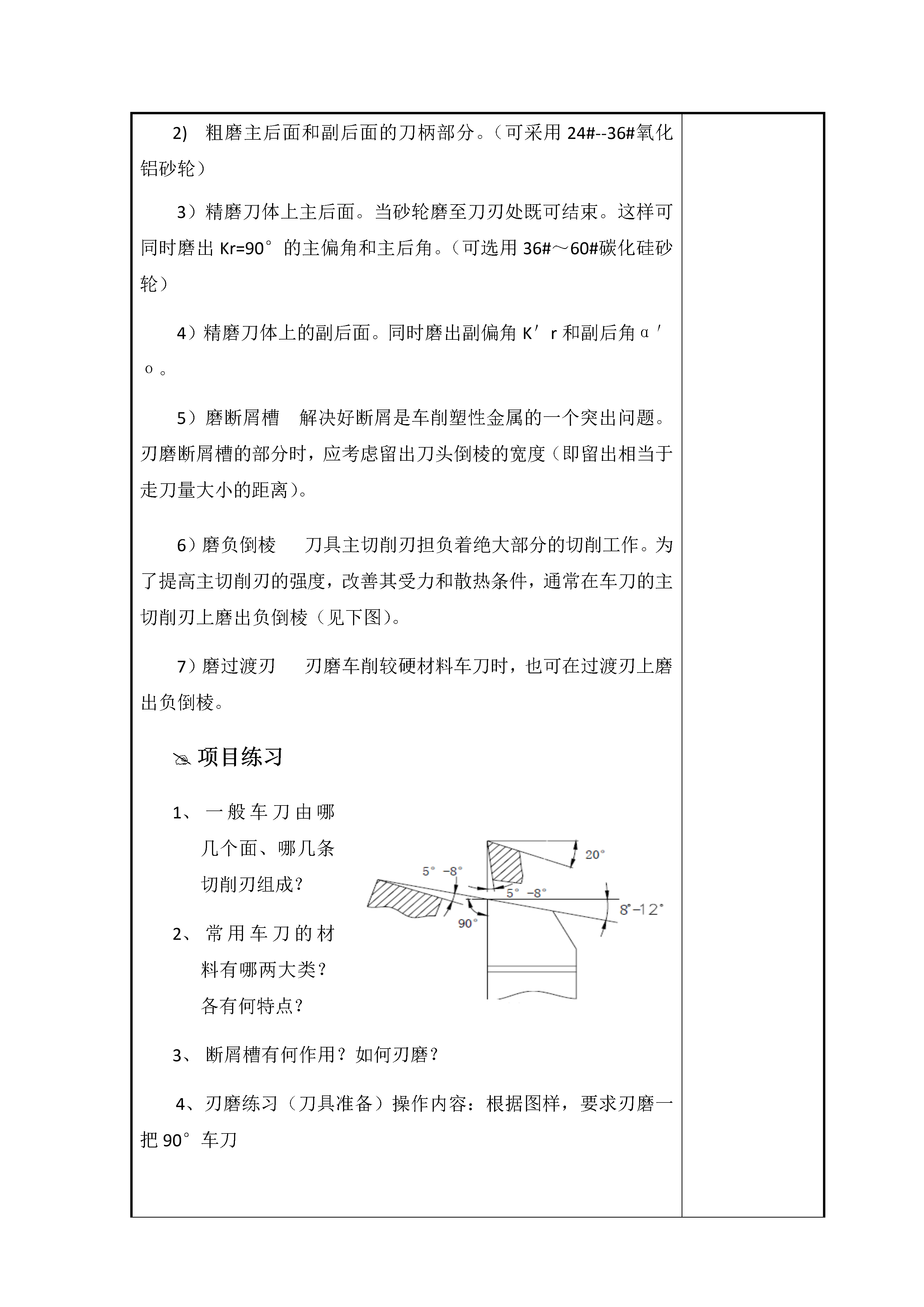
复习:车刀的角度有哪些?一、砂轮的选择原则二、刃磨车刀的方法左手握住刀头,右手握住刀杆尾部,使刀杆水平,主切削刃朝上。使刀头处远离主切削刃的一边先接触砂轮,然后刀具沿刀杆轴线转动(从右往左看为顺时针转动),逐步使前刀面贴到砂轮的侧面,进行磨削。转动角度的大小,决定了前角刃磨的大小,磨削过程中要随时停下来,观察其磨削的角度是否正确。按主偏角大小,刀杆向左偏斜。同时磨出主偏角和主后角;(如左图)按主后角大小,刀头向上翘;主后刀面自下而上,接触砂轮。磨副后刀面,按副偏角大小,刀杆向右偏斜,刀头向上翘;同时磨出副

车刀的刃磨.ppt
车刀的磨损及刃磨一、车刀的磨损1、车刀的正常磨损前刀面磨损:磨损位置:前刀面磨损程度:以月牙洼的深度KT表示磨损条件:较高VC、较大的切削厚度(ac>0.5mm)车削塑性材料前后刀面同时磨损磨损条件:选择中等VC与中等切削厚度(0.1<ac<0.5)、中等f车削塑性材料车刀的磨损过程车刀的刃磨常用车刀种类和材料、砂轮的选用车刀刃磨操作技巧与注意事项90°、75°、45°等外圆车刀刃磨步骤

车刀的角度及刃磨.ppt
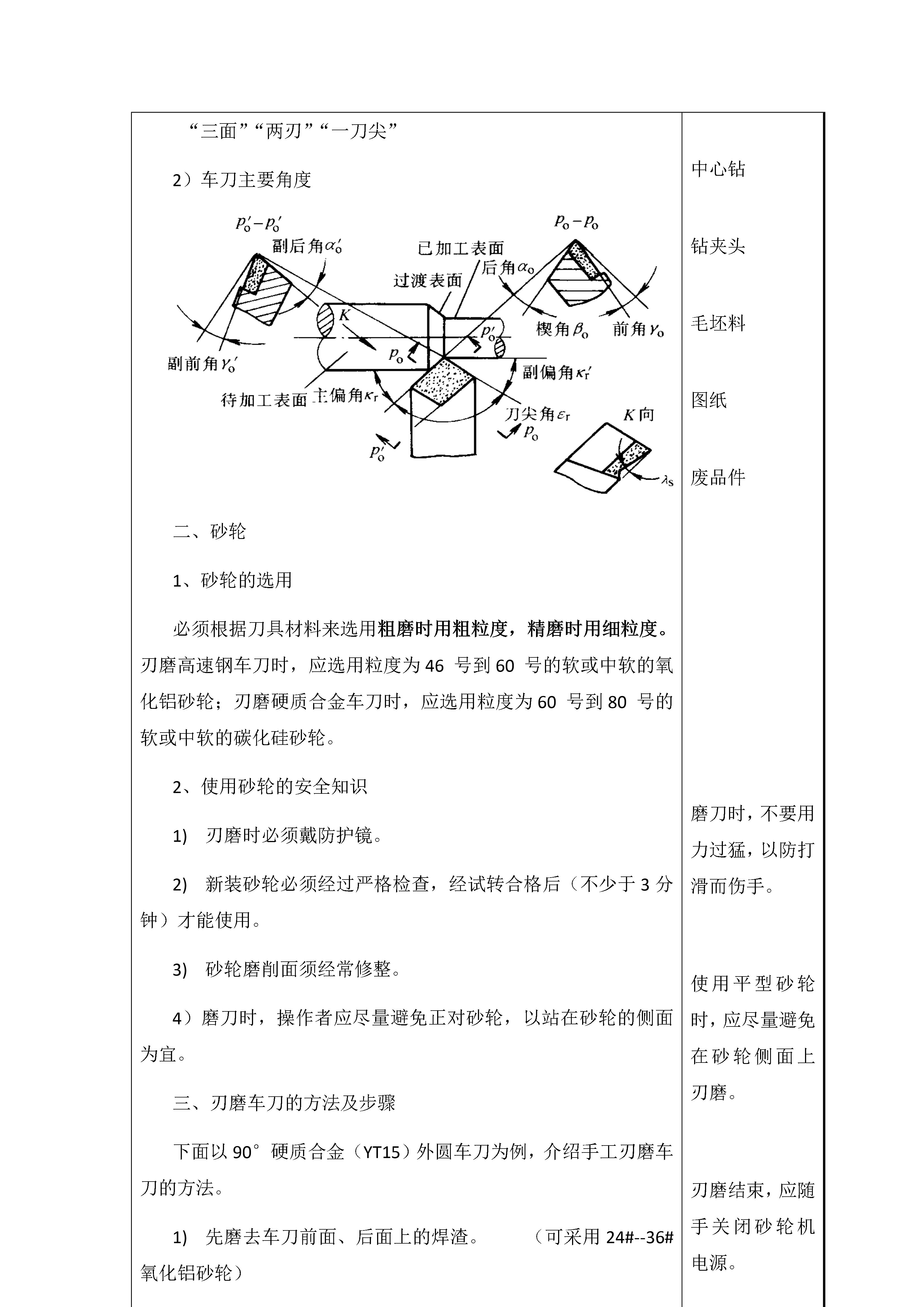
车刀的角度及刃磨二、刀具一、运动要素2、切削用量三要素二、刀具三面、两刃、一尖2、刀具材料的性能(1)较高的硬度:为工件硬度的1.3-1.5倍,一般要求HRC60以上。(2)足够的强度和韧性。(3)良好的耐磨性(4)较高的耐热性(5)良好的导热性三、车刀的主要角度1)在正交平面内测量角度2)在基面内测量角度3)在切削平面内测量的角度刀具角度的选择:(1)粗加工时,为了减轻刀具的负荷,采用较大的前角,可适当的减小后角。这时切削刃不会明显削弱。(2)精加工时,为了减小主后刀面与加工面间的摩擦,可采用较大的后角