
金属粉末选区激光熔化技术介绍.doc

灵慧****89


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

金属粉末选区激光熔化技术介绍.doc
金属构件选区激光熔化(SLM)快速成型技术华南理工大学机械工程学院焊接研究所杨永强1.选区激光熔化技术原理快速成型(RP-RapidPrototype)技术近些年来发展起来的一种先进制造技术。它是CAD、数控、激光和新材料等学科的集成。是自动化原型快速制造技术,它是由CAD模型直接经过特殊的生产工艺制造出复杂形状三维实体零件的技术总称。选区激光熔化(SLM-SelectiveLaserMelting)是一种金属件直接成型方法,是快速成型技术的最新发展。该技术基于快速成型的最基本思想,用逐层添加方式根据CA

金属粉末选区激光熔化技术介绍.doc
金属构件选区激光熔化(SLM)快速成型技术华南理工大学机械工程学院焊接研究所杨永强1.选区激光熔化技术原理快速成型(RP-RapidPrototype)技术近些年来发展起来的一种先进制造技术。它是CAD、数控、激光和新材料等学科的集成。是自动化原型快速制造技术,它是由CAD模型直接经过特殊的生产工艺制造出复杂形状三维实体零件的技术总称。选区激光熔化(SLM-SelectiveLaserMelting)是一种金属件直接成型方法,是快速成型技术的最新发展。该技术基于快速成型的最基本思想,用逐层添加方式根据CA

金属粉末输送装置及激光选区熔化设备.pdf
本发明提供一种用于激光选区熔化设备的金属粉末输送装置及激光选区熔化设备,金属粉末输送装包括:盛放金属粉末的漏斗,以及置于所述漏斗的出口部内的漏粉机构,所述漏粉机构包括驱动电机和用来运送金属粉末的滚轮,驱动电机与所述滚轮的转轴传动相连,且所述转轴的轴线与所述出口部的轴线相垂直,滚轮将所述出口部内腔道上下隔断,且所述滚轮周向上均匀分布多个沿转轴的轴线方向延伸的凹槽。本发明大大减少了整个激光选区融化工艺过程中的金属粉末使用量,为每次铺粉过程按需提供等量的粉末,使激光选区融化工艺过程更加节约粉末,同时保证了整个工

激光选区熔化单刀双向铺粉装置及激光选区熔化设备.pdf
本发明提供了一种激光选区熔化单刀双向铺粉装置,包括粉料斗、送料箱体、刮刀和位置传感器,位置传感器与控制系统通讯连接,由控制系统控制落料的启停,工作灵敏,送料箱体两侧设有由电机带动的第一转动轴和第二转动轴,从而带动阻挡带的移动,阻挡带上设有落料口,落料口移动至第一送料通道或第二送料通道,实现粉料落在刮刀的左侧或右侧,同时,安装孔的内壁上设有刷块,可将阻挡带上余留的粉料扫入通道内,避免影响阻挡带的移动和铺粉装置的工作,本发明的铺粉装置工作灵敏,结构简单,主要结构设置送料箱体外,易于查找问题,方便检修和更换。
激光选区熔化扫描策略.pdf
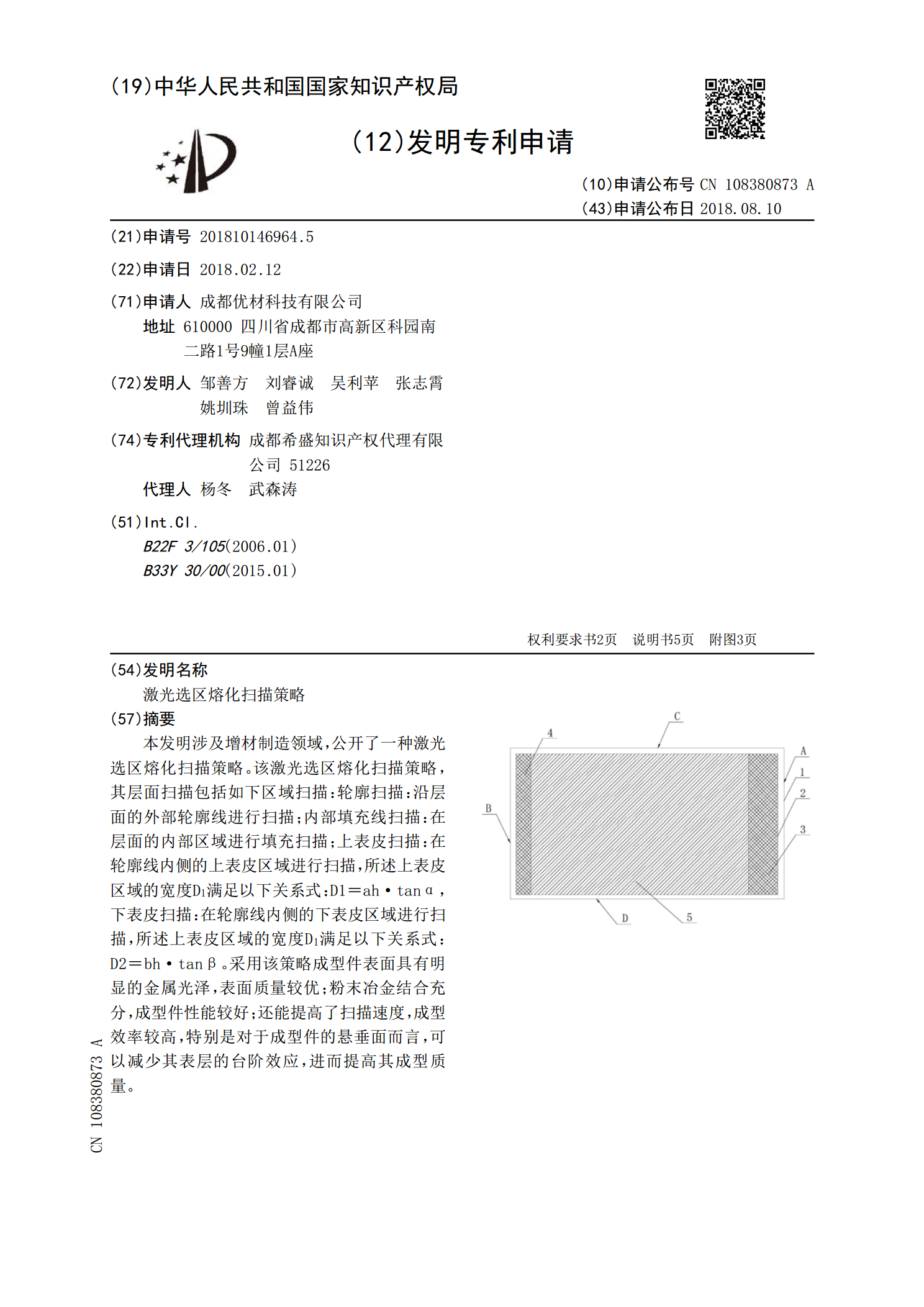
本发明涉及增材制造领域,公开了一种激光选区熔化扫描策略。该激光选区熔化扫描策略,其层面扫描包括如下区域扫描:轮廓扫描:沿层面的外部轮廓线进行扫描;内部填充线扫描:在层面的内部区域进行填充扫描;上表皮扫描:在轮廓线内侧的上表皮区域进行扫描,所述上表皮区域的宽度D