
项目七刮研平板样本.doc

绮兰****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

项目七刮研平板样本.doc
项目七刮研平板教学目的理解刮削原理和特点。理解研磨工具和研磨余量。熟悉刮削应用和余量。掌握刮削、研磨工具及用法。二、学时分派三、教学重点通过项目学习,让同窗们理解到刮削原理和特点,研磨工具和研磨余量。熟悉刮削应用和余量,掌握刮削、研磨工具及用法。熟悉研磨工艺,它余量和运动轨迹,理解研磨上料和种类。教学难点1、理解研磨上料和种类。2、掌握刮削、研磨工具及用法。3、熟悉研磨工艺,它余量和运动轨迹。教学内容项目概述平板是钳工惯用基准工具,规定有较高平面度且美观;接触表面有相对运动时,规定增长接触面积,改进润滑状

项目七刮研平板样本.doc
项目七刮研平板教学目的理解刮削原理和特点。理解研磨工具和研磨余量。熟悉刮削应用和余量。掌握刮削、研磨工具及用法。二、学时分派三、教学重点通过项目学习,让同窗们理解到刮削原理和特点,研磨工具和研磨余量。熟悉刮削应用和余量,掌握刮削、研磨工具及用法。熟悉研磨工艺,它余量和运动轨迹,理解研磨上料和种类。教学难点1、理解研磨上料和种类。2、掌握刮削、研磨工具及用法。3、熟悉研磨工艺,它余量和运动轨迹。教学内容项目概述平板是钳工惯用基准工具,规定有较高平面度且美观;接触表面有相对运动时,规定增长接触面积,改进润滑状

平板刮研新工艺.docx
平板刮研新工艺平板刮研新工艺摘要:平板刮研是一种常见的表面加工工艺,其目的是通过刮刀将涂层均匀刮平,以获得平滑和光滑的表面。然而,传统的平板刮研工艺存在效率低、粗糙度不能满足需求等问题。因此,本文提出了一种新的平板刮研工艺,通过优化刮刀材料、刮刀角度和刮研速度,实现高效、高质量的表面加工,并在实验中进行了验证。一、引言表面加工工艺在工业生产中占据着重要地位,其中平板刮研是一种常见的技术。传统的平板刮研工艺通常采用金属或塑料刮刀进行刮研,但其效率较低,且无法满足对于高精度、高平滑度的要求。因此,需要开发一种
一种平板精刮研机及其精刮研方法.pdf
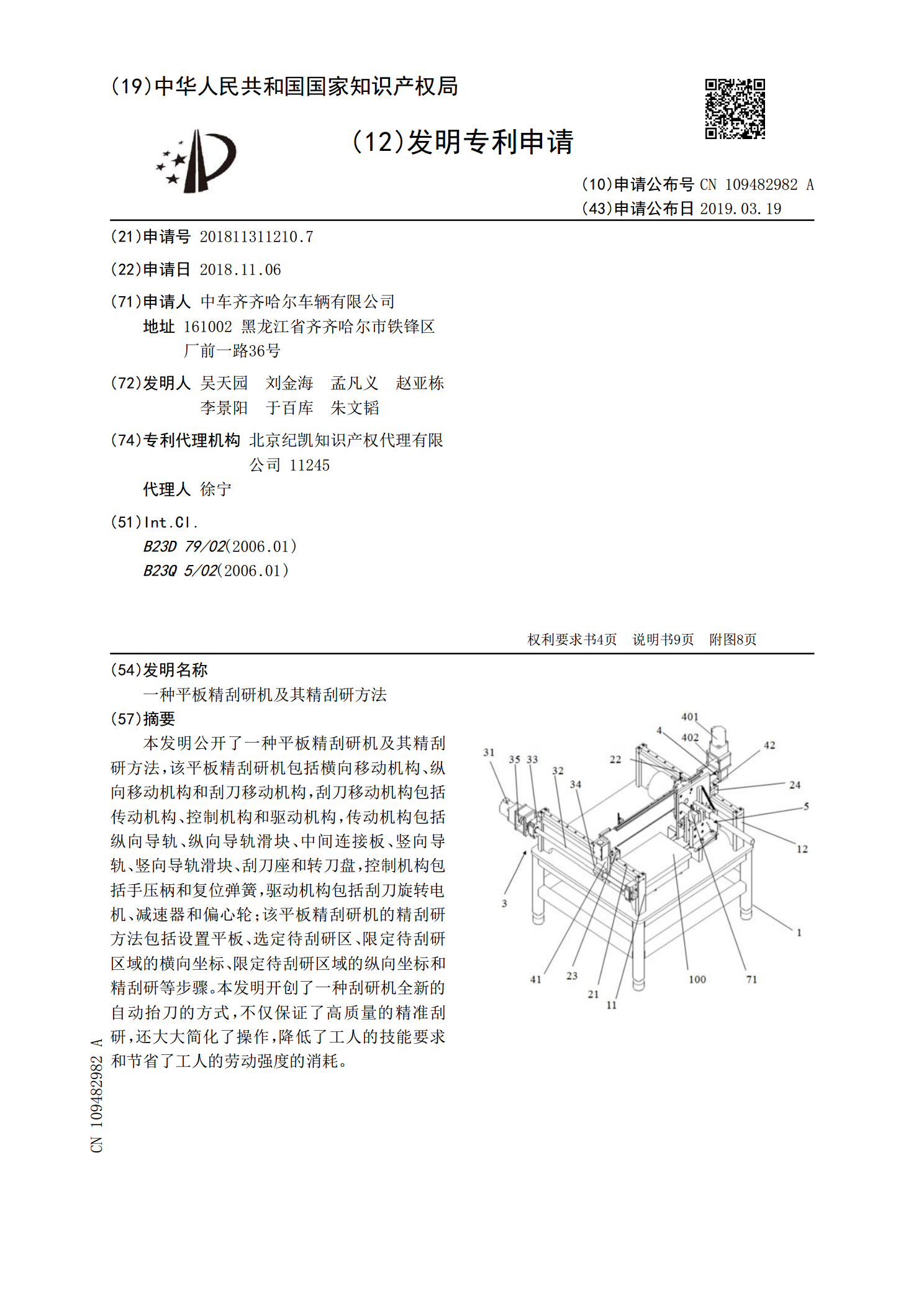
本发明公开了一种平板精刮研机及其精刮研方法,该平板精刮研机包括横向移动机构、纵向移动机构和刮刀移动机构,刮刀移动机构包括传动机构、控制机构和驱动机构,传动机构包括纵向导轨、纵向导轨滑块、中间连接板、竖向导轨、竖向导轨滑块、刮刀座和转刀盘,控制机构包括手压柄和复位弹簧,驱动机构包括刮刀旋转电机、减速器和偏心轮;该平板精刮研机的精刮研方法包括设置平板、选定待刮研区、限定待刮研区域的横向坐标、限定待刮研区域的纵向坐标和精刮研等步骤。本发明开创了一种刮研机全新的自动抬刀的方式,不仅保证了高质量的精准刮研,还大大简

平板安装手册样本.doc
平板电视安装服务手册序言当前,在平板销量节节攀升今天,平板电视安装,占售后服务顾客量40%左右,安装质量好坏,直接影响到服务质量。因此,每一种安装人员一定要细心操作,把安装质量提高上去,提高售后服务质量。安装时候,不是安装快就是服务到位了,而是要和顾客沟通好安装位置,解说使用时注意事项等。消除顾客内心疑虑。目录一.礼貌用语、行为规范。二.安装技巧。三.安装环节。四.安装连接线。五.整机调试。六.解说安全使用注意事项。礼貌用语、行为规范:与人交往第一印象非常重要,往往就是第一印象决定了整个事情成败。因而在咱