
半导体晶圆切割.docx

小代****回来


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
半导体晶圆切割.docx
本文介绍,先进封装(advancedpackaging)的后端工艺(back-end)之一:晶圆切片(waferdicing)。在过去三十年期间,切片(dicing)系统与刀片(blade)已经不断地改进以对付工艺的挑战和接纳不同类型基板的要求。最新的、对生产率造成最大影响的设备进展包括:采用两个切割(twocuts)同时进行的、将超程(overtravel)减到最小的双轴(dual-spindle)切片系统,代表性的有日本东精精密的AD3000T和AD2000T;自动心轴扭力监测和自动冷却剂流量调节能力

半导体晶圆切割.docx
本文介绍,先进封装(advancedpackaging)的后端工艺(back-end)之一:晶圆切片(waferdicing)。在过去三十年期间,切片(dicing)系统与刀片(blade)已经不断地改进以对付工艺的挑战和接纳不同类型基板的要求。最新的、对生产率造成最大影响的设备进展包括:采用两个切割(twocuts)同时进行的、将超程(overtravel)减到最小的双轴(dual-spindle)切片系统,代表性的有日本东精精密的AD3000T和AD2000T;自动心轴扭力监测和自动冷却剂流量调节能力

半导体晶圆激光切割新技术.docx
半导体晶圆激光切割新技术随着人类科技的不断进步和发展,计算机、通信、电子以及医学等领域的需要越来越强烈,这就对制造芯片的工艺流程提出了更高的要求和挑战。激光切割技术是目前半导体晶圆制造中的一项重要技术,它可以用于制作高精度的芯片或其他微纳米结构,实现电子器件的功能。一般而言,半导体晶圆制造需要经过一系列的工艺步骤,包括晶圆切割、材料清洗、光刻、蚀刻、离子刻蚀、蒸镀、二次光刻等,其中晶圆切割是整个制造工艺中最重要的一步,影响整个晶圆的质量和利用率。传统的晶圆切割采用机械方式,但是这种方法有着切割精度低、切割
一种半导体晶圆精准切割装置.pdf
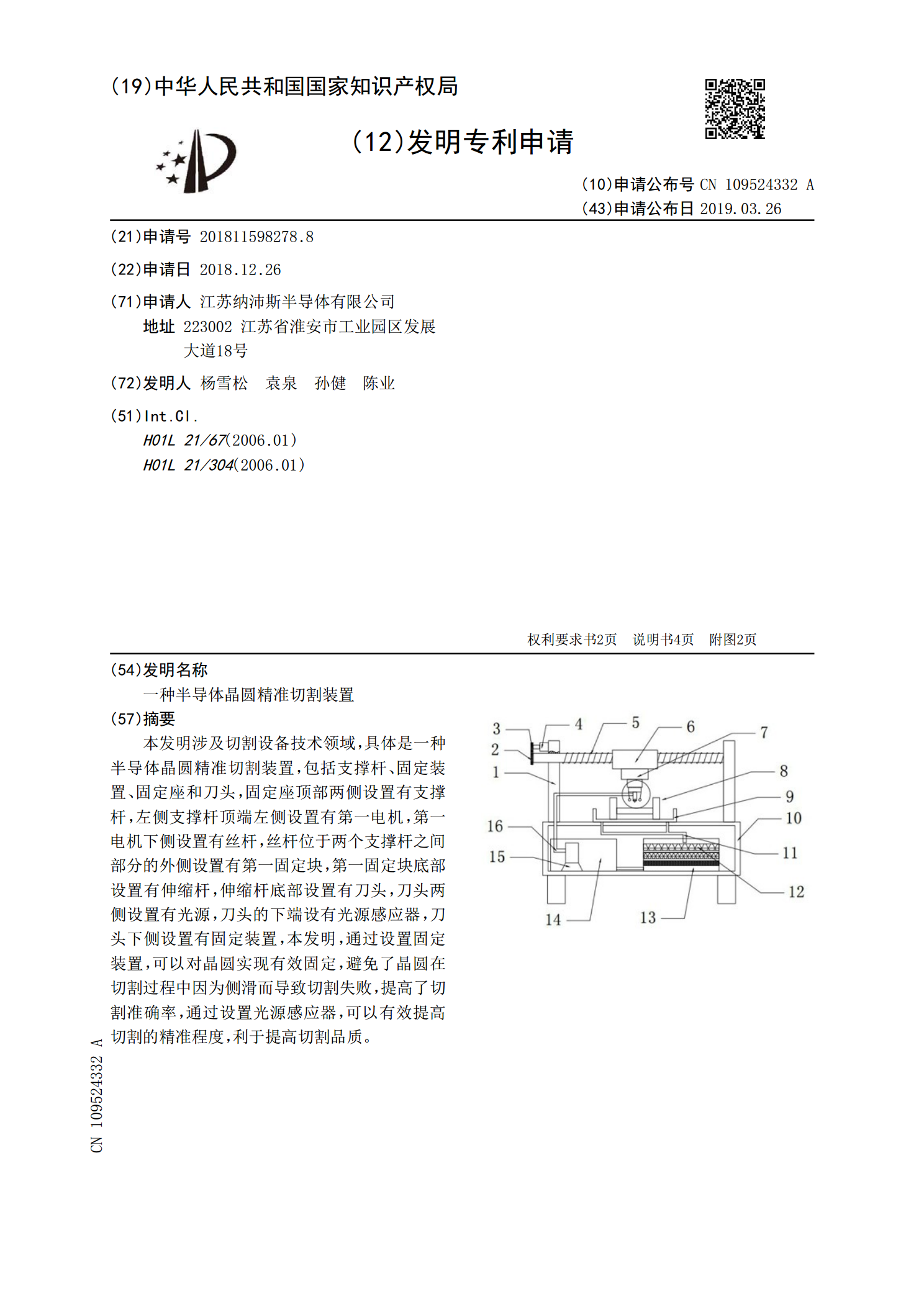
本发明涉及切割设备技术领域,具体是一种半导体晶圆精准切割装置,包括支撑杆、固定装置、固定座和刀头,固定座顶部两侧设置有支撑杆,左侧支撑杆顶端左侧设置有第一电机,第一电机下侧设置有丝杆,丝杆位于两个支撑杆之间部分的外侧设置有第一固定块,第一固定块底部设置有伸缩杆,伸缩杆底部设置有刀头,刀头两侧设置有光源,刀头的下端设有光源感应器,刀头下侧设置有固定装置,本发明,通过设置固定装置,可以对晶圆实现有效固定,避免了晶圆在切割过程中因为侧滑而导致切割失败,提高了切割准确率,通过设置光源感应器,可以有效提高切割的精准
一种用于晶圆半导体的切割装置.pdf
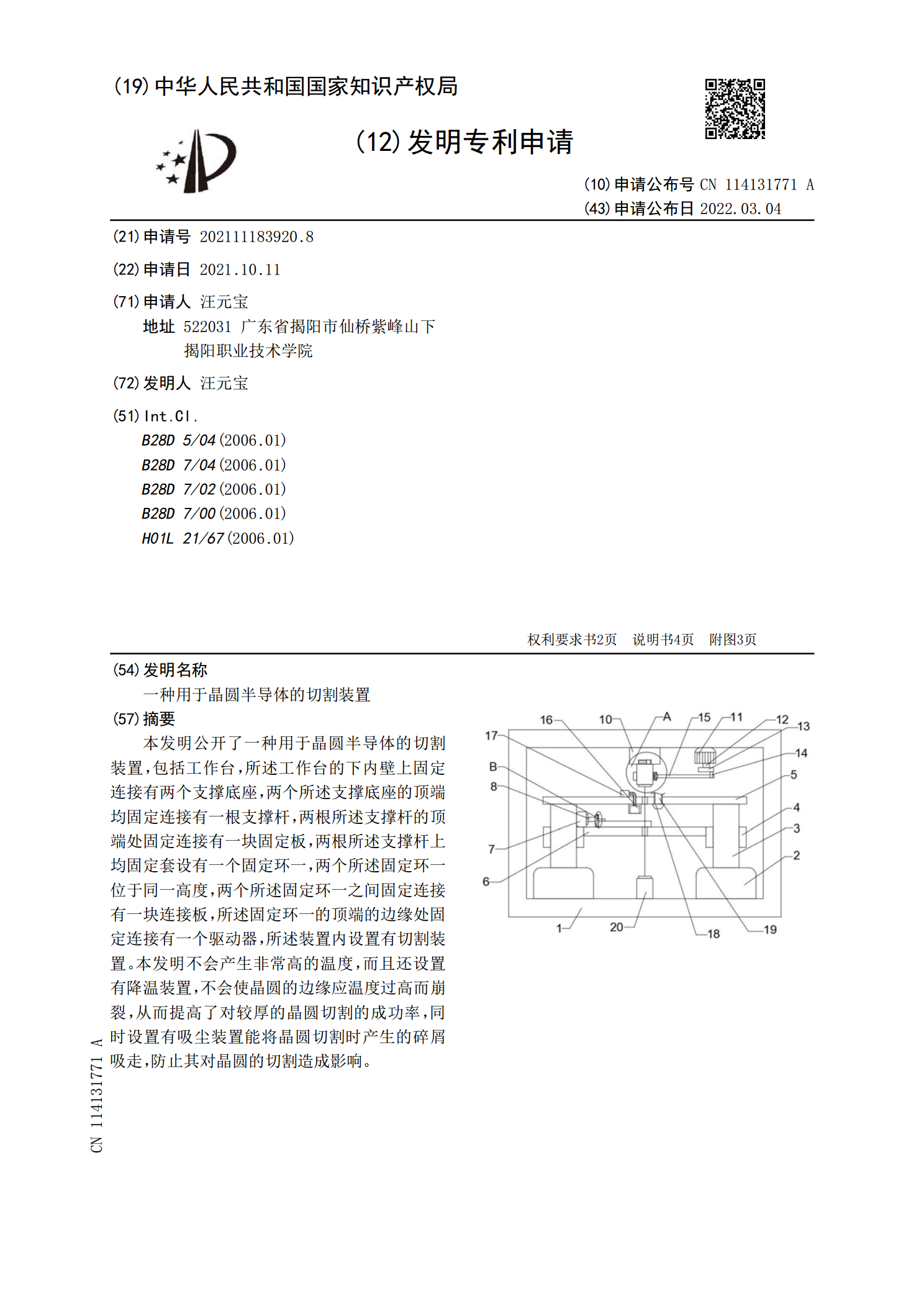
本发明公开了一种用于晶圆半导体的切割装置,包括工作台,所述工作台的下内壁上固定连接有两个支撑底座,两个所述支撑底座的顶端均固定连接有一根支撑杆,两根所述支撑杆的顶端处固定连接有一块固定板,两根所述支撑杆上均固定套设有一个固定环一,两个所述固定环一位于同一高度,两个所述固定环一之间固定连接有一块连接板,所述固定环一的顶端的边缘处固定连接有一个驱动器,所述装置内设置有切割装置。本发明不会产生非常高的温度,而且还设置有降温装置,不会使晶圆的边缘应温度过高而崩裂,从而提高了对较厚的晶圆切割的成功率,同时设置有吸尘