
铸件气孔缺陷的成因及防止措施.doc

努力****南绿


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铸件气孔缺陷的成因及防止措施.doc
铸件气孔缺陷的成因及防止措施摘要:系统地分析和探讨了铸件气孔缺陷的产生原因,提出了相应的防治方法,对铸造工作者有一定的借鉴作用。气孔是一种常见的铸件缺陷,其形状一般为球形、扁圆形或长条形。气孔形成的原因是在金属液凝固时,铸件某一部位的局部气体压力超过了金属液的压力。气体总是顺着阻力最小的通路流动,通常都朝着铸件的上部移动。侵入气体或析出气孔也会使铸件的表面呈现凹囊状孔洞或形成皮下气孔。针孔、气疤以及某些形式的疏松都是侵入气体或析出气孔的变态。识别气孔比较容易,阐明气孔的成因则较为困难。气孔和缩孔在外表上极
铝合金铸件缺陷产生原因及防止措施.pdf
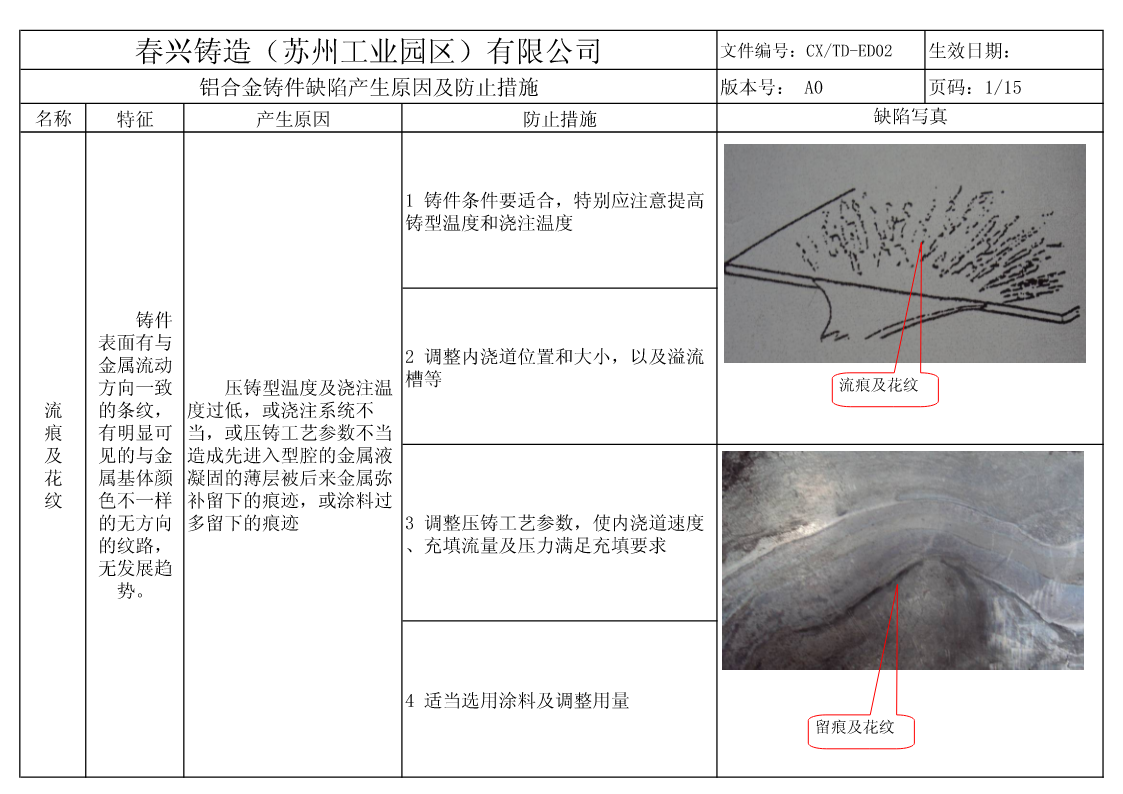
春兴铸造(苏州工业园区)有限公司文件编号:CX/TD-ED02生效日期:铝合金铸件缺陷产生原因及防止措施版本号:A0页码:1/15名称特征产生原因防止措施缺陷写真1铸件条件要适合,特别应注意提高铸型温度和浇注温度铸件表面有与金属流动2调整内浇道位置和大小,以及溢流方向一致压铸型温度及浇注温槽等流痕及花纹流的条纹,度过低,或浇注系统不痕有明显可当,或压铸工艺参数不当及见的与金造成先进入型腔的金属液花属基体颜凝固的薄层被后来金属弥纹色不一样补留下的痕迹,或涂料过的无方向多留下的痕迹3调整压铸工艺参数,使内浇道

铸件常见缺陷的产生原因-防止铸件常见缺陷的方法.docx
铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种铸造缺陷。下面,小编为大家讲讲铸件常见缺陷的产生原因以及防止铸件常见缺陷的方法,希望对大家有所帮助!缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有

铸件常见缺陷的产生原因-防止铸件常见缺陷的方法.docx
铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种铸造缺陷。下面,小编为大家讲讲铸件常见缺陷的产生原因以及防止铸件常见缺陷的方法,希望对大家有所帮助!缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有

铸件常见缺陷的产生原因-防止铸件常见缺陷的方法.docx
铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸件常见缺陷的产生原因-防止铸件常见缺陷的方法铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种铸造缺陷。下面,小编为大家讲讲铸件常见缺陷的产生原因以及防止铸件常见缺陷的方法,希望对大家有所帮助!缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有