
中频电炉打炉操作规程---23.doc

一只****生物


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

中频电炉打炉操作规程---23.doc
(完整word版)中频电炉打炉操作规程---23(完整word版)中频电炉打炉操作规程---23(完整word版)中频电炉打炉操作规程---23中频电炉打炉操作规程一、线圈涂抹层的施工二、浇注口(槽)的砌筑三、侧壁背衬材的安装四、捣筑前的准备工作五、炉底捣筑六、坩埚模的制作七、炉衬侧壁的捣筑一、线圈涂抹层的施工1.待抹线圈胶泥的感应线圈须清整掉粘贴在上的浮灰、油漆渣,用钢丝刷清理。顶圈耐火砖必须用硬物填充紧固,炉盖板紧固螺丝拧紧。感应圈固定加强(很重要)。2.混和水应为可饮用水质。理想的水温在5-25℃之
中频电炉炉嘴.pdf
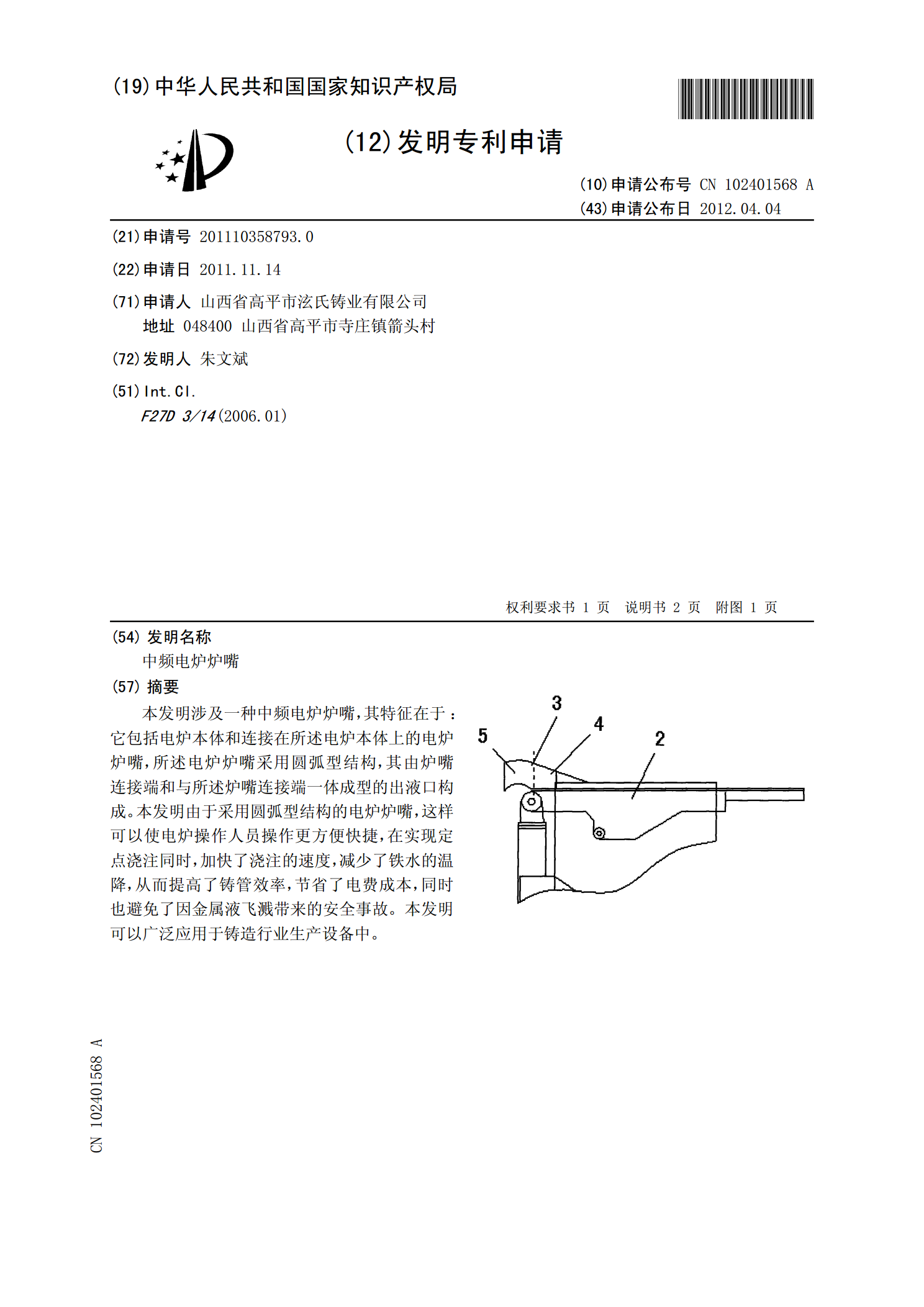
本发明涉及一种中频电炉炉嘴,其特征在于:它包括电炉本体和连接在所述电炉本体上的电炉炉嘴,所述电炉炉嘴采用圆弧型结构,其由炉嘴连接端和与所述炉嘴连接端一体成型的出液口构成。本发明由于采用圆弧型结构的电炉炉嘴,这样可以使电炉操作人员操作更方便快捷,在实现定点浇注同时,加快了浇注的速度,减少了铁水的温降,从而提高了铸管效率,节省了电费成本,同时也避免了因金属液飞溅带来的安全事故。本发明可以广泛应用于铸造行业生产设备中。
中频电炉炉底打结料.pdf
本发明提供了一种中频电炉炉底打结料,所述打结料按重量百分比包括以下组分:电熔铝镁尖晶颗粒40‑80%,电熔镁颗粒5~15%,刚玉细粉5~15%,煅烧氧化铝微粉5~15%,硼酐2~5%,A1粘结剂0.5%~1.5%,高温剂0.5~3.5%;所述电熔铝镁尖晶颗粒包括粒度为5~8mm的电熔铝镁尖晶颗粒15~35%,粒度为3~5mm的电熔铝镁尖晶颗粒10~30%,粒度为1~3mm的电熔铝镁尖晶颗粒5~15%,粒度为0.1~1mm的电熔铝镁尖晶颗粒5~15%。本发明的炉底打结料,抗高温,在使用中越用越坚硬,使

中频电炉安全操作规程.docx
中频电炉安全操作规程-1--2-中频电炉安全操作章程1.开炉前应通知中频机组操作人员起动机组同时应检查炉体、冷却水系统、中频电源开关、倾炉机械和吊包运转轨道等是否正常地沟盖板是否缺损盖好。如有问题应该先行排除才能开炉。2.在中频机组启动完毕之后方可送电开炉。3.开炉时需先将炉料放入炉膛开放冷却水后才能合上中频电源开关。停炉时断开中频电源后方可通知中频机组停机。冷却水应继续保持15分钟。4.炉料中不得混有密闭容器、管子或其它易爆炸物。炉料必须干燥不带水或冰、雪块。装填炉料时不准用锤子猛打应轻放、轻敲

中频电炉安全操作规程.doc
中频电炉安全操作规程1中频电炉安全操作规程1、开炉前要检查好电气设备、水冷却系统、感应器铜管等是否完好,否则禁止开炉。2、炉膛熔损超过规定应及时修补。严禁在熔损过深坩埚内进行熔炼。3、送电和开炉应有专人负责,送电后严禁接触感应器和电缆。当班者不得擅自离开岗位,要注意感应器和坩埚外部情况。4、装料时,应检查炉料内有无易燃易爆等有害物品混入,如有应及时除去,严禁冷料和湿料直接加入钢液中,熔化液充满至上部后严禁大块料加入,以防结盖。5、补炉和捣制坩埚时严禁铁屑、氧化铁混杂,捣制坩埚必须密实。6、浇注场地及炉前地