
新式的轴类零件找正工装.pdf

是来****文章

1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
新式的轴类零件找正工装.pdf
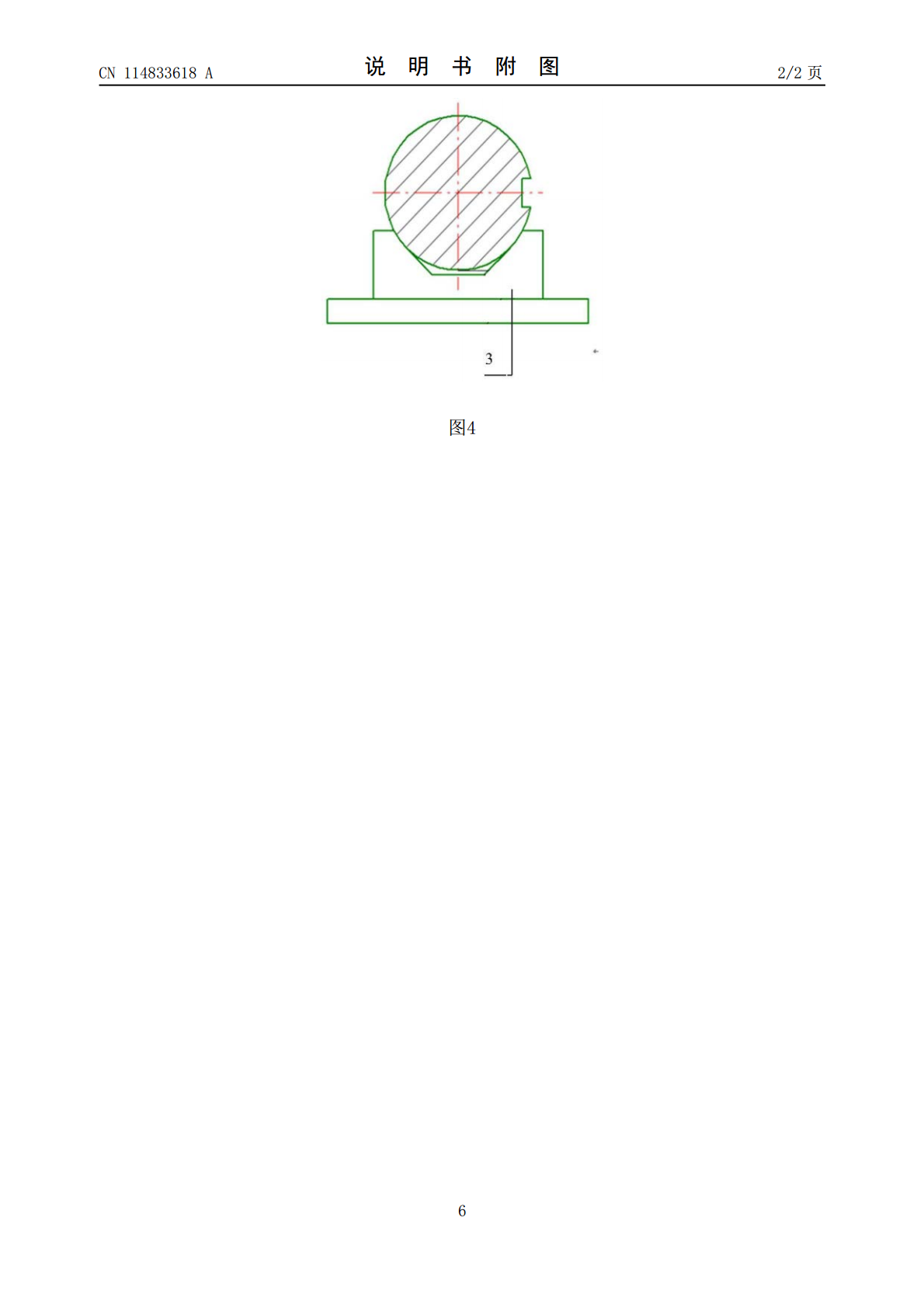
新式的轴类零件找正工装,有两块“V”型铁(2),其特征在于:两块“V”型铁焊接在平板上(1),两块“V”型铁(2)的“V”槽纵向在同一轴线,两块“V”型铁(2)的“V”槽斜面分别加工有与轴类零件对应外圆相吻合的圆弧面,“V”型铁的“V”槽底部有低于轴类零件外圆最大正工差尺寸的空刀槽(3)。将轴放在工装上就能找正,或者只需轴类零件对应外圆与圆弧面之间垫有铜皮。在生产中提高了加工效率及产品质量。
新式的轴类零件找正工装.pdf
新式的轴类零件找正工装,有两块“V”型铁(2),其特征在于:两块“V”型铁焊接在平板上(1),两块“V”型铁(2)的“V”槽纵向在同一轴线,两块“V”型铁(2)的“V”槽斜面分别加工有与轴类零件对应外圆相吻合的圆弧面,“V”型铁的“V”槽底部有低于轴类零件外圆最大正工差尺寸的空刀槽(3)。将轴放在工装上就能找正,或者只需轴类零件对应外圆与圆弧面之间垫有铜皮。在生产中提高了加工效率及产品质量。

轴类零件的装夹工装及加工方法.pdf
本发明公开了一种轴类零件的装夹工装,所述装夹工装包括至少一个圆形的调整盘,所述调整盘上均匀间隔设有至少3个沿所述调整盘的径向方向的通孔,每个所述通孔内均可伸缩设置有一个调整件,所述调整盘的一端面设有安装盲孔,所述调整盘的另一端面上设有顶针孔,所述顶针孔、所述安装盲孔和所述调整盘同轴设置。可减小轴类零件的装夹误差。还公开了一种轴类零件的加工方法,可减小轴类零件的加工误差。

旋锻轴类零件上料工装.pdf
本申请公开了一种旋锻轴类零件上料工装,其属于夹持工装领域,包括:连接板、基座、转杆、电机、螺杆、夹爪;基座固定于连接板下方;转杆转动连接于基座上;电机固定在基座内,用于驱动转杆旋转;螺杆分设于转杆两端,两个螺杆的旋向相反;夹爪包含滑块、移动块、夹持件;基座上设有多个定位滑槽,定位滑槽位于开口两侧;滑块螺纹连接在螺杆上,且两侧嵌入定位滑槽内;与两个螺杆对应的两个滑块底端分别固定连接一移动块,两个移动块对称设置;移动上固定有夹持件,夹持件具有相交设置的第一斜面与第二斜面,二者之间形成一凹陷空间。本申请的有益效

轴类零件角度端面加工工装及方法.pdf
本发明涉及一种轴类零件角度端面加工工装,在底座的上表面设置两个平行的护口片,两个护口片的内表面之间留有缝隙;在缝隙的中心为轴线钻制圆孔,圆孔的轴线与底座的上表面呈b角,圆孔的直径等于带加工零件的直径;在护口片的两个底面设有凹槽,凹槽的底面与圆孔轴线垂直,在凹槽底面上设有定位板,定位板通过螺钉与其中的一个护口片连接,且定位板位于圆孔的对应位置;在两个护口片的内表面分别设有同轴的阶梯孔,其中一个护口片内连接定位销的一端,在定位销的另一端通过弹簧插入对应的护口片的阶梯孔小直径孔内。该工装及方法实现了轴类零件角度