
轴类零件的装夹工装及加工方法.pdf

海昌****姐淑


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轴类零件的装夹工装及加工方法.pdf
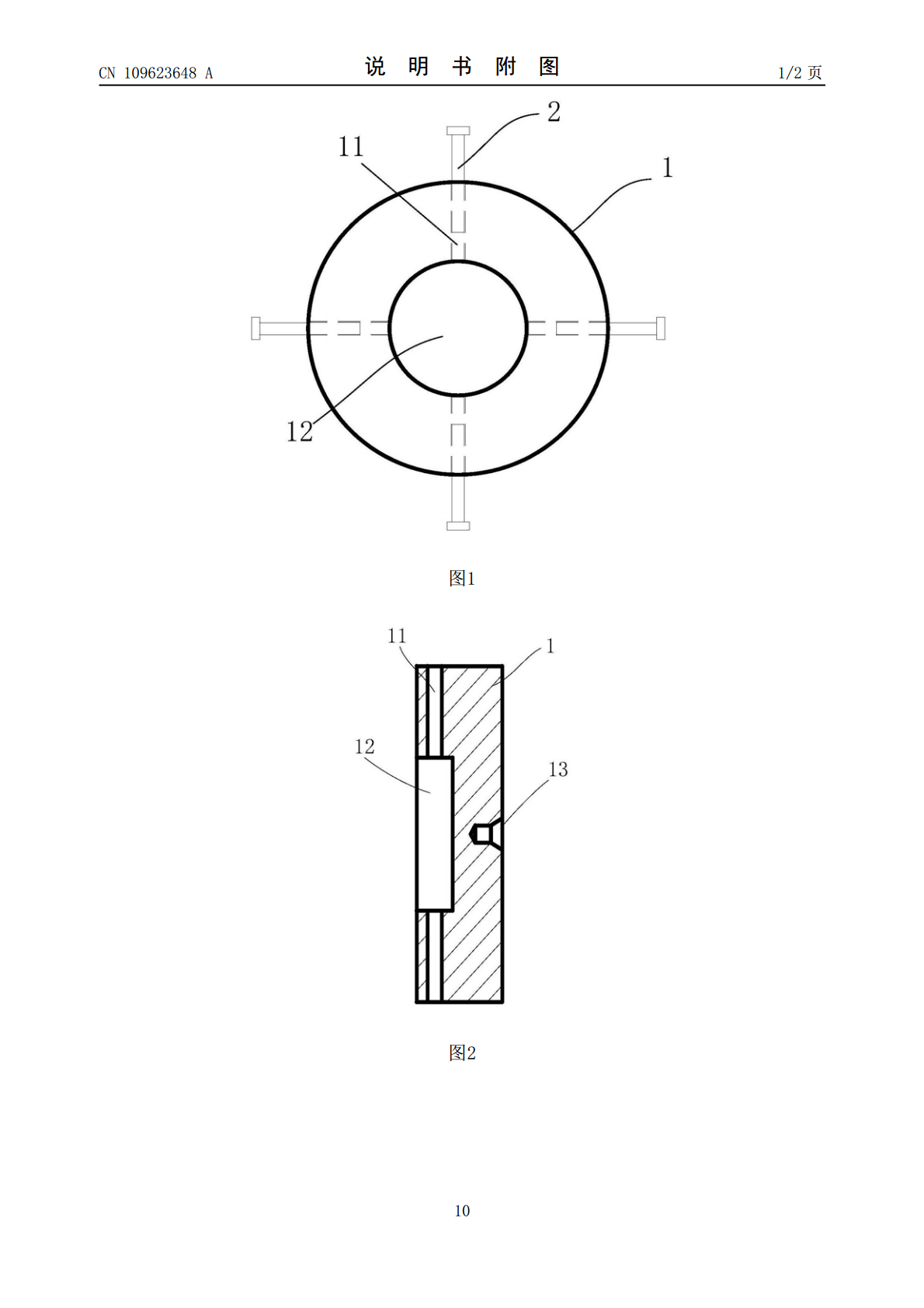
本发明公开了一种轴类零件的装夹工装,所述装夹工装包括至少一个圆形的调整盘,所述调整盘上均匀间隔设有至少3个沿所述调整盘的径向方向的通孔,每个所述通孔内均可伸缩设置有一个调整件,所述调整盘的一端面设有安装盲孔,所述调整盘的另一端面上设有顶针孔,所述顶针孔、所述安装盲孔和所述调整盘同轴设置。可减小轴类零件的装夹误差。还公开了一种轴类零件的加工方法,可减小轴类零件的加工误差。
一种舵类零件装夹加工工装及其加工方法.pdf
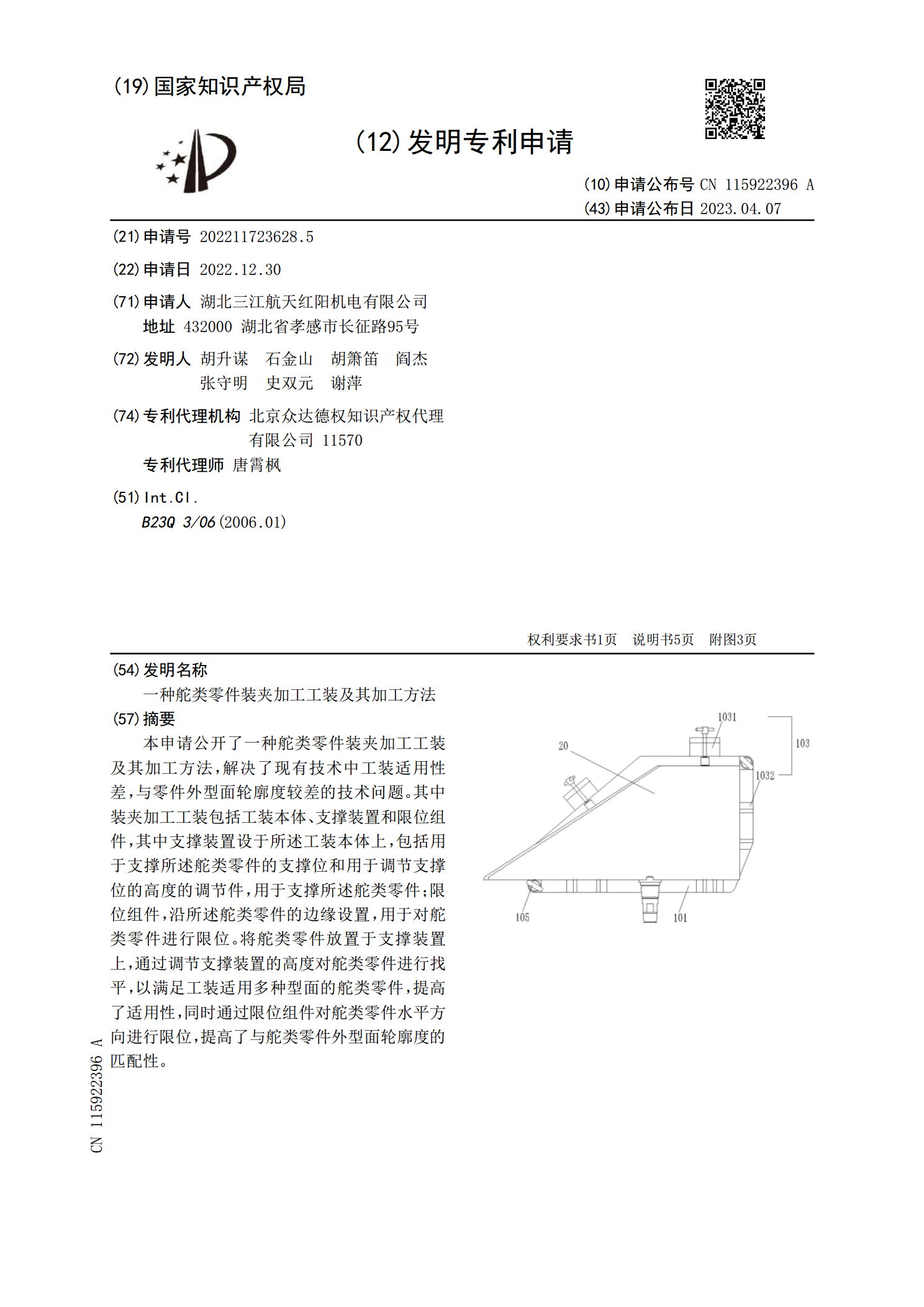
本申请公开了一种舵类零件装夹加工工装及其加工方法,解决了现有技术中工装适用性差,与零件外型面轮廓度较差的技术问题。其中装夹加工工装包括工装本体、支撑装置和限位组件,其中支撑装置设于所述工装本体上,包括用于支撑所述舵类零件的支撑位和用于调节支撑位的高度的调节件,用于支撑所述舵类零件;限位组件,沿所述舵类零件的边缘设置,用于对舵类零件进行限位。将舵类零件放置于支撑装置上,通过调节支撑装置的高度对舵类零件进行找平,以满足工装适用多种型面的舵类零件,提高了适用性,同时通过限位组件对舵类零件水平方向进行限位,提高了

轴类零件的装夹.pptx
教学目标:1、了解轴类工件的装夹方法2、了解中心孔的形状及作用3、掌握中心钻折断的原因及预防方法4、掌握两顶尖装夹时的注意事项教学重难点:1、根据加工需要选择正确的装夹方法2、掌握三爪自定心卡盘装夹工件的找正方法3、掌握四爪单动卡盘装夹工件的找正方法教学内容一、用三爪自定心卡盘装夹自定心卡盘的拆装三爪卡盘装夹工件的找正三爪卡盘装夹工件的找正二、用四爪单动卡盘装夹圆柱体在单动卡盘上的安装三、用两顶尖装夹顶尖拨盘和鸡心夹头中心孔中心孔中心孔中心孔中心钻折断的原因及预防用两顶尖装夹工件的注意事项四、用一夹一顶装

轴类零件角度端面加工工装及方法.pdf
本发明涉及一种轴类零件角度端面加工工装,在底座的上表面设置两个平行的护口片,两个护口片的内表面之间留有缝隙;在缝隙的中心为轴线钻制圆孔,圆孔的轴线与底座的上表面呈b角,圆孔的直径等于带加工零件的直径;在护口片的两个底面设有凹槽,凹槽的底面与圆孔轴线垂直,在凹槽底面上设有定位板,定位板通过螺钉与其中的一个护口片连接,且定位板位于圆孔的对应位置;在两个护口片的内表面分别设有同轴的阶梯孔,其中一个护口片内连接定位销的一端,在定位销的另一端通过弹簧插入对应的护口片的阶梯孔小直径孔内。该工装及方法实现了轴类零件角度
一种异形薄壁类零件加工用装夹工装.pdf
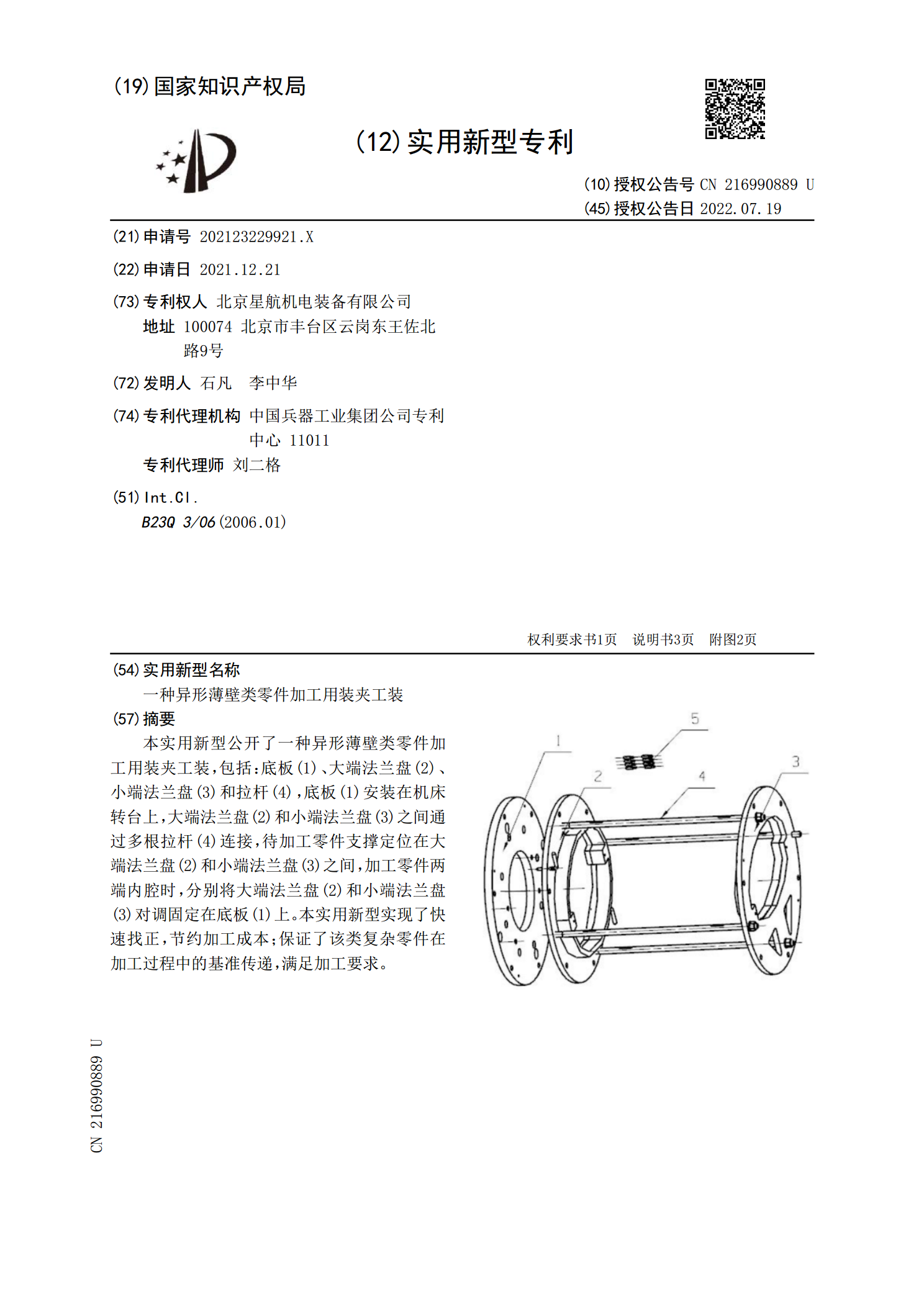
本实用新型公开了一种异形薄壁类零件加工用装夹工装,包括:底板(1)、大端法兰盘(2)、小端法兰盘(3)和拉杆(4),底板(1)安装在机床转台上,大端法兰盘(2)和小端法兰盘(3)之间通过多根拉杆(4)连接,待加工零件支撑定位在大端法兰盘(2)和小端法兰盘(3)之间,加工零件两端内腔时,分别将大端法兰盘(2)和小端法兰盘(3)对调固定在底板(1)上。本实用新型实现了快速找正,节约加工成本;保证了该类复杂零件在加工过程中的基准传递,满足加工要求。