
航空发动机精密叶片镦锻制坯方法及镦锻一体三工位模座.pdf

书生****瑞梦

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
航空发动机精密叶片镦锻制坯方法及镦锻一体三工位模座.pdf
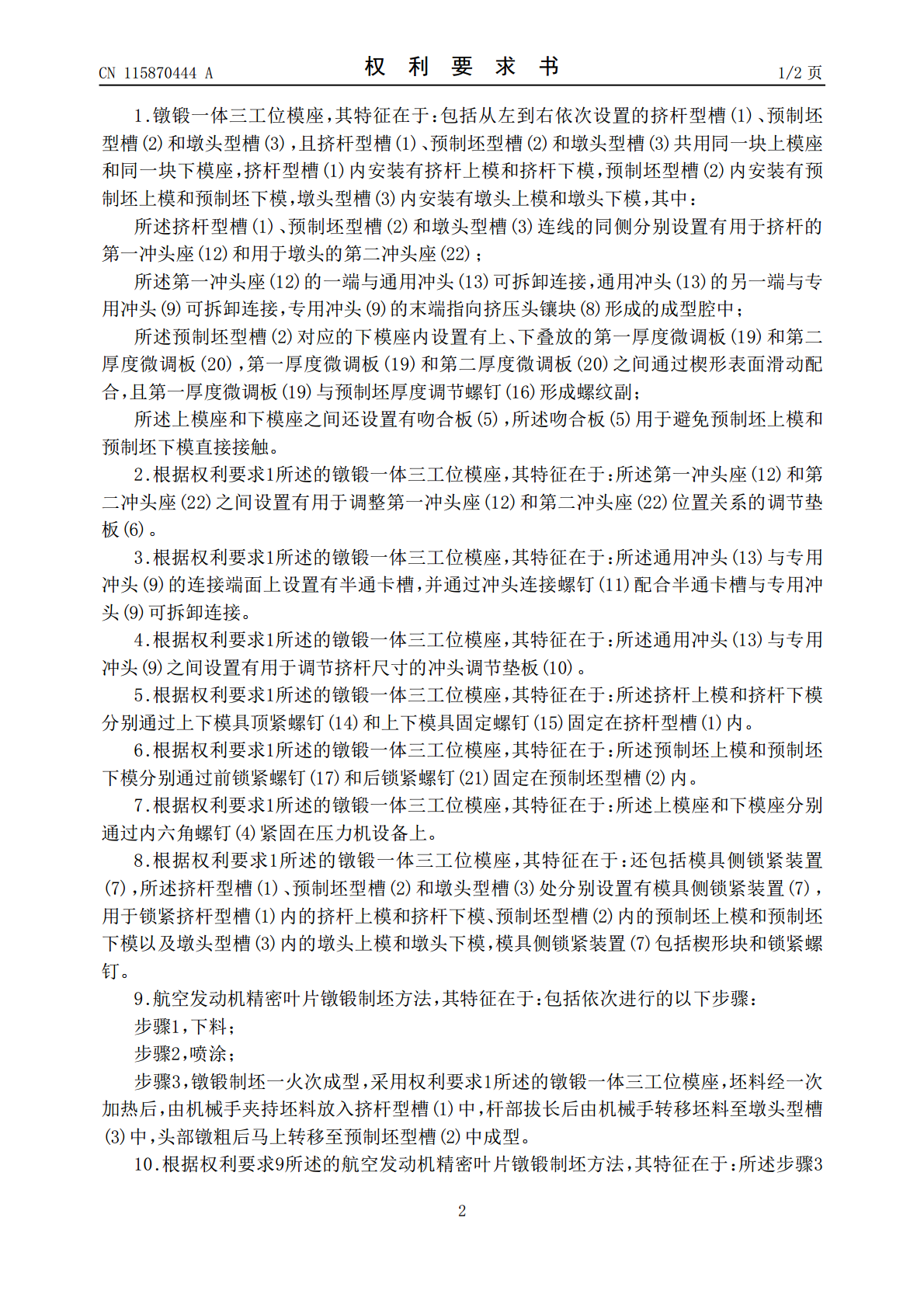
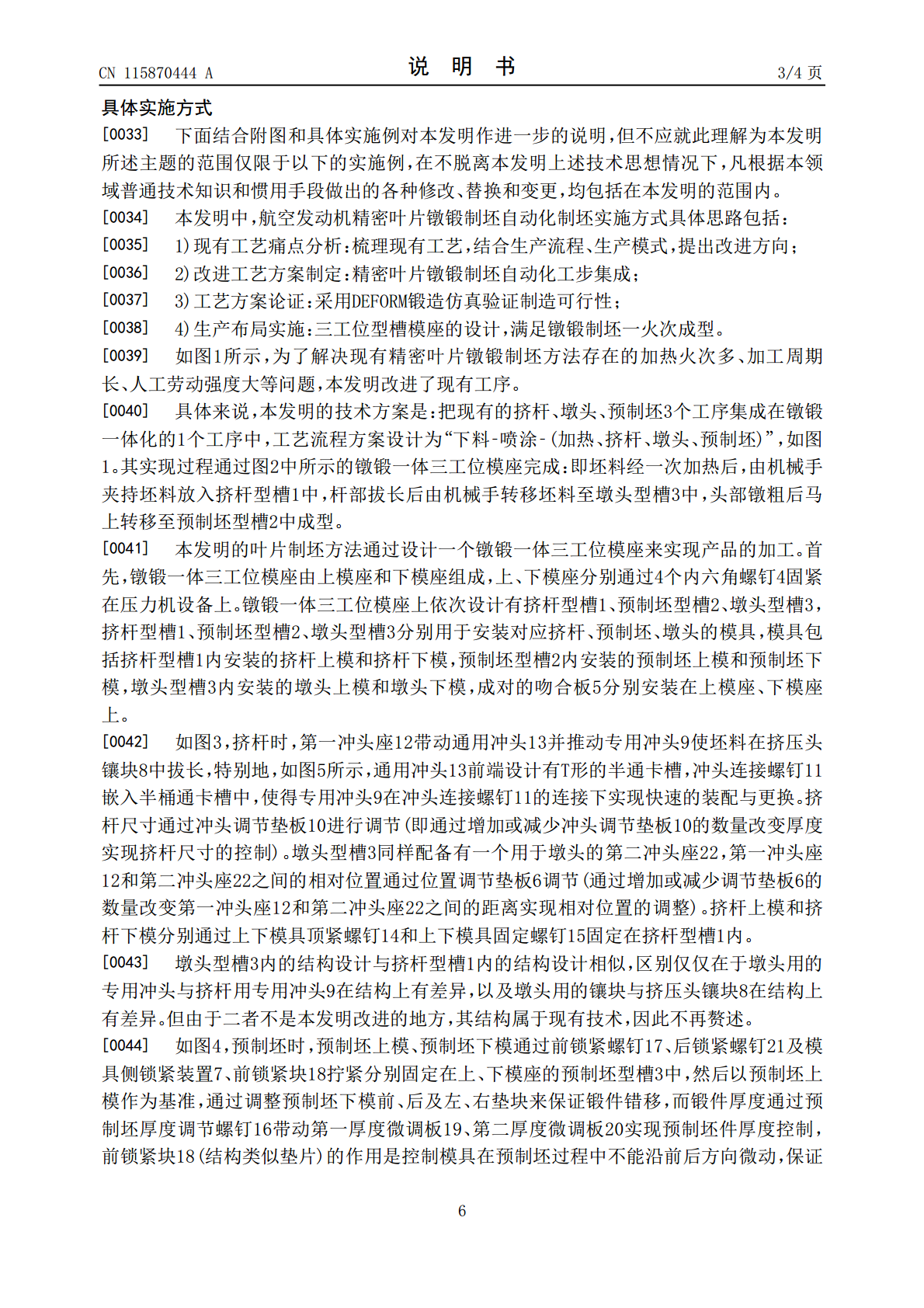
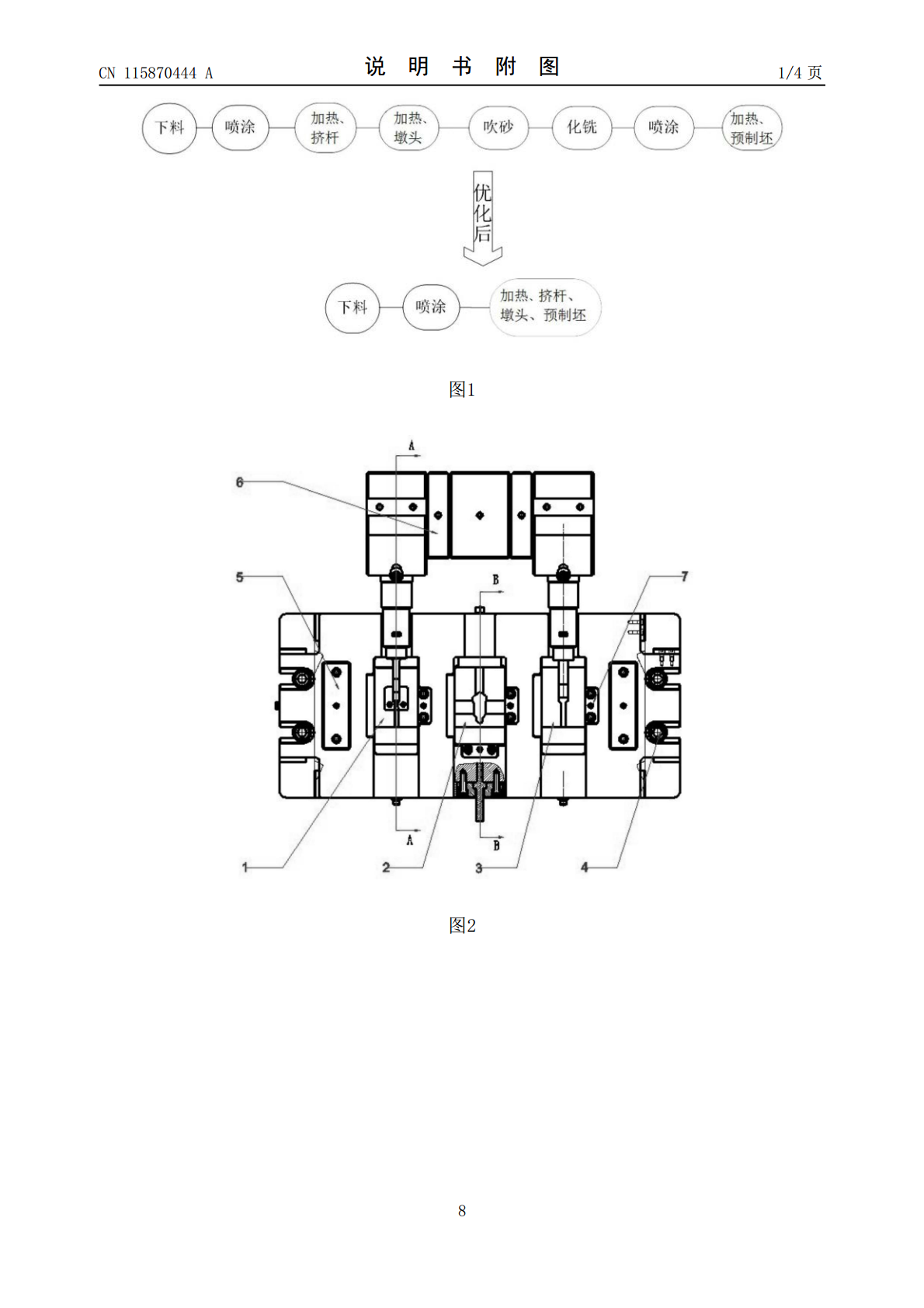
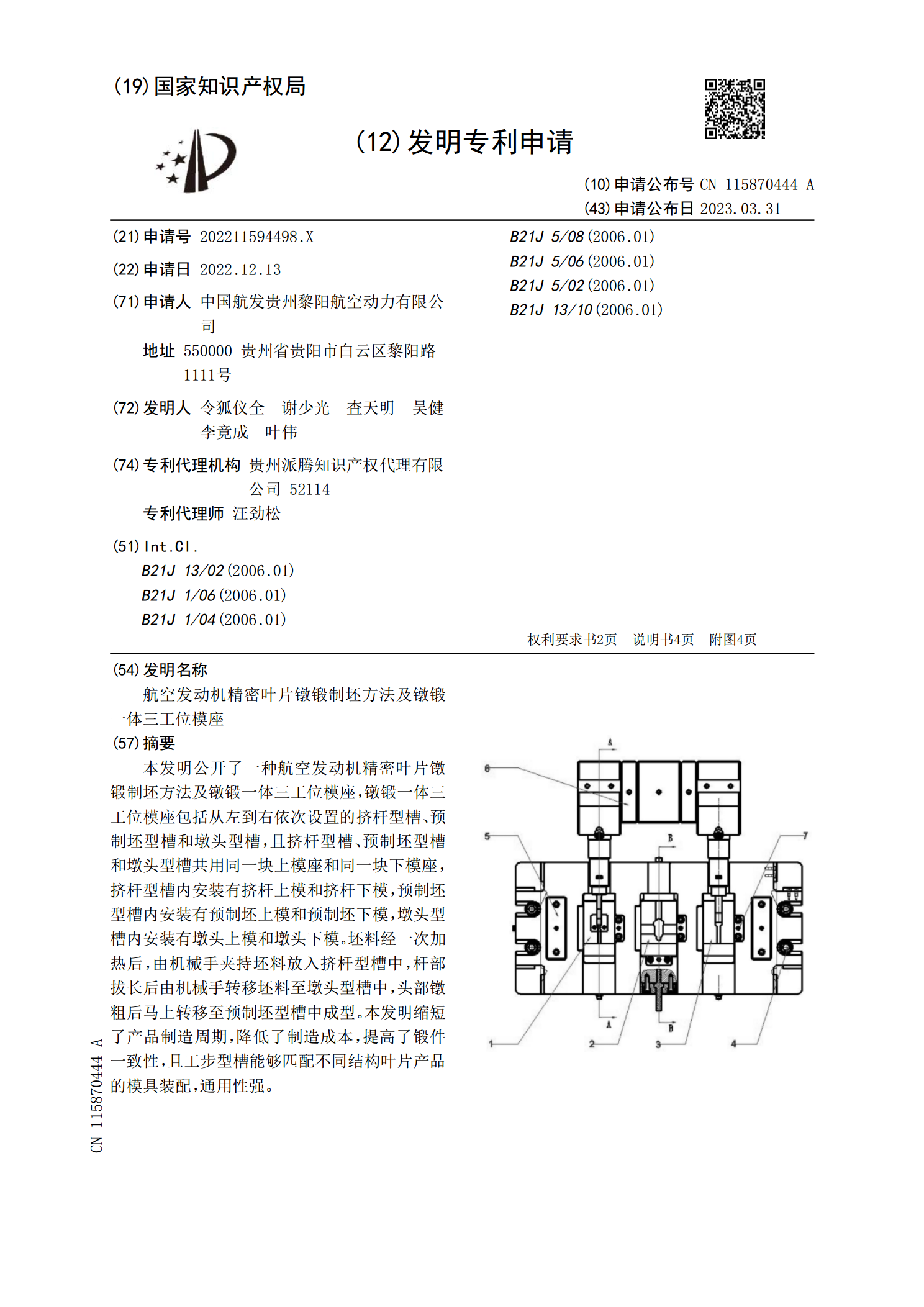
本发明公开了一种航空发动机精密叶片镦锻制坯方法及镦锻一体三工位模座,镦锻一体三工位模座包括从左到右依次设置的挤杆型槽、预制坯型槽和墩头型槽,且挤杆型槽、预制坯型槽和墩头型槽共用同一块上模座和同一块下模座,挤杆型槽内安装有挤杆上模和挤杆下模,预制坯型槽内安装有预制坯上模和预制坯下模,墩头型槽内安装有墩头上模和墩头下模。坯料经一次加热后,由机械手夹持坯料放入挤杆型槽中,杆部拔长后由机械手转移坯料至墩头型槽中,头部镦粗后马上转移至预制坯型槽中成型。本发明缩短了产品制造周期,降低了制造成本,提高了锻件一致性,且工

管坯镦锻条件分析.docx
管坯镦锻条件分析管坯镦锻是一种常见的金属加工方法,广泛应用于工业中。本文将对管坯镦锻的条件进行分析,探讨其影响因素及优化方法。首先,管坯镦锻的条件是指在进行镦锻过程中的各种参数和环境要求。常见的条件包括温度、应变速率、镦锻力、镦锻次数等。这些条件直接影响着镦锻过程中金属的塑性变形和显微组织演变,进而影响镦锻零件的性能和质量。在管坯镦锻中,温度是一个重要的条件。高温有利于金属塑性变形,降低了金属的流动应力,有利于控制应变速率。低温则增加了金属的强度和硬度,减少了金属的塑性变形。因此,在管坯镦锻中,适当的温度

锥形模镦锻规则探讨.docx
锥形模镦锻规则探讨锥形模镦锻规则探讨引言:锥形模镦锻是一种常用的金属加工方法,通过锥形模具在金属工件上施加压力,使之产生塑性变形,进而改善其力学性能。随着工艺技术的不断进步,锥形模镦锻已经成为金属加工过程中重要的一种方法。本论文旨在探讨锥形模镦锻的规则,通过分析其工艺特点和应用案例,总结出有效的规则以指导实际生产中的应用。一、锥形模镦锻的工艺特点1.1工艺原理锥形模镦锻是一种通过施加外力使金属工件发生塑性变形的加工方法。工艺过程中,锥形模具在金属工件上施加压力,使之产生塑性流动,并在流动方向上发生塑性变形

锥形模镦锻极限的研究.docx
锥形模镦锻极限的研究锥形模镦锻极限的研究摘要随着工业的发展,锥形模镦锻成为一种常用的金属成形技术。然而,锥形模镦锻的极限尚未完全了解。本论文旨在通过分析锥形模镦锻的机理和影响因素,研究锥形模镦锻的极限,并提出优化和改进的建议。研究结果表明,锥形模镦锻的极限受金属材料的物理性质、模具设计、工艺参数等因素影响。因此,通过优化上述因素,可以提高锥形模镦锻的极限。1.引言锥形模镦锻是一种将原始材料在模具中逐渐加工成所需形状的成形技术。它可以用于生产各种金属零件和组件。锥形模镦锻具有高效率、高精度和良好的表面质量等
一种双工位镦锻凹模移位装置及使用方法.pdf
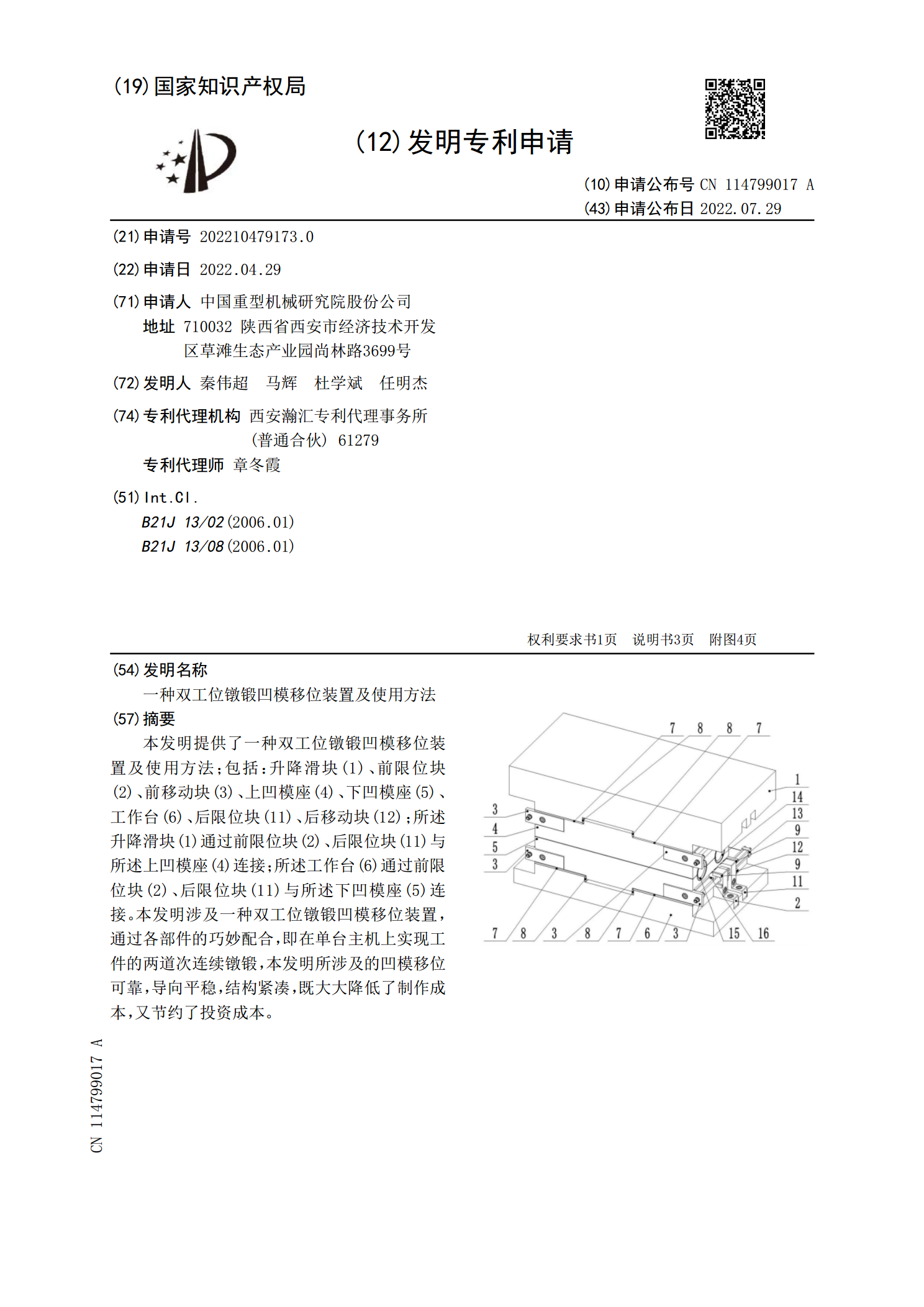
本发明提供了一种双工位镦锻凹模移位装置及使用方法;包括:升降滑块(1)、前限位块(2)、前移动块(3)、上凹模座(4)、下凹模座(5)、工作台(6)、后限位块(11)、后移动块(12);所述升降滑块(1)通过前限位块(2)、后限位块(11)与所述上凹模座(4)连接;所述工作台(6)通过前限位块(2)、后限位块(11)与所述下凹模座(5)连接。本发明涉及一种双工位镦锻凹模移位装置,通过各部件的巧妙配合,即在单台主机上实现工件的两道次连续镦锻,本发明所涉及的凹模移位可靠,导向平稳,结构紧凑,既大大降低了制作成