
一种组装焊接夹具.pdf

志信****pp

1/8
2/8
3/8
4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种组装焊接夹具.pdf
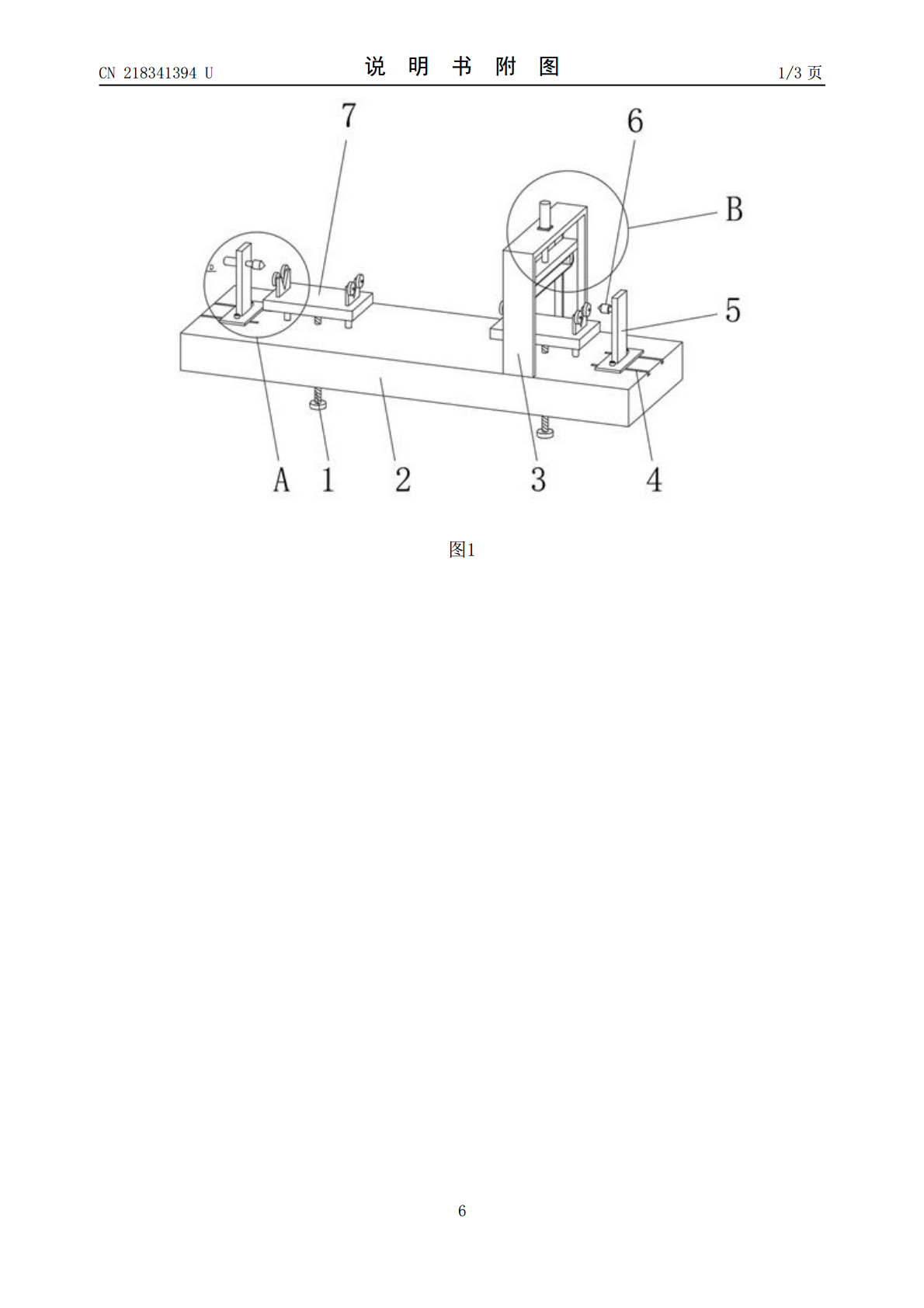
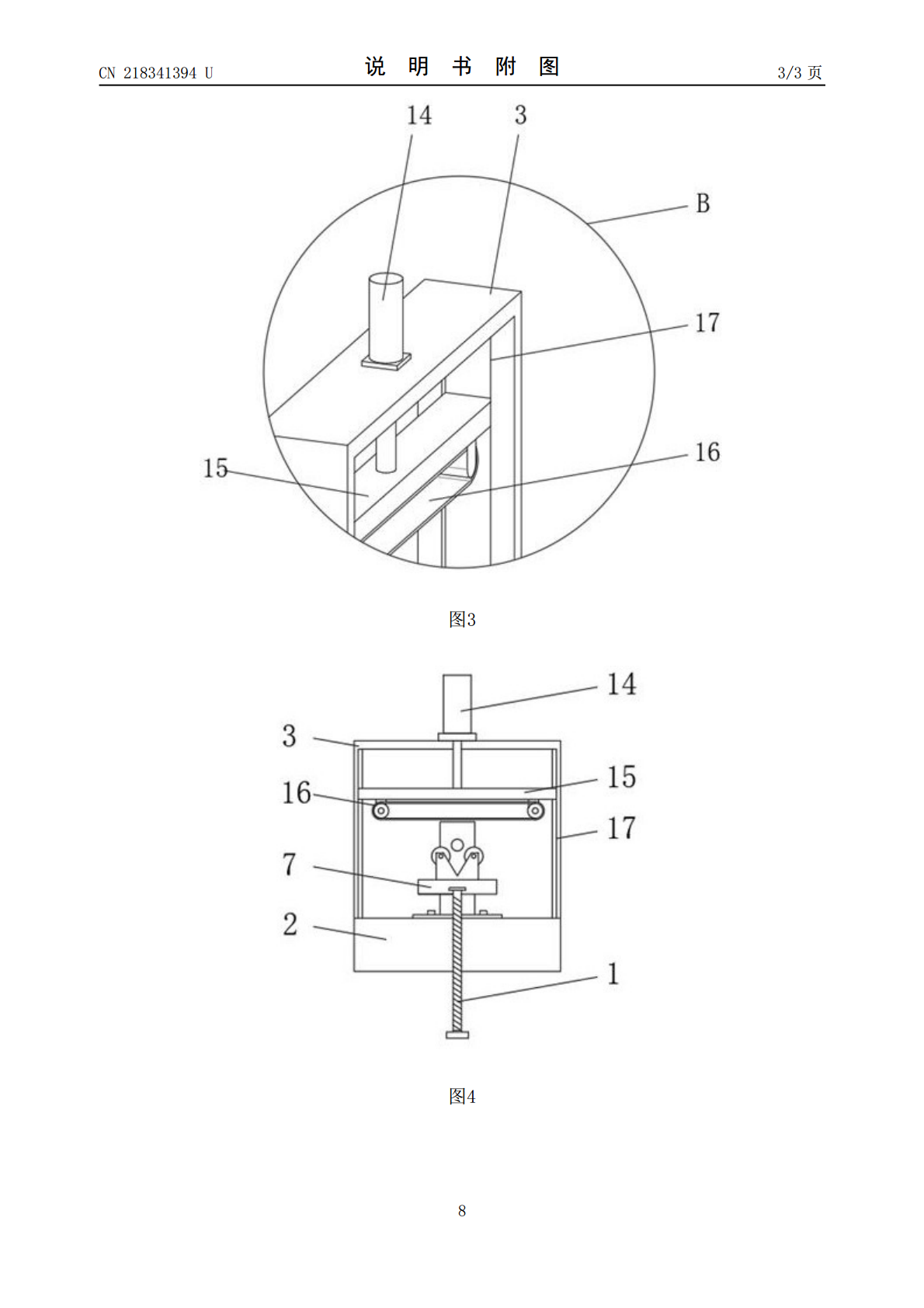
本实用新型公开了一种组装焊接夹具,其技术方案包括:设备台和支撑架,所述设备台顶部两侧均通过限位杆安装有升降座,两侧所述升降座顶部两侧均安装有定位架,两侧所述定位架靠近顶部通过活动销安装有轴承,所述设备台顶部一侧安装有支撑架,所述支撑架顶部中间安装有电动伸缩器B,所述电动伸缩器B输出轴位于支撑架内表面安装有升降板,所述升降板下表面通过传动架安装有传输带。一种组装焊接夹具解决了现有的多数焊接夹具对轴类焊接时,需要人工转动工件实现圆周焊接,焊接时操作较为繁琐,影响轴类组装焊接效率的问题,简化了轴类工件的旋转过程
一种筒体容器组装焊接夹具工装.pdf
本发明公开了一种筒体容器组装焊接夹具工装,包括底座,所述底座的顶部表面一侧边缘中部固定连接有固定架,所述固定架表面一侧固定连接有滑动架,所述滑动架内壁表面滑动连接有移动盘,本发明涉及筒体焊接技术领域。该筒体容器组装焊接夹具工装,通过移动架、第一卡板、滑槽、第一移动板、气缸、定位杆、定位塞、定位盘、连接架、第二支撑架、连接柱、固定环、第二夹紧座、安装块及第一螺杆的配合作用,通过螺杆的细微调节能够实现筒体更加精准的对接,通过固定板、第二卡板、第二移动板、第二螺杆、连接板、支撑轮固定架及支撑轮的配合作用,能够对
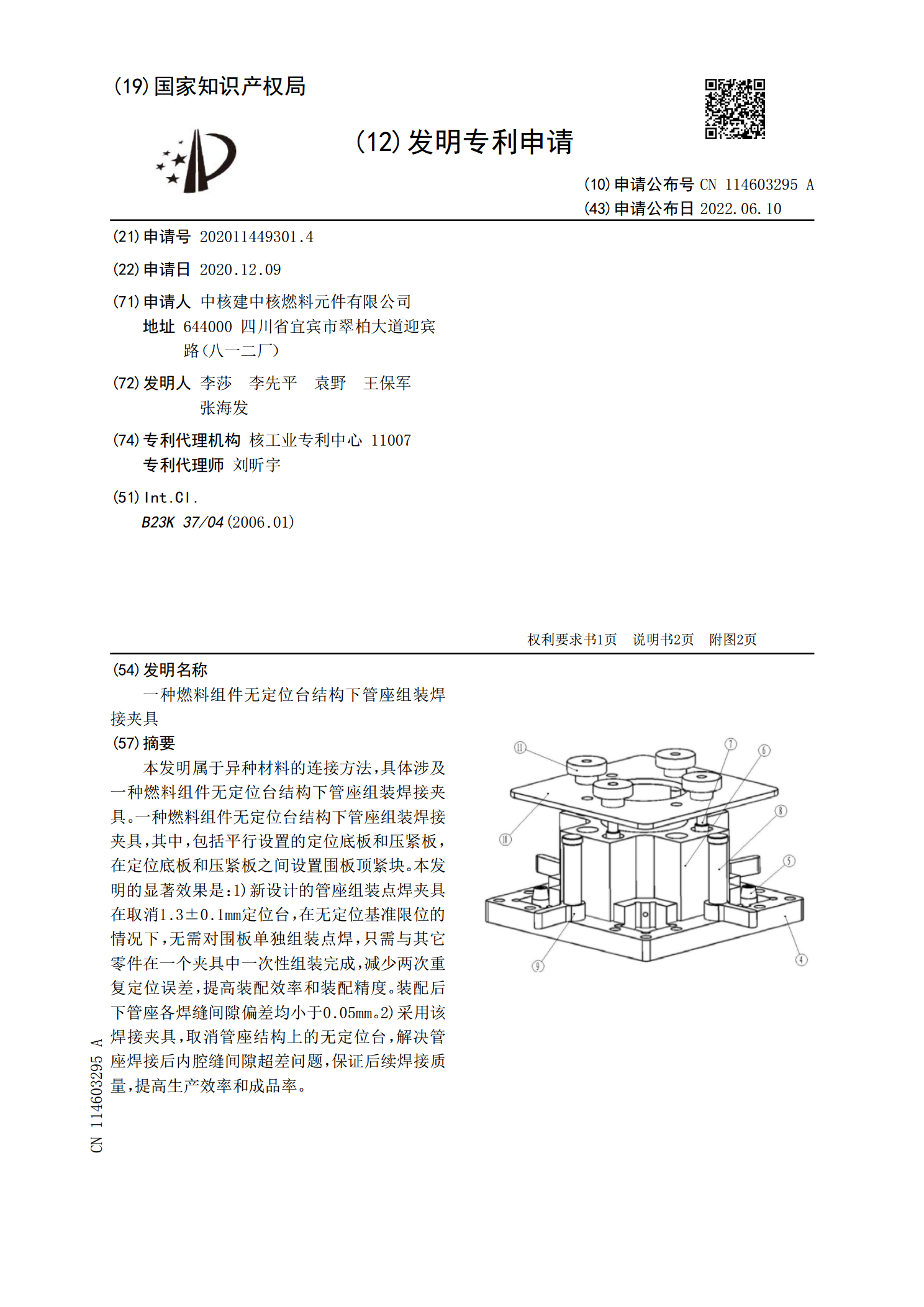
一种燃料组件无定位台结构下管座组装焊接夹具.pdf
本发明属于异种材料的连接方法,具体涉及一种燃料组件无定位台结构下管座组装焊接夹具。一种燃料组件无定位台结构下管座组装焊接夹具,其中,包括平行设置的定位底板和压紧板,在定位底板和压紧板之间设置围板顶紧块。本发明的显著效果是:1)新设计的管座组装点焊夹具在取消1.3±0.1mm定位台,在无定位基准限位的情况下,无需对围板单独组装点焊,只需与其它零件在一个夹具中一次性组装完成,减少两次重复定位误差,提高装配效率和装配精度。装配后下管座各焊缝间隙偏差均小于0.05mm。2)采用该焊接夹具,取消管座结构上的无定位台
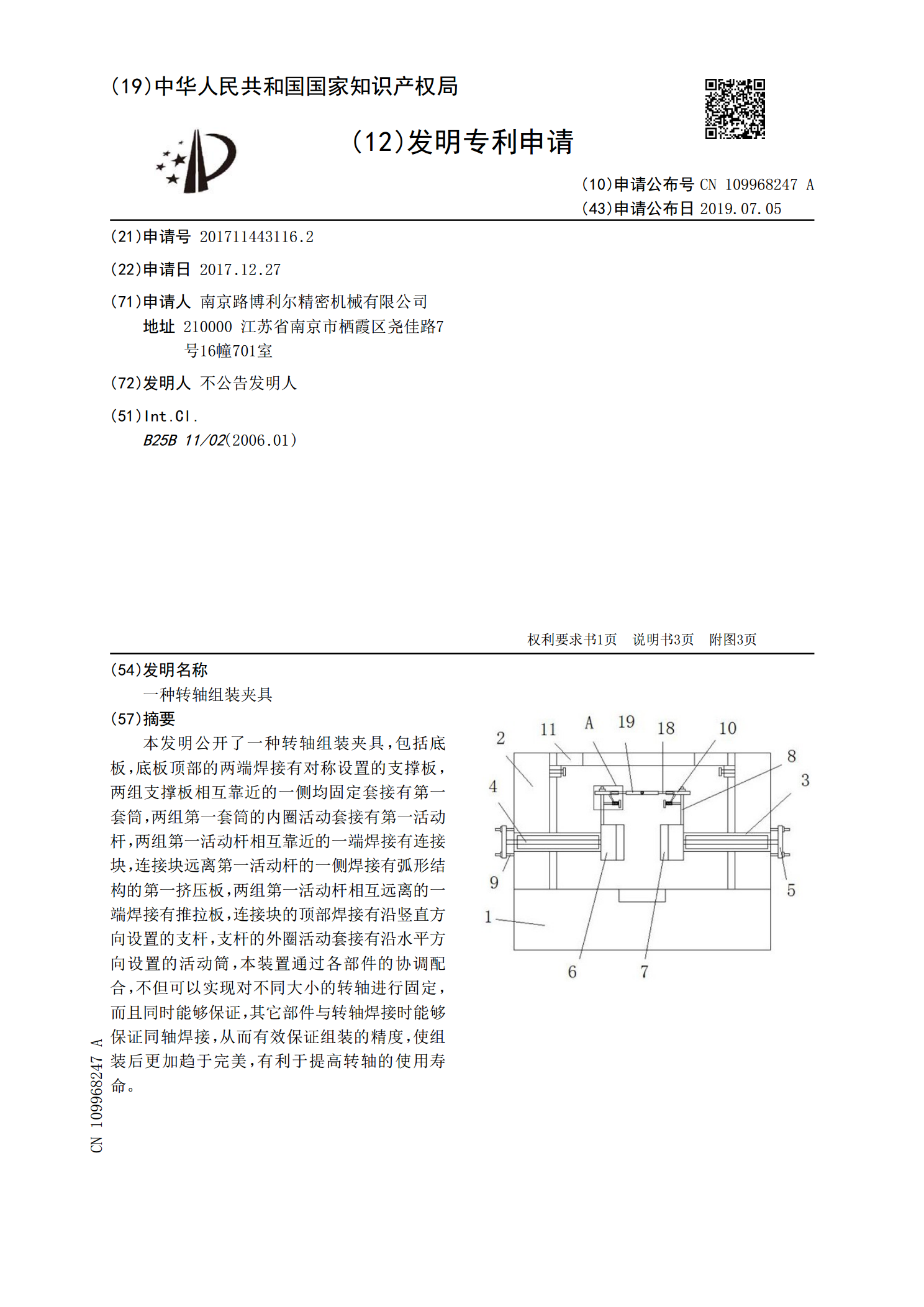
一种转轴组装夹具.pdf
本发明公开了一种转轴组装夹具,包括底板,底板顶部的两端焊接有对称设置的支撑板,两组支撑板相互靠近的一侧均固定套接有第一套筒,两组第一套筒的内圈活动套接有第一活动杆,两组第一活动杆相互靠近的一端焊接有连接块,连接块远离第一活动杆的一侧焊接有弧形结构的第一挤压板,两组第一活动杆相互远离的一端焊接有推拉板,连接块的顶部焊接有沿竖直方向设置的支杆,支杆的外圈活动套接有沿水平方向设置的活动筒,本装置通过各部件的协调配合,不但可以实现对不同大小的转轴进行固定,而且同时能够保证,其它部件与转轴焊接时能够保证同轴焊接,从
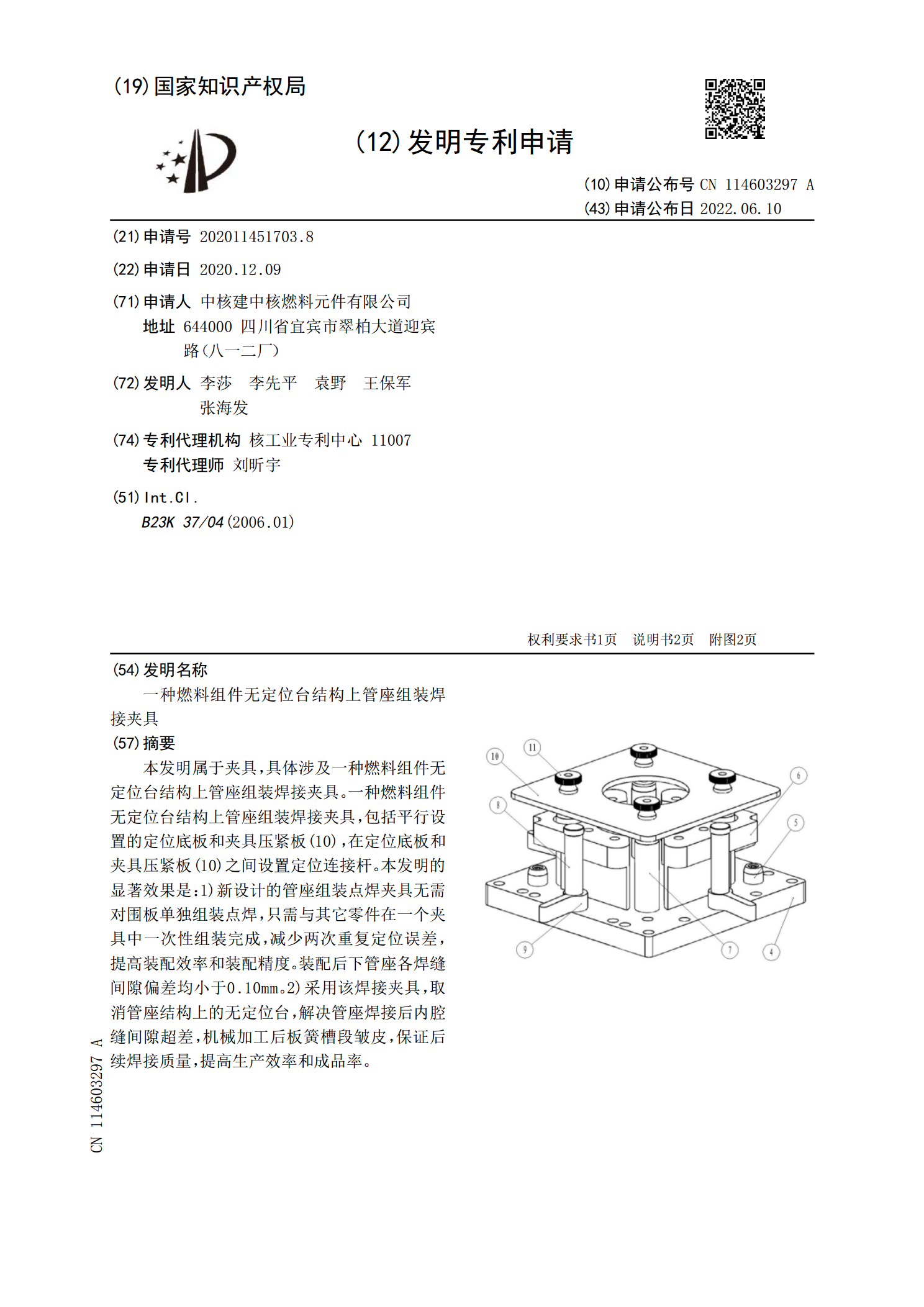
一种燃料组件无定位台结构上管座组装焊接夹具.pdf
本发明属于夹具,具体涉及一种燃料组件无定位台结构上管座组装焊接夹具。一种燃料组件无定位台结构上管座组装焊接夹具,包括平行设置的定位底板和夹具压紧板(10),在定位底板和夹具压紧板(10)之间设置定位连接杆。本发明的显著效果是:1)新设计的管座组装点焊夹具无需对围板单独组装点焊,只需与其它零件在一个夹具中一次性组装完成,减少两次重复定位误差,提高装配效率和装配精度。装配后下管座各焊缝间隙偏差均小于0.10mm。2)采用该焊接夹具,取消管座结构上的无定位台,解决管座焊接后内腔缝间隙超差,机械加工后板簧槽段皱皮